多层PET/PE复合膜的大尺度间歇热封工艺能耗研究
2023-09-14张怡辉刘言松王琳刘磊宋文杰
张怡辉,刘言松,王琳,刘磊,宋文杰
多层PET/PE复合膜的大尺度间歇热封工艺能耗研究
张怡辉,刘言松*,王琳,刘磊,宋文杰
(陕西科技大学 机电工程学院,西安 710021)
分析热封设备连续加热热封工艺的能耗模型,优化设计适合大尺度热封设备的间歇加热热封工艺。首先通过电热特性试验了解镍铬合金的升降温规律,拟合得到镍铬合金的升降温模型。其次分析连续加热热封工艺能耗模型,提出适用于大尺度热封设备的间歇加热热封工艺流程,并建立能耗模型。以多层聚对苯二甲酸乙二醇酯/聚乙烯(PET/PE)复合膜为热封对象,以最小能耗为优化目标,计算得到最优的热封工艺流程。大尺度热封设备采用间歇加热热封工艺加工可以有效减少能量损耗。
大尺度热封;热封工艺;升降温模型;能耗模型;多层PET/PE复合包装膜
建筑材料对节能和保温的要求较高,我国每年新增约20亿m2建筑,其中95%以上是高能耗建筑,必须采取节能措施。总体来看,我国高速发展的建筑业要求节约能源、减少环境污染,为人类提供舒适的居住环境[1]。包装工业在我国轻工业产业中占据着重要地位,建筑保温材料包覆铝塑膜的热封加工是包装行业的重要分支之一。铝塑膜材料的热封质量对于建筑保温材料的保温效果起着决定性作用,而热封包装设备将直接影响热封性能[2]。
热封设备常用的热封工艺为连续加热,即从热封设备开始工作到结束工作,热封片始终保持加热状态,并且温度稳定。这种热封工艺适用于热封材料尺寸小、热封周期短、热封前准备时间短的小尺度热封设备。对于大尺度热封设备,热封材料尺寸大会导致热封前的准备时间较长,若采用连续加热热封工艺,则在加工过程中损耗的能量更大。这里通过优化分析连续加热热封工艺,提出一种适用于大尺度热封设备的间歇加热热封工艺,以期有效减少热封过程中的能量损耗。
1 电热特性试验及建立升降温模型
为了研究分析热封设备的加工工艺,并优化设计适用于大尺度热封的间歇加热热封工艺,必须了解热封设备加热片的温度变化规律。综合考虑外界因素,搭建大尺度热封试验台,并进行电热特性试验。
1.1 材料
电热合金是将电能转化为热能的一种功能材料,英美等国对Cr20Ni80合金的研究始于20世纪30年代末期[3]。Cr20Ni80合金具有奥氏体组织,其电阻率均匀稳定、熔点高、热膨胀系数小、高温抗氧化性能良好,且具有良好的加工塑性,耐腐蚀性强,无磁性。根据GB/T 1234—1995《高电阻电热合金》可知,Cr20Ni80合金的最高使用温度可达1 200 ℃,常用于热封设备加热片材料[4-5]。采用Cr20Ni80合金进行电热特性试验,材料的尺寸(长度×宽度×高度)为1 000 mm× 8 mm×0.2 mm。
1.2 试验装置
主要通过通电、断电来测量材料本身温度的变化情况,试验装置主要分为电源、温度采集、试验台。
1)电源。PLC电源选用24 V直流电压源。加热电源选用5~24 V可调直流电压源,用于测量不同电压下合金片的温度变化情况。可调电压源配置直流电压显示屏,能更直观地看到电压的变化情况。
2)温度采集。采用西门子S7-200PLC(CPU226)作为温度采集的主机模块,扩展热电偶输入模块(GM231-P4)用于输入温度信号,选用贴片式热电偶传感器(PT-100)进行温度信号采集,通过STEP7 MicroWIN与组态王Kingview模拟建立人机界面,显示温度。其中,通信线缆型号为PPI-CH340。
3)试验台。为了保证试验的安全,试验台必须具备良好的绝缘特性和耐热特性。此外,试验台的材料还应具备较小的导热系数,以减少试验过程中的误差。电木又称酚醛塑料,具有良好的绝缘性,可承受300 ℃的高温,且导热性极差,满足试验需求,故选用电木为试验台材料。试验台体与定滑轮、牵引绳、吊环等部件配合使用,用于固定镍铬合金。其中,定滑轮材料为尼龙,L形固定板材料为铁,牵引绳材料为芳纶长纤。电热特性试验设备实物如图1所示。

1.鳄鱼夹 2.通信线 3.热电阻温度模块 4.贴片温度传感器 5.镍铬合金 6.PLC 7.试验台 8.24 V DC电源 9.直流电压显示屏 10.定滑轮 11.可调电压源 12.牵引绳 13.L形固定板
1.3 试验设计
1)步骤。连接所有试验器材,通过牵引绳将合金片固定于试验台上,并通过鳄鱼夹连接线和导线将合金片与电源连接;在镍铬合金中间位置涂抹导热硅脂,实现导热和绝缘作用,将温度传感器粘贴至导热硅脂上;通过STEP7-WIN软件与组态王联合编程,将温度传感器采集的电压信号转换为温度数据,并记录;将连接好的镍铬合金与温度传感器置于相对封闭的环境(1 000 mm×200 mm×200 mm)中,减少外界空气流速对试验结果的影响;启动24 V DC电源检测温度采集是否正常;再启动5~24 V DC可调电源进行试验。
2)试验组设计。镍铬合金电热特性升温试验参数设计见表1,组别为No.1—6;降温试验取电压为0 V,室温为20 ℃,合金温度为160 ℃,目标温度为30 ℃,组别为No.7。每组参数进行3次试验,取试验数据的平均值,并进行分析。
表1 镍铬合金片电热特性升温试验组
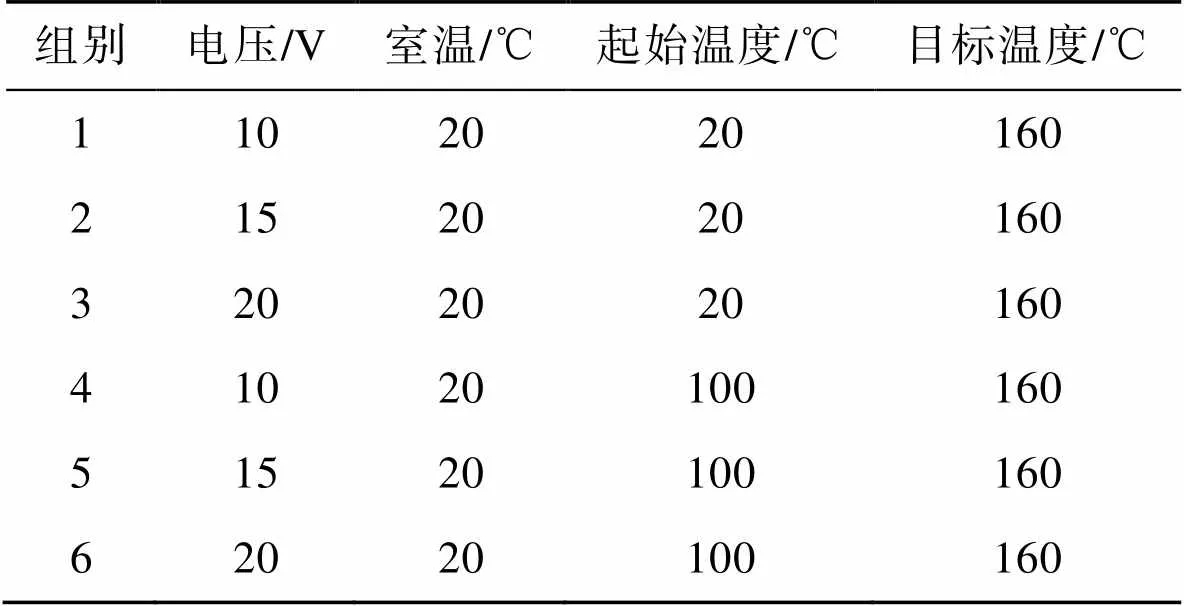
Tab.1 Electrothermal characteristics of Ni-cr alloy sheet temperature test group
1.4 结果与分析
根据表1依次调节电源电压,分别取起始温度为20 ℃和100 ℃进行电热特性试验,组别分别为No.1—3、No.4—6,在不同的电压作用下,镍铬合金温度随时间的变化曲线如图2所示。
由图2可知,随着电压的升高,镍铬合金温度升至160 ℃的速度越快,所消耗的时间越短。为了对比不同起始温度下镍铬合金的升温变化情况,取起始温度为20、100 ℃,测量不同电压下镍铬合金升至160 ℃的升温曲线变化情况,温度变化曲线如图3所示。
由图3可知,在10 V电压作用下,起始温度为100 ℃与起始温度20 ℃相比,前者升至160 ℃所需时间较长。在15、20 V电压作用下,不同起始温度下加热片升至160 ℃的时间基本不变。结果表明,随着电压的升高,起始温度对升温时间的影响逐渐降低。

图2 不同电压下镍铬合金温度随时间的变化曲线
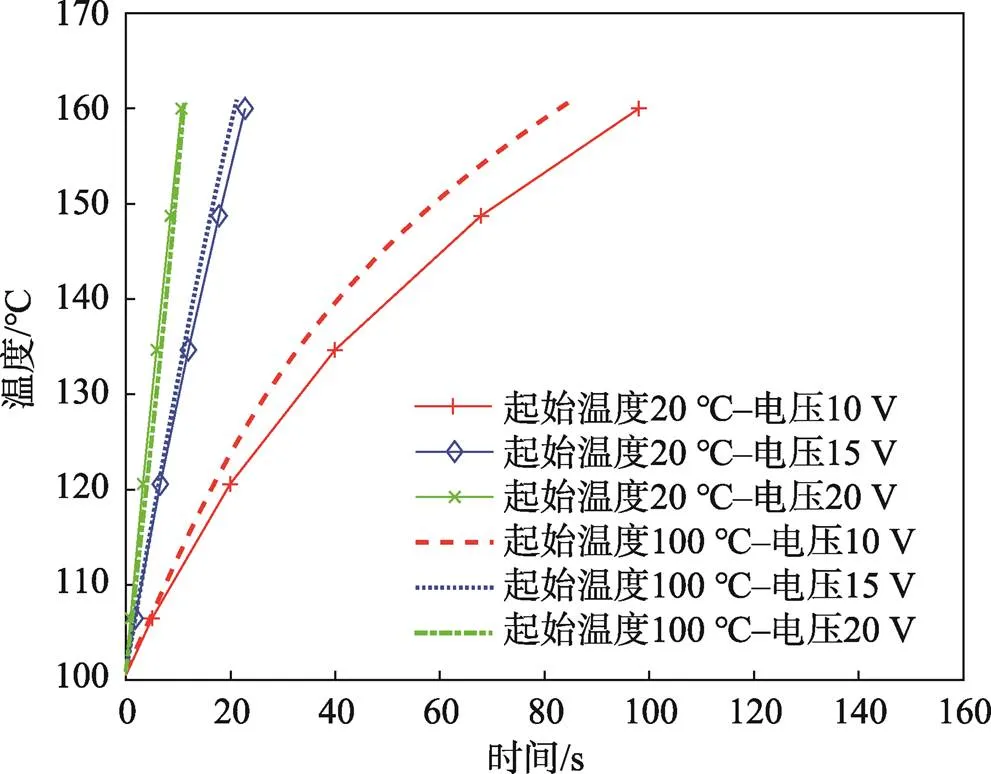
图3 不同情况下合金温度升至160 ℃变化曲线
根据降温参数,将镍铬合金加热至160 ℃后,断开电源,使镍铬合金自然降温,温度变化曲线如图4所示。从图4中可以看出,镍铬合金的温度随着时间的延长不断降低,曲线逐渐趋于平缓。

图4 镍铬合金降温曲线
1.5 镍铬合金升降温模型
根据电热试验可得,加热片两端所通电压越大,升温速度越快。在高低电压下加热片温升过程的优缺点见表2。
表2 在高低电压下加热片温升的优缺点
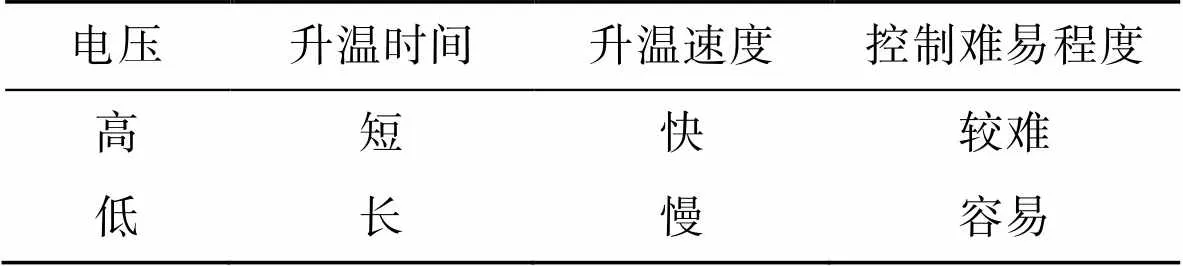
Tab.2 Advantages and disadvantages of heating sheet temperature rise under high and low voltage
由图2可知,在10 V电压下镍铬合金温度的变化较慢,升温时间较长;在20 V电压下,镍铬合金温度的变化较快,由于系统存在滞后性,较难控制温度,故这里选择电压15 V为最优加热电压。通过Matlab-polyfit函数对图2中15 V电压下加热片温度−时间的数据进行四次多项式拟合,推导出镍铬合金温度与时间的多项式,即镍铬合金升温模型,见式(1)。镍铬合金升温模型拟合曲线和试验数据升温曲线如图5所示。

式中:u为升温时镍铬合金温度,℃;为加热时间,s;为时间系数。
同理,根据图4可得镍铬合金的降温模型,见式(2)。镍铬合金降温模型拟合曲线和试验数据降温曲线如图6所示。
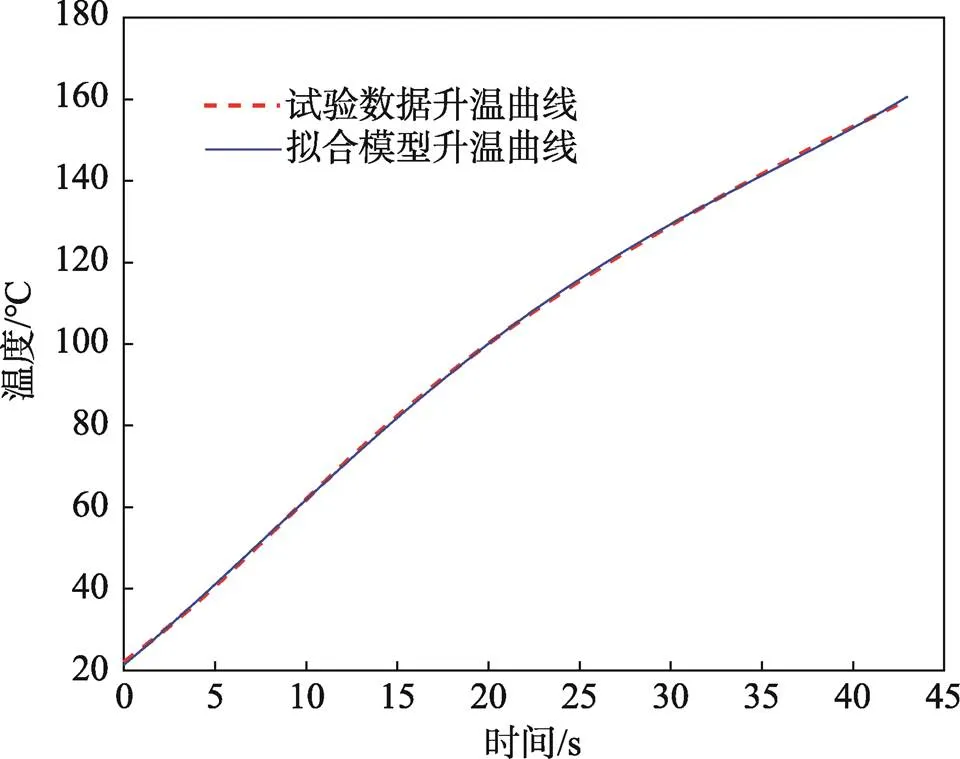
图5 镍铬合金升温模型拟合曲线与试验数据升温曲线

图6 镍铬合金降温模型拟合曲线和试验数据降温曲线

式中:d为降温时镍铬合金温度,℃;为时间系数。
由图5—6可知,通过四次多项式拟合得到的镍铬合金升降温模型曲线与试验所得到的数据曲线高度吻合,故镍铬合金升降温模型具有一定的准确性。
2 热封工艺能耗模型
2.1 热封过程分析与设计
采用传统热封工艺,加热片在加工过程中一直处于加热状态,设备持续工作。对于大尺度热封设备,加工材料都存在辅助时间长的特点。采用传统热封设备加工此类材料时,设备的实际工作时间在整个运行过程中的占比很小,所以存在严重的能量损耗。
为了优化能源损耗问题[6],分析设计了较节能的热封工艺。设备在工作期间正常工作,使加热片温度升高,并稳定在热封温度,在辅助阶段降低设备的输出功率,减少能量消耗,从而实现有效节能。
待设备运行稳定后,取1个加工周期,对连续加热热封工艺进行分析,并优化设计间歇加热的热封工艺。
1)连续加热热封工艺。待设备运行平稳后,将电压2保持不变,工作时间为周期,温度保持在热封温度c,连续加热型设备的电压、温度与时间的关系如图7所示。

图7 连续加热设备电压、温度与时间关系
2)间歇加热热封工艺。在设备运行稳定后,取1个加工周期为研究对象。将加热片的温度变化分为4个阶段:升温阶段,加热片两端电压从3升至1,热封片温度升至热封温度,耗时1;热封阶段,加热片温度保持在热封温度c,保持时间为2–1;降温阶段,设备断电,加热片在对流换热的作用下自然降温,温度降至低温l降温时间为3–2;保温阶段,加热片温度保持于低温l,保持时间为–3。间歇加热型设备的电压、温度与时间的关系如图8所示。
2.2 热封工艺能耗模型
加热片的电阻为,加热片两端电压为,由电功计算式(3)得到加热片消耗的能量。

连续加热型设备加工1个周期所需能量c的计算见式(4)。

式中:为加热时间,s。
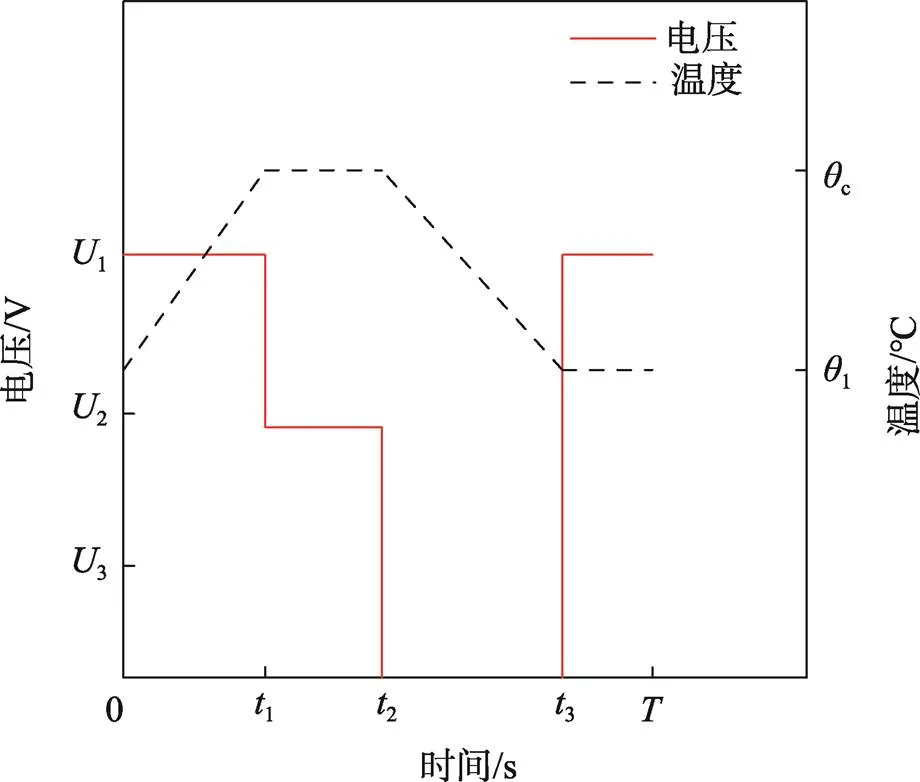
图8 间歇加热设备电压、温度与时间关系
间歇加热型设备加工1个周期所需能量i的计算见式(5)。

加热片材料选择Cr20Ni80,其电阻=0.545 Ω,热封温度为c,室温为0,间歇加热热封工艺保温阶段的保持温度为l。
间歇加热热封工艺加工周期各个阶段的工作电压和加热时间的计算如下。
1)升温阶段。加热片两端电压为1。通过Matlab-SOLVE函数对式(1)进行求解,得到u的反函数式,见式(6)。

将c代入式(6),得到温度从0升至c的时间a;同理代入l,得到温度从0升至l的时间b,则升温阶段所需时间的计算见式(7)。

2)热封阶段。热封时间为s。在热封阶段,加热片温度保持热封温度c不变。为了保持温度不变,加热片在时刻内通电产生的热量等于对流换热消耗的能量,由能量平衡关系[7-10]可得,见式(8)。
式中:为对流换热系数,W/(m·K);为镍铬合金表面积,m2;为加热时间,s。
化简后可得电压的表达式,见式(9)。

3)降温阶段。同理,对式(2)求解,可得d的反函数式,见式(10)。

4)保温阶段。取材料的1个加工周期,则保温时间的计算见式(11)。

保持加热片的温度l不变,与热封阶段同理,可计算出加热片两端电压U,见式(12)。

将各个阶段的电压、时间代入式(3)—(4)中,得到连续加热热封工艺能耗模型,见式(13),以及间歇加热热封工艺能耗模型,见式(14)。

3 多层复合膜热封能耗模型分析
PET/PE 复合膜通过干式复合,即用涂胶方式将PET与PE材料复合在一起。该膜具有良好的阻隔性、耐油性、耐应力开裂性、耐化学品性、耐低温性和安全性,被广泛应用于食品、药品等产品的包装。文中采用多层PET/PE复合膜为热封材料。
在加工过程中,大尺度热封设备具有加工材料尺寸大、辅助时间较长、加工周期长等特点。根据工程实践可知,一般大尺度热封设备的热封周期为1~2 min,这里取热封周期=1 min,以研究边界条件。
在热封压力一定的情况下,PET/PE 复合膜的最佳热封温度为138~160 ℃[11-15],取多层复合膜的热封温度为160 ℃,相关热封参数见表3。
表3 多层复合膜热封参数

Tab.3 Thermal sealing parameters of multilayer composite films
将上述参数代入式(13)—(14),得到多层PET/PE复合膜在1个工作周期内连续加热或间歇加热的能耗。
多层复合膜连续加热热封工艺下加工1个周期的能耗为常数,而间歇加热热封工艺下加工1个周期的能耗与温度l相关,取l为90~159 ℃,能耗曲线如图9所示。
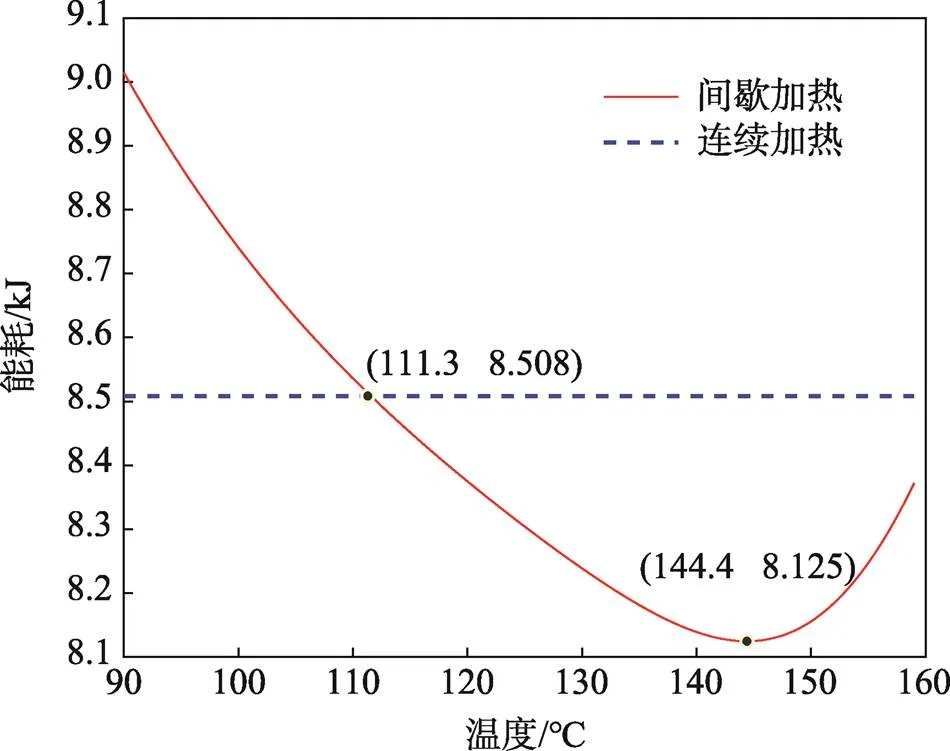
图9 不同热封工艺下设备能耗曲线
由图9可以看出,当保持温度l在区间[90,111.3]时,间歇加热热封工艺下设备的能耗大于连续加热热封工艺下设备的能耗;当保持温度l在区间(111.3,159]时,间歇加热热封工艺下设备的能耗小于连续加热热封工艺下设备的能耗。
保持温度l在区间[90,144.4]时,随着温度l的升高,间歇加热热封工艺下设备的能耗降低;在区间(144.4,159]时,随着l的升高,间歇加热热封工艺下设备的能耗升高。当保持温度为l144.4 ℃时,设备加工1个周期复合膜的能耗最小,m8.125 kJ。计算得到最节能的加工参数,加工参数见表4。
表4 多层复合膜热封阶段参数

Tab.4 Thermal sealing stage parameters of multilayer composite films
4 结论
1)在分析连续加热热封工艺能耗模型的基础上,提出间歇加热热封工艺流程。
2)以镍铬合金电热特性试验为基础,构建连续加热热封工艺下的能耗模型及间歇加热热封工艺下的能耗模型。
3)以多层PET/PE复合膜为热封对象进行了试验,对于大尺度热封设备,使用间歇加热热封工艺可以减小能耗。确定了低温保持温度与热封周期的关系,得到了间歇加热热封工艺保持温度的最优值,确定了该复合膜的最佳热封工艺流程。
[1] 刘京丽, 代德伟, 路国忠, 等. 墙体保温材料及体系与政策分析[J]. 新型建筑材料, 2013, 40(12): 46-51.
LIU Jing-li, DAI De-wei, LU Guo-zhong, et al. Wall Thermal Insulation Material System and Policy Analysis[J]. New Building Materials, 2013, 40(12): 46-51.
[2] JORGE E U J, ALEJANDRO C, RAMIREZ-REIVICH, et al. A Review of the State of Art in Heat Sealing of Multilayer Polymer Films[C]// ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), 2017: 71644.
[3] 孙朝, 乔及森, 张茂林, 等. Cr20Ni80电热合金在1 000 ℃的高温氧化行为[J]. 热加工工艺, 2018, 47(16): 44-47.
SUN Zhao, QIAO Ji-sen, ZHANG Mao-lin, et al. High Temperature Oxidation Behaviors of Cr20Ni80 Electrical Heating Alloy at 1 000 ℃[J]. Hot Working Technology, 2018, 47(16): 44-47.
[4] 姚进军, 高联科, 邓斌. 镍基高温合金的技术进展[J]. 新材料产业, 2015(12): 43-46.
YAO Jin-jun, GAO Lian-ke, DENG Bin. Technical Progress of Nickel-Based Superalloys[J]. Advanced Materials Industry, 2015(12): 43-46.
[5] 潘丽霞, 杨燕. Cr20Ni80镍铬合金电热丝的热处理[J]. 金属热处理, 2013, 38(7): 96-98.
PAN Li-xia, YANG Yan. Heat Treatment of Cr20Ni80 Alloy Heating Wire[J]. Heat Treatment of Metals, 2013, 38(7): 96-98.
[6] 魏香林. 机械加工制造过程能量传输模型分析与能耗优化研究[J]. 机械设计与制造工程, 2018, 47(10): 81-85.
WEI Xiang-lin. Analysis on the Energy Transfer Model and Optimization of Energy Consumption in Machining Process[J]. Machine Design and Manufacturing Engineering, 2018, 47(10): 81-85.
[7] 唐祖全, 李卓球, 徐东亮, 等. 碳纤维导电混凝土电热升降温规律研究[J]. 华中科技大学学报(城市科学版), 2002, 19(3): 7-9.
TANG Zu-quan, LI Zhuo-qiu, XU Dong-liang, et al. Study on the Temperature Varying Regularity of Carbon-Fiber Reinforced Electric Conductive Concrete under Electric Heating[J]. Journal of Wuhan Urban Construction Institute, 2002, 19(3): 7-9.
[8] 戴锅生. 传热学[M]. 北京: 高等教育出版社, 1991: 105-110.
DAI Guo-sheng. Heat transmission science[M]. Beijing: Higher Education Press, 1991: 105-110.
[9] 荆涛. 制袋机智能温度控制系统研究[D]. 南京: 南京理工大学, 2020: 19-21.
JING Tao. Research on Intelligent Temperature Control System of Bag-Making Machine[D]. Nanjing: Nanjing University of Science and Technology, 2020: 19-21.
[10] AN Dong-yang, DAI Jing-min, XIAO Peng. Study on Heating Model and Heat Transfer Law of Anti-Oxidation Coating Materials in High Vacuum Environment[J]. Results in Physics, 2019, 13: 211-379.
[11] 王东升, 郭永健, 母军. PET/PE复合材料最佳热封工艺参数研究[J]. 包装工程, 2012, 33(19): 72-74.
WANG Dong-sheng, GUO Yong-jian, MU Jun. Research on Optimal Heat-Seal Processing Parameters of PET/PE Composite Material[J]. Packaging Engineering, 2012, 33(19): 72-74.
[12] 马豪, 杨传民, 郑毅, 等. 利乐复合材料与PE密封条纵封热封性能规律的研究[J]. 包装与食品机械, 2017, 35(2): 26-30.
MA Hao, YANG Chuan-min, ZHENG Yi, et al. The Research on the Rules of the Tetra Pak Material and PE Sealing Strip Heat Sealing Performance[J]. Packaging and Food Machinery, 2017, 35(2): 26-30.
[13] 刘庆伦, 冯嫦. 包装材料EPE热封工艺的实验研究与分析[J]. 包装工程, 2017, 38(23): 111-115.
LIU Qing-lun, FENG Chang. Experimental Study and Analysis of Heat Sealing Technology for Packaging Material EPE[J]. Packaging Engineering, 2017, 38(23): 111-115.
[14] 赵漫漫, 卢立新. 有关PET/AL/PE复合包装薄膜热封工艺参数的研究[J]. 塑料, 2008, 37(2): 87-91.
ZHAO Man-man, LU Li-xin. Heat-Seal Processing Parameters of Packaging Laminated Film PET/AL/PE[J]. Plastics, 2008, 37(2): 87-91.
[15] PLANES E, MAROUANI S, FLANDIN L. Optimizing the Heat Sealing Parameters of Multilayers Polymeric Films[J]. Journal of Materials Science, 2011, 46(18): 5948-5958.
Energy Consumption Model of Large-scale Intermittent Heating Thermal Sealing Process of Multilayer PET/PE Composite Films
ZHANG Yi-hui, LIU Yan-song*, WANG Lin, LIU Lei, SONG Wen-jie
(College of Mechanical and Electrical Engineering, Shaanxi University of Science and Technology, Xi'an 710021, China)
The work aims to analyze the energy consumption model of continuous heating thermal sealing process of thermal sealing equipment, and optimize intermittent heating thermal sealing process suitable for large-scale thermal sealing equipment. Firstly, the temperature rise and fall rule of nichchromium (Ni-Cr) alloy were studied by electric heating characteristic test, and the temperature rise and fall model of Ni-Cr alloy was obtained by fitting. Secondly, an energy consumption model of continuous heating thermal sealing process was analyzed, and an intermittent heating thermal sealing process suitable for large-scale thermal sealing equipment was proposed and an energy consumption model was established. With multi-layer PET/PE composite membrane as the thermal sealing object, and the optimal thermal sealing process was calculated with the minimum energy consumption as the optimization objective. The results show that the energy loss of large-scale thermal sealing equipment can be reduced effectively with the intermittent heating thermal sealing process.
large-scale thermal sealing; thermal sealing process; heating and cooling model; energy consumption model; multilayer PET/PE composite packaging film
TB486;TS206
A
1001-3563(2023)17-0254-07
10.19554/j.cnki.1001-3563.2023.17.031
2023-02-09
陕西省教育厅专项科研计划(17JK0099);陕西科技大学科研启动基金(2018BJ-05)
责任编辑:彭颋
