用于多种类型骨架外形尺寸测量装置的研制及应用
2023-09-12张小刚朱永利
曹 微,张小刚*,朱永利,丛 林
(中核北方核燃料元件有限公司,内蒙古 包头)
引言
燃料组件骨架是燃料组件支撑燃料棒的重要结构部件,它承受冷却剂的冲刷和紧急停堆时数十公斤的控制棒突然下落产生的冲击力。此外,堆内的高温和强烈的中子辐照也会使骨架的机械性能发生变化甚至发生弯曲[1]。因此骨架的结构决定了燃料组件的刚性,它的几何尺寸直接影响组件的整体外形。
骨架外形尺寸测量主要有两种方法[2-3]:一种为非标设备,单个长度测头依靠光栅尺搭载移动小车,人工测量,该方法测量工装结构固定,无法兼顾多种类型骨架;检测过程需要人工翻转骨架,存在安全风险;检测效率较低,测量精度和重复性不高。
另一种,使用大型三坐标自动测量,将骨架放置在大理石平台上,建立测量基准后,进行采点测量。测量精度通常可达到几微米,但测量过程中需要人工干预切换不同类型的测头;检测时需要先采点建立坐标系;针对不同产品,需要重新编程实现测量;设备占地面面积大,需要建立专用恒温测量室;同时测量、校准操作和维护需要专业知识和技术[4]。
压水堆产品种类增多,AFA3G、CF3、环形骨架结构及尺寸差异,统一测量方法难度较大;检测通量提高,已制约燃料组件整体检测效率,需要提升检测效率;自主研制,兼顾众多种类骨架,为现阶段及后续压水堆研发提供骨架测量技术支持。
1 测量原理
基于三坐标测量机原理,依据固定基准通过控制探头在三个方向上移动[5],以获取被测物体各点的坐标值,并利用测量原理计算出骨架外形参数,在软件上对测量数据进行处理和分析,以得到较高精度的测量结果。
1.1 下管座R 面的垂直度
检测桥架带动针式测头对下管座R 面进行测量,下管座R 面支腿四个测量点的极差值作为下管座R面的垂直度。按式(1)进行计算。
式中:R0、R1、R2、R3- 针式测头在下管座R 面四个测量点的测量值,mm;ΔR- 下管座R 面的垂直度,mm。
管座R 面四个测量点见图1。
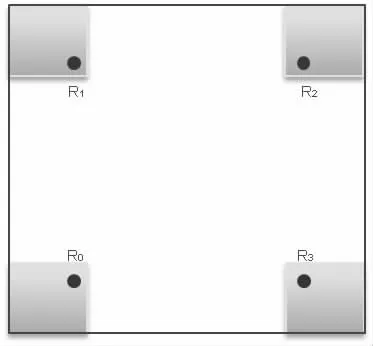
图1 管座R 面四个测量点
1.2 长度测量
骨架尺寸全自动测量装置长度测量示意如图2所示,下管座R 面到导向管端面的距离作为骨架的长度。端部挡板紧靠导向管端面,以骨架下管座R 面为零面基准,检测桥架带动针式测头对骨架长度进行测量。按式(2)进行计算。

图2 骨架长度测量示意
式中:L- 骨架长度,包括四个面测量结果,mm;L0、L1、L2、L3- 针式测头在端部挡板四个测量点的测量值,mm;R0- 针式测头在下管座R 面R0处测量值,mm。
1.3 格架相对于下管座R 面位置尺寸
格架相对于下管座R 面位置尺寸测量时以骨架下管座R 面为零面基准,检测桥架带动针式测头对每层格架进行位置测量。按式(3)、(4)进行计算。
式中:An0、An1、An2、An3- 针式测头在每层格架四个测量点的测量值,mm;An- 每层格架位置,mm;R0- 针式测头在下管座R 面R0处测量值,mm;ΔAn- 每层格架垂直度,mm。
格架测量点示意见图3。
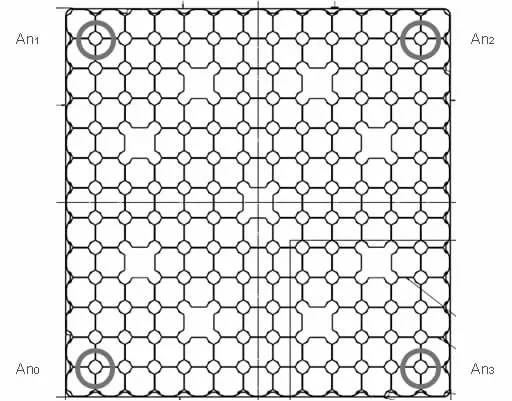
图3 格架测量点示意
骨架尺寸全自动测量装置每层格架位置及垂直度测量示意如图4 所示。

图4 格架位置及垂直度测量示意
1.4 导向管套管端面共面区平面度
将骨架下管座R 面为零面基准,圆形测头自动采集根导向管套管端面相对于零面基准的距离,取最大值与最小值的差值作为导向管套管端面共面区平面度。按式(5)进行计算。
式中:Z1、Z2...Zn- 圆形测头在n 根导向管端面的测量值,mm;R0- 针式测头在下管座R 面R0处测量值,mm;ΔZn- 导向管套管端面共面区平面度,mm。
导向管端面平面度测量示意见图5。

图5 导向管端面平面度测量示意
1.5 导向管套管端面到仪表管距离
将骨架下管座R 面为零面基准,圆形测头自动采集n 根导向管套管端面和仪表管相对于零面基准的距离,取n 个测量值的平均值作为导向管套管端面拟合平面。按式(6)、(7)计算仪表管到导向管套管端面的距离。
导向管套管端面到仪表管距离测量示意见图6。
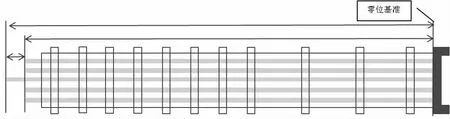
图6 导向管套管端面到仪表管距离测量示意
2 系统设计
2.1 测量基准建立
为兼顾AFA3G、CF3 和环形燃料骨架的外形尺寸测量,首先需要建立统一的基准。用于多种类型骨架外形尺寸测量装置安装了侧定位轴和头部定位块,与大理石平台地面垂直,保证骨架放置在大理石平台上,中心轴线平直。定位确保骨架每次放置位置偏差尽可能的小,同时,避免了定位部件对骨架测量的干涉[6]。硬件固定式基准更容易保证人工放置骨架的定位精度,检测系统布距如图7 所示。
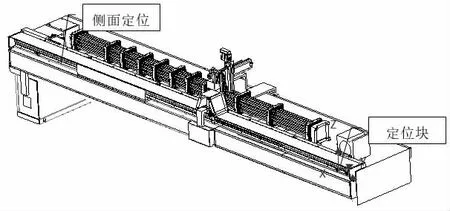
图7 导向管套管端面到仪表管距离测量示意
2.2 专用测头设计
根据AFA3G、CF3 和环形燃料骨架中五种格架结构特点及间距等客观因素的影响,导向管数量、布局、尺寸存在差异,每个格架和下管座采集4 个点,拟合成平面,测量点最大面积覆盖整个格架和管座,要避开焊点、搅浑翼。同时,下管座和第一层格架间距仅为50 mm,测量空间狭小。
针对骨架外形尺寸测量原理,测头外形需要尽可能的短,连接部件尽可能的少,测量面最好为平面的原则,减小测量误差[7]。设计研发可同时兼顾三种不同类型的骨架外形尺寸测量的专用测头。专用测头分为针型测头和圆型测头两种。针型测头用于骨架的下管座R 面垂直度、格架位置、格架垂直度、长度尺寸测量。圆型测头用于导向管端面平面度以及仪表管到导向管端面的距离尺寸测量。
测头设计见图8。

图8 测头设计
2.3 电气及测量控制系统开发
光栅尺和齿轮齿条直线导轨,安装于5 米大理石平台侧面,2 个接触式传感器测头安装在桥架上,由伺服电机驱动,桥架在X 轴方向运动;滚珠丝杆直线导轨安装在桥架上,由伺服电机驱动, 接触式传感器测头在Y 轴和Z 轴方向的运动;气缸驱动挡板靠近骨架尾端;控制及数据采集器选用固高GTS 系列6 轴控制器。测量软件采用开发使用C#编程语言。
设计兼顾AFA3G、CF3、环形燃料三种类型骨架的测量程序,实现了自动标定、自动测量,可固化应用到批量在线测量,具有灵活性和兼容性,可推广应用到AP1000、AP1400 燃料骨架外形尺寸测量,也可推广到其他新型压水堆燃料骨架形尺寸测量。
工艺流程如下:系统接通电源—启动控制系统打开计算机—将骨架放置在大理石平台上下管座R 面紧靠定位块—打开检测软件—系统找零位—传感器测量方箱系统标定—选定自动检测程序—气缸驱动挡板靠近骨架尾端—测量桥架动作—传感器在下管座R 面进行4 次接触测量—传感器在每层格架进行4 次接触测量—传感器在挡板进行4 次接触测量—圆形测头在n 根导向管端面测量—测量桥架动作回初始位—不合格尺寸复测—采集数据算法处理和报表打印—自动测量结束。
2.4 检测系统验证
使用激光跟踪仪对设备长度方向上的检测准确性进行验证,检测精准度,验证检测准确性在长度(0~5 m)范围优于0.01 mm。
针对同一个AFA3G 骨架,使用人工设备和自动测量设备重复测量5 次,比对验证各个检测项目的准确性,验证结果表明符合标准要求。
骨架外形尺寸见表1。

表1 骨架外形尺寸
各选取骨架下管座R 面垂直度、格架相对于下管座R 面位置、格架垂直度、骨架度一组数据进行比对。在相同检测条件下,对AFA3G 燃料骨架、CF3 燃料骨架、环形燃料骨架分别进行15 次测量,验证设备重复性,重复性优于0.02 mm。
3 结论
基于三坐标测量原理,建立了用于多种类型骨架外形尺寸测量方法,研制骨架外形尺寸测量装置,实现了可兼顾AFA3G、CF3、环形骨架外形尺寸的自动测量。设置多重保护措施自动测量全过程可无人职守操作。单个骨架外形尺寸测量效率达30 min/个。降低了劳动强度,提升了检测效率。装置研制价格为普通大型三坐标的四分之一,检测成本大幅度减少,测量结果准确可靠,能反映骨架真实尺寸。
