一种用于全位置焊接的焊接工装总成设计
2023-09-08侯文琦柴廷玺晏丽琴王永强年锦波
郑 杰 侯文琦 柴廷玺 晏丽琴 王永强 年锦波 贾 伟
(兰州城市学院,兰州 730070)
随着科学技术和生产水平的不断进步,焊接成为一种快速发展的连接技术。对于焊接工艺而言,自动焊接更有助于提升生产质量,降低管理成本,满足生产高效率的需求[1]。为了保证在焊接作业中工件能够良好定位与夹紧,使工件处于最佳施焊位置,有效防止和减轻焊接变形,焊接机械装备成为焊接结构生产中不可缺少的环节。焊接作业环境差、对人体有伤害、有一定技术门槛等因素导致工厂要招聘合格的焊工比较困难。同时,工厂劳动力短缺、人工操作稳定性较差等原因使得机械化与自动化焊接成为制造业的经济之选[2]。因此,选择造价低、适应性强、操作简便、焊接效率高和焊接质量优良的全位置自动化焊接技术代替人工是解决上述问题的有效途径[3]。
自动化焊接具有焊接性能好、焊接速度快及劳动条件好等特点,可大大提高焊接生产率。而且随着当代科学技术的不断发展与进步,自动化焊接设备正在不断改进与完善,拥有更多的功能和更好的工作性能,能够进一步提高焊接工作的机械化程度,提升焊接工作的质量,为企业带来更高的经济效益[4]。从国内外研究现状和发展动态来看,焊接生产自动化已成为生产制造领域中的一种主流模式,对提高产品质量和企业竞争力具有重大的影响。
1 项目概述
本项目设计研发的一种用于全位置焊接的焊接工装总成,使工件在焊接作业中具有良好的定位与夹紧,从而处于最佳的施焊位置。项目首先结合不同材料的焊接工艺、焊接结构、焊接工装夹具、电气自动化及可编程控制技术,完成整体工件焊接的可编程逻辑控制器(Programmable Logic Controller,PLC)控制。工件焊接成型的加工工位在X和Y方向上加装线性滑轨,并采用86步进电机原动件带动丝杠线性传动,在PLC控制模块的加持下完成工件在工位上的长直焊缝、环焊缝及其他不规则焊缝的焊接。其次,分析不同焊接工件的焊接工艺与焊接结构,设计合理的工装夹具,使焊接产品达到所需要的刚度及强度要求,以得到最优质的焊接产品。最后,对该系统进行整体调试,运用控制器精准控制工位,实现焊接过程的自动化。
2 焊接变位平台的整体结构分析
焊接变位平台的整体结构,如图1所示。采用双丝杠机构及PLC控制技术实现焊接平台X轴和Y轴的移动,结合86步进电机和焊接变位机能够满足全位置焊接的要求。各种特制的焊接夹具加紧和定位待焊工件,保证了焊接效率,减小了工件的尺寸偏差。86步进电机每个电脉冲电机转动一个角度,就带动机械位移设备移动一段距离,达到焊接高精度的要求。焊接变位机通过工作台升降、回转和翻转运动,使被焊件的任一待焊部位成为船型焊、平焊和平角焊的理想焊接位置,易于焊接操作,保证了焊接质量。经过在生产中的应用表明,该焊接平台不但可以大大提升焊接质量,还能够降低劳动强度。最后,PLC控制模块通过控制电动机的启停、转速来实现焊接移动平台的自动化,可以通过输入X轴和Y轴方向的速度确定其运动轨迹,全自动或半自动完成对金属的点、直线、圆弧等任意焊接。
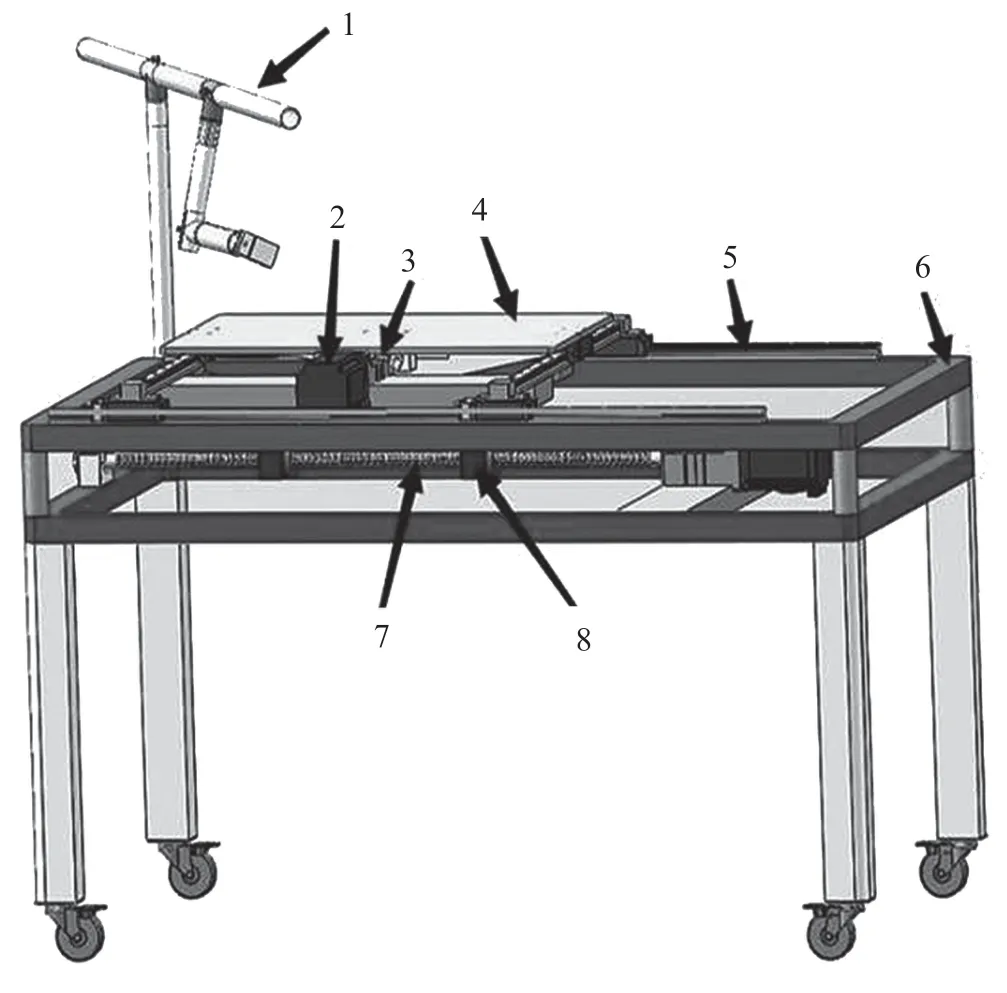
图1 焊接变位平台
焊接变位平台支架,如图2所示。平台支架设计的总体长度为1 400 mm,宽度为800 mm,高度为880 mm,符合常见焊件的焊接需求。在Z轴方向上选用焊枪夹紧机构,调整焊枪的高度及角度,不仅能够实现在水平位置施焊,也能满足角焊缝、船型焊缝和马鞍型焊缝的焊接要求。
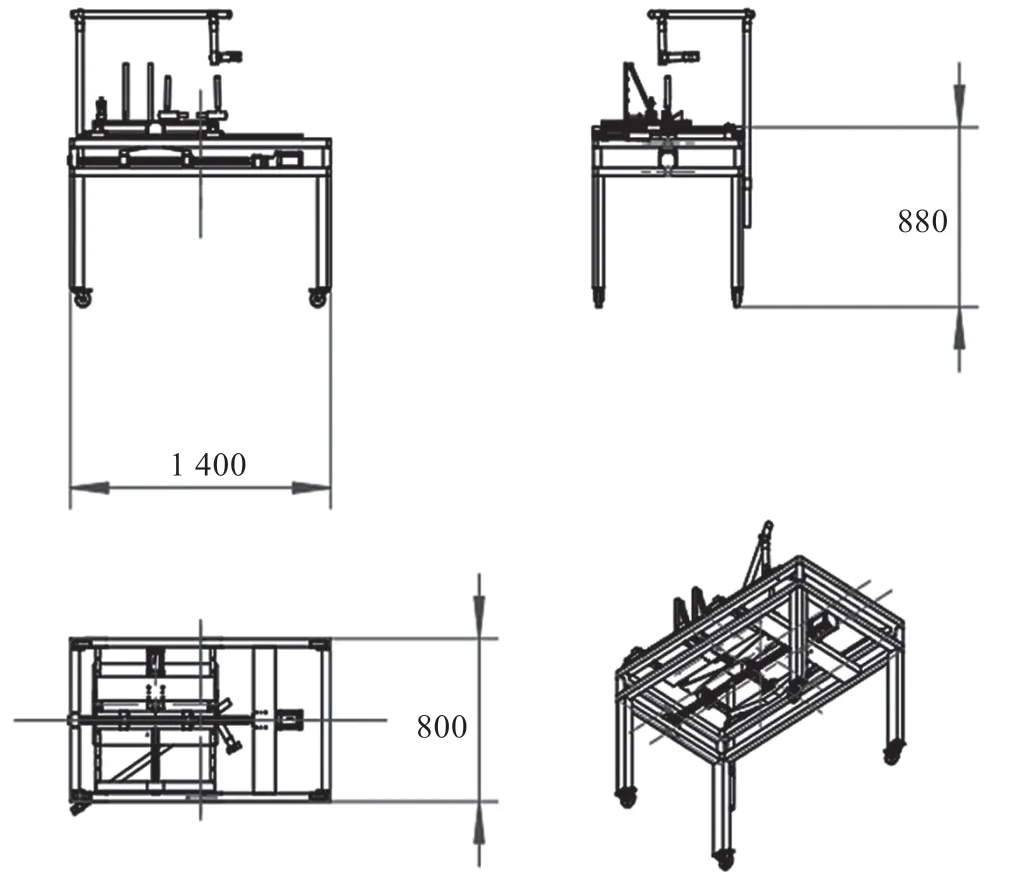
图2 焊接变位平台支架(单位:mm)
滚珠直线导轨如图3所示,结构简单、制造方便、成本较低,而且接触刚度大、耐磨性好,不但具有自润滑作用和抗振性,还具有优良的吸振性和阻尼性能,可防止导轨系统起动或停止时发生振动。
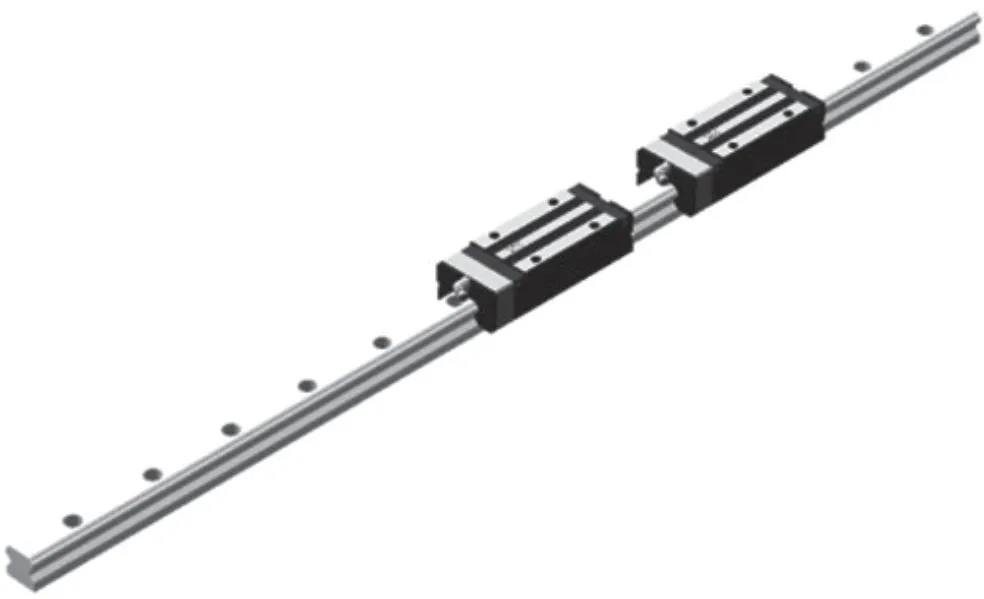
图3 滚珠直线导轨
所选取滚珠丝杠的各项参数如图4所示,可满足平台运动所需,其具有以下优点。

图4 滚珠丝杠(单位:mm)
(1)运动平稳。滚珠丝杠传动系统为点接触滚动运动,工作中摩擦阻力小、灵敏度高,启动时无颤动,低速时无爬行现象,可精密地控制微量进给。
(2)传动效率高。滚珠丝杠传动系统的传动效率高达90%~98%,为传统滑动丝杠系统的2~4倍,因此能以较小的扭矩得到较大的推力,也可由直线运动变为旋转运动,且运动过程可逆。
(3)精度高。滚珠丝杠传动系统运动中温升较小,并可通过预紧来消除轴向间隙,预拉伸丝杠以补偿热伸长量,因此能够获得较高的定位精度。
(4)同步性好。运动平稳、反应灵敏、无阻滞、无滑移,因此同步性较好。
(5)可靠性高。与其他传动机械、液压传动相比,滚珠丝杠传动系统故障率很低,滚珠丝杆维修保养也较简单,只需进行一般的润滑和防尘。在特殊场合,可在无润滑状态下工作。
PLC控制模块包括输入信号采集、信号处理、逻辑运算、输出控制和监控与反馈等步骤。本平台通过控制电动机的启停、转速来实现焊接移动平台的自动化,并可通过输入X轴和Y轴方向的速度确定其运动轨迹。当输入信号采集模块接收到来自传感器或其他设备的信号时,PLC会对这些信号进行处理,并根据预设的逻辑进行运算。逻辑运算模块负责根据不同的输入条件判断是否需要对电动机进行启停操作,并调整其转速。PLC通过精确控制电动机的启停和转速,实现焊接移动平台的精准定位和运动控制。同时,PLC根据输入的速度信号可以计算并控制电动机的运行状态,从而使移动平台按照用户要求的轨迹进行移动。监控与反馈模块能够实时监测电动机的运行状态,并通过反馈信号向PLC提供实时的运行情况。这些反馈信息可以帮助PLC进行故障诊断和错误处理,保证系统的稳定性和可靠性。
3 产品优点
首先,该焊接平台具有调速电路和拨码开关,可以调节平台的移动速度和焊缝长度。同时,平台倾斜角度可以根据实际需要进行调整,使得固定在焊接平台上的母材达到所需的焊接装配角度,以满足不同的焊接需要。
其次,该焊接变位机构加入了X轴和Y轴方向的丝杠线性传动,可以使平台及母材沿X轴和Y轴进行线性和非线性移动,从而实现直线焊缝与环焊缝的焊接。
最后,该焊接变位平台加入了数控辅助系统,实现了自动化焊接,提高了焊接精度,降低了对焊接技能的要求,操作更加简单,并且可与多种弧焊电源联合使用,大大提升了焊接变位平台的适用性。
4 未来发展预测
党的二十大报告提出,坚持把发展经济的着力点放在实体经济上,推进新型工业化,加快建设制造强国、质量强国、航天强国、交通强国、网络强国和数字中国。目前,自动化焊接技术越发成熟,在工程运用中发挥的作用十分显著,整体应用明显增多[5]。通过市场调研分析发现,随着自动化焊接的发展,对于焊接平台的自动化和焊接工装夹具的需求也会越来越高。本产品因操作方便,结构简单,实现了低成本的自动化,具有成熟的技术和稳定的性能,可满足与市场的供需关系。日常生活中,能见到许多与焊接息息相关的产品,因此研发一种低成本自动化焊接平台已是大势所趋。尤其对于中小企业而言,可大大提高生产率使其获得更多利润,因此具有良好的市场前景。
5 结语
由于项目产品市场需求潜力巨大,焊接作为一种重要的连接技术应用于各个方面,具有广阔的应用前景。全位置自动化焊接的出现减少了对人力的需求,节约了生产成本,可以通过高效执行重复任务来确保操作无误。随着各个行业对自动化焊接技术的需求越来越高,深入研究全位置焊接技术在工程机械制造中的应用显得尤为重要。
