基于离散单元法的氢氧化锂粉末螺旋输送机优化设计
2023-09-06郭华周健张金建沈芳明李红军
郭华 周健 张金建 沈芳明 李红军


摘 要: 針对氢氧化锂粉末在螺旋输送机上出现的输送不稳定、不均匀等问题,采用离散单元法对氢氧化锂粉末螺旋输送机进行了优化设计。首先,通过离散单元法建立氢氧化锂粉末螺旋输送机的仿真模型;其次,以螺旋轴径、螺距和转速为试验因素,以平均质量流量和输送稳定性变异系数为评价指标,设计了三因素三水平Box-Behnken正交试验;最后,分析各试验因素对输送稳定性的影响,并进行参数优化和出料口螺杆的优化设计。试验结果表明:各因素对氢氧化锂粉末螺旋输送机输送稳定性的影响大小依次为:转速、螺距、螺旋轴径。以平均质量流量333 g/s为设计目标,当参数组合为螺旋轴径26 mm、螺距75 mm、转速108 r/min时,得到最小输送稳定性变异系数为20.65%,但未满足输送稳定性要求。为进一步提高输送稳定性,基于以上参数组合,将出料口位置处的螺杆设计成无螺旋叶片,仿真试验表明:输送稳定性变异系数为8.96%,满足输送稳定性变异系数小于10%的要求。该研究可为氢氧化锂粉末螺旋输送机的优化设计提供一定的参考。
关键词: 氢氧化锂粉末;螺旋输送机;离散单元法;Box-Behnken正交试验;输送稳定性
中图分类号: TH224 文献标志码: A 文章编号: 1673-3851 (2023) 03-0237-09
引文格式:郭华,周健,张金建,等. 基于离散单元法的氢氧化锂粉末螺旋输送机优化设计[J]. 浙江理工大学学报(自然科学),2023,49(2):237-245.
Reference Format: GUO Hua, ZHOU Jian, ZHANG Jinjian, et al. Optimization design of the lithium hydroxide powder screw conveyor based on the discrete element method[J]. Journal of Zhejiang Sci-Tech University,2023,49(2):237-245.
Optimization design of the lithium hydroxide powder screw conveyor based on the discrete element method
GUO Hua1, ZHOU Jian1, ZHANG Jinjian2, SHEN Fangming2, LI Hongjun1
(1.School of Mechanical Engineering, Zhejiang Sci-Tech University, Hangzhou 310018, China; 2.Zhejiang Quzhou Yongzheng Lithium Technology Co., Ltd., Quzhou 324000, China)
Abstract: For the problems of unstable and uneven conveying of lithium hydroxide powder on the screw conveyor, we optimized the design of lithium hydroxide powder screw conveyors using the discrete element method (DEM). Firstly, the simulation model of lithium hydroxide powder screw conveyors was built based on the discrete element method (DEM). Secondly, a three-factor, three-level Box-Behnken orthogonal test was designed with the spiral shaft diameter, pitch and rotational speed as the test factors, and the mean mass flow rate and coefficient of variation of transport stability as the evaluation indexes. Finally, the influence of each test factor on the conveying stability was analyzed, and the parameter optimization and optimal design of the discharge screw were carried out. The test results show that the three most influential factors for the conveying stability of lithium hydroxide powder screw conveyors are rotational speed, pitch, and screw shaft diameter in turn. With the average mass flow rate of 333 g/s as the design goal, when the spiral shaft diameter is 26 mm, the pitch is 75 mm and the speed is 108 r/min for the parameter combination, the minimum conveying stability coefficient of variation of 20.65% is obtained. However, the transport stability requirements are not met. To further improve the conveying stability, based on the combination of the above parameters, the screw at the discharge position is designed without spiral blades. Simulation tests show that the coefficient of variation of transport stability is 8.96%, which meets the requirement that the coefficient of variation of transport stability is less than 10%. This study can provide some reference for the optimized design of lithium hydroxide powder screw conveyors.
Key words: lithium hydroxide powder; screw conveyor; discrete element method (DEM); Box-Behnken orthogonal test; transport stability
0 引 言
螺旋输送机具有结构简单、密封性能好、拆装方便等优点,广泛应用于煤粉、小麦粉、面粉等粉状输送设备当中。由于粒径效应的存在,不同粉末的流动特性及输送机理差异性较大[1-3],螺旋输送机在输送粉末过程中会出现一系列问题,如生产氢氧化锂粉末过程中存在输送不稳定性问题,严重影响整个生产线的稳定运行。
目前螺旋输送机的设计主要采用了试算法、制图法、类比法等设计方法,这些设计方法存在设计周期长、费时费力等不足,且制造出的螺旋输送机往往难以满足物料输送的稳定性要求。随着计算机辅助技术的不断发展,国内外学者主要采用了离散单元法(Discrete element method,DEM)[4]对螺旋输送机的设计和优化进行研究。张强等[5]基于DEM对边帮采煤螺旋输送机的输送性能进行了研究,发现输送最佳参数组合为螺距250 mm、转速80 r/min、向下倾斜角度20°;Sun等[6]基于DEM对螺旋输送机优化设计,发现螺旋叶片轴向倾斜角为15°时可提高螺旋输送机的输送性能;杨文武等[7]针对螺旋排肥机排肥不均匀的问题,以排肥均匀性变异系数作为评价指标,采用离散单元仿真和台架试验相结合的方法,得到了最佳排肥口长度和排肥口角度;针对螺旋输送机輸送不稳定性问题,徐雪萌等[8]基于DEM提出了变螺距设计方法,通过Box-Behnken正交试验,得到了最佳螺距组合。综上所述,DEM可用于螺旋输送机的优化设计;然而,在满足输送量的前提下,有关氢氧化锂粉末螺旋输送机输送稳定性的研究相对较少。
本文采用DEM建立了氢氧化锂粉末螺旋输送机的仿真模型,分析了螺旋输送机中氢氧化锂粉末的运动情况,确定了影响氢氧化锂粉末螺旋输送机输送性能的试验因素,以平均质量流量和输送稳定性变异系数为评价指标,设计了Box-Behnken正交试验,在满足输送量的前提下,通过Design-Expert 12.0软件进行了参数优化,对出料口位置处的螺杆进行结构改造,以期达到输送稳定性要求。
1 螺旋输送机仿真模型的建立及评价指标
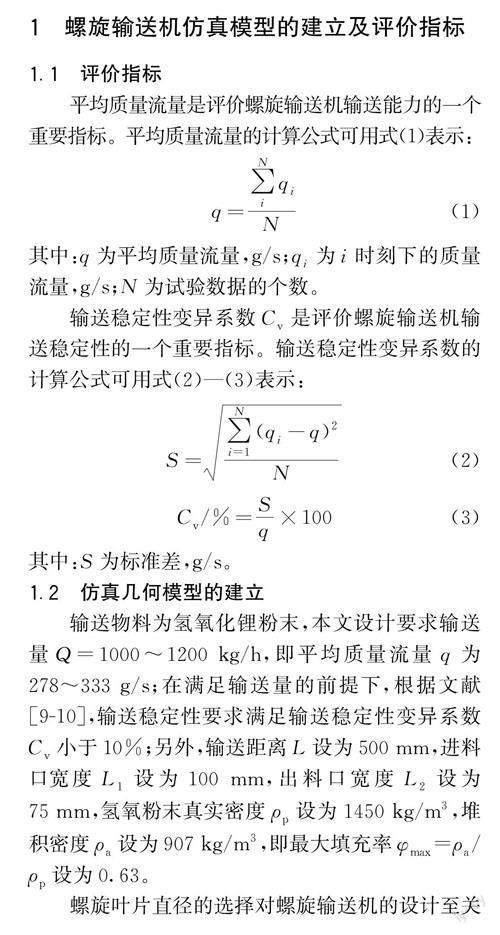
1.1 评价指标
1.2 仿真几何模型的建立
输送物料为氢氧化锂粉末,本文设计要求输送量Q=1000~1200 kg/h,即平均质量流量q为278~333 g/s;在满足输送量的前提下,根据文献[9-10],输送稳定性要求满足输送稳定性变异系数Cv小于10%;另外,输送距离L设为500 mm,进料口宽度L1设为100 mm,出料口宽度L2设为75 mm,氢氧粉末真实密度ρp设为1450 kg/m3,堆积密度ρa设为907 kg/m3,即最大填充率φmax=ρa/ρp设为0.63。
螺旋叶片直径的选择对螺旋输送机的设计至关重要,它直接影响到螺旋输送机的外形尺寸和结构选择,螺旋叶片直径的计算公式[11]为:
其中:K为螺距与螺旋叶片直径的比值,取0.8;A为物料综合系数,氢氧化锂粉末为粉状,磨琢性较弱,根据物料填充及综合特性系数表(表1)[12],A取75;φ为填充率,在实际输送过程中,由于氢氧化锂粉末无法完全填满螺旋输送机的内部空间,填充率难以达到最大值,根据推荐填充率(表1)[12],填充率φ取0.4,并作为本文设计要求下的最小填充率φmin。根据输送量要求,Q取最大值1200 kg/h,得出螺旋叶片直径D=67 mm;为了螺旋叶片直径达到标准化,综合考虑取D为75 mm。
在DEM仿真试验之前,设定颗粒工厂的生成方式为Dynamic,粉末堆积高度约为进料口高度的一半,在出料口处采用流量传感器Mass Flow Sensor进行检测,数据检测间隔为0.05 s,总仿真试验时间为10 s,氢氧化锂粉末仿真过程示意图如图1所示。
1.3 仿真参数模型的建立
通过马尔文3000激光粒度仪测得氢氧化锂粉末平均粒径D0为358 μm,表明其属于微米颗粒。采用BT-1000粉体综合特性测试仪测得其休止角为35.20°,通过休止角法[13]判别出氢氧化锂粉末具有良好的流动性能。
由于氢氧化锂粉末粒径太小,模拟真实尺寸的氢氧化锂粉末数量达到了数亿甚至数十亿,受计算机运算能力和仿真时间的限制,无法采用DEM进行有效的数值模拟。颗粒缩放理论是目前较为成熟的方法[14],任建莉等[15]根据颗粒缩放理论,将煤粉放大至4倍;根据放大前后休止角不变的原则[16],通过离散元参数标定放大煤粉,得到较为准确的仿真参数,并验证了颗粒缩放的准确性。吴超等[17]发现,当颗粒粒径接近间隙τ时,螺旋输送机的输送能力会降低。因此,为了减少氢氧化锂粉末的仿真数量,同时考虑到氢氧化锂粉末的实际粒径小于间隙,本文根据颗粒缩放理论,将氢氧化锂粉末的粒径D0扩大10倍,即3.58 mm,该值小于设定间隙τ,为4.50 mm。由于真实氢氧化锂粉末受内聚力的影响,本文采用HerHz-Mindin with JKR颗粒接触模型。
氢氧化锂粉末的物料参数(泊松比、静摩擦系数、动摩擦系数和表面能等),需要经过参数标定获得。参照《表面活性剂粉体和颗粒休止角的测量》(GB/T 11986—98)标准,采用漏斗注入法,设置漏斗出料口内径为10 mm,圆柱样品台半径R为50 mm,漏斗下料口底端距圆柱样品台为75 mm,漏斗和圆柱样品台采用不锈钢材料,氢氧化锂粉末的生成方式为Dymamic,生成速率为1500个/s,仿真时间为20 s。虚拟离散元参数标定试验如图2所示,其中:H为氢氧化锂粉末堆积高度,mm;θ为粉末堆积倾斜面与圆柱样品台表面之间的夹角(休止角),(°)。氢氧化锂粉末通过漏斗落在圆柱样品台上,当圆柱样品台有粉末溢出时,仿真停止;最后利用EDEM软件中的后处理工具,测量氢氧化锂粉末休止角。
通过对氢氧化锂粉末的物料参数进行调整,使得仿真休止角与实际休止角接近,最终得到氢氧化锂粉末放大后的仿真参数,如表2所示。该仿真参数下的休止角为35.87°,相对于实际氢氧化锂粉末休止角的相对误差为1.6%,表明该虚拟离散元仿真标定试验是可信的,可用于后续的仿真模拟。
2 Box-Behnken正交试验设计及结果分析
2.1 试验因素的选取
为了研究氢氧化锂粉末在螺旋输送机内部的运动规律,采用单质点理论法对螺旋输送机内的氢氧化锂粉末进行运动学分析。本文以螺旋输送机内某一粉末M为研究对象,并将螺旋面简化为一条斜线。其中粉末的合速度V分解为轴向速度Vz和周向速度Vt,粉末法向运动的绝对速度为Vn,粉末牵连运动的线速度为V0,氢氧化锂粉末速度分解示意图如图3所示。
由图3的速度分解可以得到:
其中:s为螺距,mm;Ri为粉末与轴线之间的距离,mm;n为螺杆转速,r/min;f为摩擦系数;α为螺旋升角,(°);β为粉末摩擦角,(°)。螺旋输送机输送氢氧化锂粉末时,既有轴向运动,又有周向运动。在设计螺旋输送机时,应加强输送物料的轴向速度或者抑制周向速度,过大的周向速度不仅会降低物料的输送效率,还会严重影响螺旋输送机的稳定运行。由式(9)和式(10)可知,周向速度Vt和轴向速度Vz与转速n、螺距s、摩擦系数f、螺旋叶片直径D以及螺旋轴径d等有关。基于以上分析,本文选取了转速n、螺距s、螺旋轴径d作为试验因素。
2.2 试驗因素水平的选取
2.2.1 螺旋轴径水平的选取
螺旋轴径一般不能太大,也不能太小,太大会影响螺旋输送机有效输送截面积,太小会降低螺旋轴的强度,一般推荐计算公式[18]为:
d=(0.2~0.35)D(11)
为了准确分析螺旋轴径与各参数之间的复杂关系,采用等差数列形式选取螺旋轴径,首项为0.2D、公差为0.075D,则螺距分别为0.2D、0.275D和0.35D,即15.000、20.625 mm和26.250 mm。
2.2.2 螺距水平的选取
螺距不仅决定了氢氧化锂粉末运动的滑移面,还决定了它的螺旋升角,并在一定程度上影响了氢氧化锂粉末的输送状态。螺距通常按下列公式计算[19]:
s=KD(12)
其中:标准的水平输送机,通常K=0.8~1.0;倾斜螺旋输送机或者输送流动性较差的粉末,K≤0.8。由于氢氧化锂粉末具有良好的流动特性,因此采用等差数列形式选取螺距,首项为0.8D、公差为0.1D,选取的螺距分别为0.8D、0.9D和1.0D,即60.0、67.5 mm和75.0 mm。
2.2.3 转速水平的选取
根据所设计的输送量要求和选取的参数,通过以下公式来确认转速的选取范围[20]:
求得nmin=73.0 r/min,nmax=184.0 r/min,采用等差数列形式选取转速,首项为73.0 r/min、公差为55.5 r/min,选取的转速分别为73.0、128.5 r/min和184.0 r/min。
在满足输送量的前提下,高转速会使氢氧化锂粉末的离心力大于其自身重力,从而降低其输送效率。因此,氢氧化锂粉末的实际转速应不大于临界转速n′[21]:
得出临界转速n′约为273.9 r/min,选择的转速符合要求。Box-Behnken试验因素水平表如表3所示。
2.3 试验方案设计
采用Box-Behnken正交试验设计方法,以平均质量流量q和出料稳定性变异系数Cv为评价指标,试验设计方案和结果如表4所示,其中因素Z1、Z2、Z3分别为螺旋轴径、螺距、转速,选取3个中心点进行误差评估。
2.4 Box-Behnken试验结果分析和参数优化
2.4.1 方差分析
采用Design-Expert 12.0软件对Box-Behnken试验结果进行方差分析,检验各试验因素对评价指标的显著性影响。P值越小,则表示该试验因素对评价指标的影响程度越大。平均质量流量的方差分析如表5所示。由表5可知,Z1、Z2、Z3对平均量流量有极显著影响(P<0.01), Z1Z2、Z2Z3、Z23对平均质量流量有显著影响(0.01
拟合模型P=1.10×10-7<0.01,失拟项P=0.6347>0.05,表明模型具有良好的拟合性。在保证模型良好的前提下,剔除对平均质量流量不显著项,运用Design-Expert 12.0软件,建立了转速n、螺距s、螺旋轴径d与平均质量流量q的回归方程:
q=-176.50991-0.696342d+1.89919s+2.7067n-0.025898dn+0.024523sn-0.002894n2(16)
输送稳定性变异系数的方差分析如表6所示。由表6可知,Z1、Z2、Z3对输送稳定性变异系数有极显著影响(P<0.01),Z2Z3、Z23对输送稳定性变异系数有显著影响(0.01
拟合模型P=0.0006<0.01,失拟项P=0.0740>0.05,表明模型具有良好的拟合性。在保证模型良好的前提下,剔除对输送稳定性变异系数不显著项,应用Design-Expert 12.0软件建立了转速n、螺距s、轴径d与输送稳定性变异系数Cv的回归方程:
Cv=134.94713-0.35444d-1.13201s-0.669235n+0.005267sn+0.000737n2(17)
2.4.2 响应曲面分析
不同试验因素对评价指标的影响如图4—图5所示。由图4(a)和图5(a)可知,螺旋轴径从15 mm增大到26 mm时,平均质量流量增加了约40 g/s。这是由于螺旋轴径的增加,螺旋内部的存料空间在减小,氢氧化锂粉末的通透性降低,使得整体质量流量下降。当螺距从60 mm增加到75 mm时,平均质量流量至少增加了20%,输送稳定性变异系数下降了约4%。这主要是由于螺距的增加,螺旋叶片对粉末的轴向推力增大,螺旋输送机输送能力得到增强,同时粉末受螺旋终止端面的影响逐渐减弱,输送更加稳定。
由图4(b)和图5(b)可知,平均质量流量随转速的增大而增大,转速由73 r/min增加到184 r/min,平均质量流量增加至少1.5倍,而输送稳定性变异系数随着转速的增大呈现下降的趋势。主要的原因是转速增大,氢氧化锂粉末的周向速度和轴向速度增大,整体质量流量在增大,但轴向速度的增大幅度比周向速度大,使得输送更加稳定。
由图4(c)和图5(c)中可知,螺旋轴径从15 mm增加至26 mm时,平均质量流量的减少量小于100 g/s,输送稳定性变异系数下降不超过2%,而转速由73 r/min增加至184 r/min时,平均质量流量的增加量超过了200 g/s,输送稳定性变异系数超出了10%。说明了转速对氢氧化锂粉末螺旋输送机的输送性能影响较大。
2.4.3 参数优化
以本文最大输送量1200 kg/h为设计目标,即平均质量流量为333 g/s,寻求最小输送稳定性变异系数,建立了以下目标函数和约束条件:
利用Design-Expert 12.0软件中的Optimization模块,对输送稳定性变异系数进行参数优化,得到参数组合:螺旋轴径26 mm、螺距75 mm、转速108 r/min。该仿真试验下的输送稳定性变异系数最小,为20.65%,没有满足输送稳定性变异系数小于10%的要求;而平均质量流量为326.06 g/s,与设计目标平均质量流量的误差仅为2.08%,但达到了本文平均质量流量278~333 g/s要求。
3 螺杆优化试验
3.1 试验设计
为了进一步提高输送稳定性,根据上述参数组合,采用EDEM对不同出料口位置的螺杆结构进行了仿真试验,不同出料口位置處螺杆的示意图如图6所示。
3.2 结果与分析
采用DEM仿真中的流量传感器,对出料口位置处的质量流量进行检测,3种不同螺旋叶片下的质量流量如图7所示。从图7可以看出,质量流量在输送过程中呈现波浪式。这是由于粉末输送至出料口位置时,受螺旋叶片终止端面的影响,螺旋叶片每转过一个单位转角,出料量不同[22-23]。由式(1)—(2)得出的3种不同螺旋叶片下的质量流量基本无变化,但无螺旋叶片下的输送稳定性变异系数为8.96%,满足了本文输送稳定性要求。
4 结 论
本文采用DEM建立了氢氧化锂粉末螺旋输送机的仿真模型,对螺旋输送机内的氢氧化锂粉末进行了运动学分析,以螺旋轴径、螺距、转速为试验因素,以平均质量流量和输送稳定性变异系数作为评价指标,设计了三因素三水平 Box-Behnken正交试验,分析了试验因素对输送稳定性的影响,并运用Design-Expert 12.0软件进行了参数优化和出料口位置处的螺杆优化设计。主要结论如下:
a)各因素对氢氧化锂粉末螺旋输送机输送稳定性的影响大小依次为:转速、螺距、螺旋轴径。
b)以平均质量流量333 g/s为设计目标,当螺旋轴径为26 mm、螺距为75 mm、转速为108 r/min,得到最小输送稳定性变异系数20.65%,未满足输送稳定性要求。
c)根据以上参数组合,将出料口位置处的螺杆设计成无螺旋叶片,仿真试验表明:输送稳定性变异系数为8.96%,满足本文输送稳定性要求。
参考文献:
[1]张西良, 马奎, 王辉, 等. 颗粒尺寸对螺旋加料机定量加料性能的影响[J]. 农业工程学报, 2014, 30(5): 19-27.
[2]Li M Q, Luo J B, Wu B X, et al. Experimental research of the mechanism and particle flow in screw conveyer[J]. International Journal of Heat and Technology, 2018, 36(1): 173-181.
[3]Minglani D, Sharma A, Pandey H, et al. A review of granular flow in screw feeders and conveyors[J]. Powder Technology, 2020, 366: 369-381.
[4]王雪, 何立, 周开发. EDEM及其应用研究与最新进展[J]. 科学咨询(科技·管理), 2016(3): 52-54.
[5]张强, 张晓宇, 吴泽光, 等. 基于EDEM的边帮采煤机螺旋输送性能研究[J]. 煤炭科学技术, 2020,48(2): 151-157.
[6]Sun L, Zhang X, Zeng Q, et al. Application of a screw conveyor with axial tilt blades on a shearer drum and investigation of conveying performance based on DEM[J]. Particuology, 2022, 61: 91-102.
[7]杨文武, 方龙羽, 罗锡文, 等.螺旋排肥器排肥口参数对排肥性能影响的试验研究[J]. 农业工程学报, 2020, 36(17): 1-8.
[8]徐雪萌, 李飞翔, 李永祥, 等. 定量變距螺旋结构设计与试验[J]. 农业机械学报, 2019, 50(12): 89-97.
[9]姚露, 廖庆喜, 王磊, 等. 油菜旋转盘式高速集排器螺旋供种装置设计与试验[J]. 农业机械学报, 2022, 53(6): 78-88.
[10]李晓贤, 赵进, 任震宇, 等. 小型竖直螺旋式精量条施机的设计[J]. 农机化研究, 2018, 40 (12): 75-79.
[11]程韦武, 庞莲香, 蓝同平. 螺旋输送机的设计[J]. 现代制造技术与装备, 2018(4): 1-3.
[12]黄石茂. 螺旋输送机输送机理及其主要参数的确定[J]. 广东造纸, 1998(3): 27-31.
[13]张正德. 粒级对粉体流动性及下料特性的影响[D]. 上海: 华东理工大学, 2015: 4-5.
[14]李永祥, 李飞翔, 徐雪萌, 等. 基于颗粒缩放的小麦粉离散元参数标定[J]. 农业工程学报, 2019, 35(16): 320-327.
[15]任建莉, 周龙海, 韩龙, 等. 基于颗粒缩放理论的垂直螺旋输送离散模拟[J]. 过程工程学报, 2017, 17(5): 936-943.
[16]Zeng H, Xu W, Zang M, et al. Calibration and validation of DEM-FEM model parameters using upscaled particles based on physical experiments and simulations[J]. Advanced Powder Technology, 2020, 31(9): 3947-3959.
[17]吴超, 吴努, 胡志超. 基于 DEM 的螺旋输送机模拟仿真[J]. 中国农机化学报, 2015, 36(2): 92-94.
[18]李超, 马凤坤. 螺旋输送机的设计[J].盐科学与化工, 2017, 46(4): 51-53.
[19]贾朝斌. 螺旋输送机参数设计及其优化方法研究[D]. 太原: 太原理工大学, 2015: 24-26.
[20]杨卓. 基于虚拟样机的螺旋混料输送机设计与仿真[D]. 南京: 南京理工大学, 2012: 36-37.
[21]郝友莉, 唐正宁, 季婷婷. 粉体包装机密实输送螺杆的设计[J]. 轻工机械, 2017, 35(5): 12-15.
[22]李振亮, 付长江,李亚. 定量螺旋给料机的结构研究[J]. 盐业与化工, 2010, 39(1): 27-29.
[23]罗胜, 张西良, 许俊, 等. 螺旋不连续加料装置结构优化与性能仿真[J]. 农业工程学报, 2013, 29(3): 250-257.
(责任编辑:康 锋)
收稿日期: 2022-08-08网络出版日期:2022-12-05 网络出版日期
作者简介: 郭 华 (1997— ),男,江西吉安人,硕士研究生,主要从事机械设计方面的研究。
通信作者: 周 健,E-mail:joezhoujian@zstu.edu.cn