选煤厂火车装车系统摆动溜槽装车机构的优化
2023-09-02冯庆欢
冯庆欢
(山西西山煤电股份有限公司 太原选煤厂, 山西 太原 030023)
目前,选煤厂煤炭产品外运方式大多为火车运输。煤炭产品装车过程,需要使用装车溜槽将煤从装车站装载到车皮里。装车站常用的装车溜槽主要有两种形式:水平移动垂直伸缩溜槽和摆动式装车溜槽[1]. 摆动式装车溜槽较水平移动垂直伸缩溜槽具有使装车溜槽在车厢内提前放料和配料,增加装车的有效时间,同时还具有防碰撞等优点[2].太原选煤厂副产品火车装车系统采用摆动溜槽装车机构,为了实现连续运转的运输设备对存在车厢空挡间隙的火车进行装车,装车系统摆动溜槽在工作过程中需不断摆动以进行缓冲,时常因为设备故障而导致装车不畅,因此需对原有的火车装车系统摆动溜槽机构进行优化设计。
1 摆动溜槽装车机构
装车过程中,摆动溜槽装车机构通过电机减速机驱动机构实现钢丝绳伸缩,从而带动固定于钢丝绳另一端的摆动溜槽实现上下摆动。当火车车厢到达摆动溜槽下方时,驱动机构正转,通过钢丝绳的伸长带动摆动溜槽下降,装车过程中火车车厢均匀的移动,当火车车厢装满时,驱动装置反转,通过钢丝绳的缩短带动摆动溜槽上升,当装车完毕后摆动溜槽完全提起,直至下一节车厢到达时,再缓慢放下摆动溜槽进行装车,如此往复动作以实现对火车车厢的装车。摆动溜槽装车机构结构见图1.
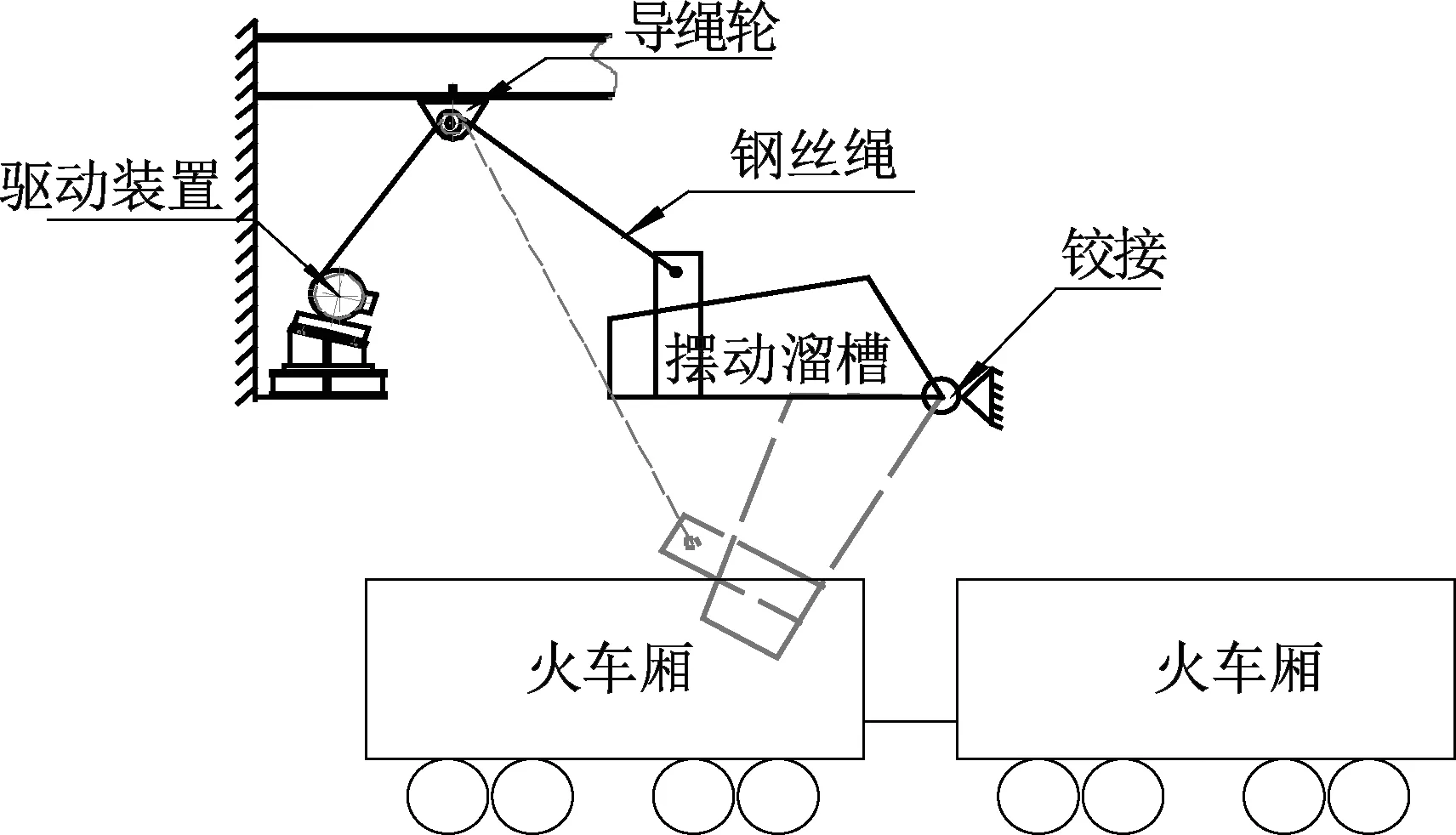
图1 摆动溜槽装车结构图
2 存在的问题及原因分析
2.1 存在的问题
根据对前期火车装车数据的统计,每月因为装车溜槽机构故障影响装车平均时间约7 h,占总装车时间的1/20,主要表现为钢丝绳的断丝、断股、断裂和传动尼龙销断。
1) 装车过程中钢丝绳出现断丝、断股现象频发,甚至有时出现钢丝绳断裂的现象,一旦钢丝绳出现断丝、断股、断裂等问题,需要快速对钢丝绳进行检修更换,检修过程中需要将原钢丝绳、绳卡拆除,重新安装固定新的钢丝绳,钢丝绳两端连接过程中均需要采用绳卡固定,每次更换钢丝绳需要3人操作,平均更换时间为2 h,每月装车溜槽机构钢丝绳出现问题平均次数为2次,影响装车时间约为4 h.
2) 对于传动对轮尼龙销出现切断的情况,即出现电机转,减速机不转。检修更换尼龙销过程复杂,需要先将安全罩、抱闸、电机地脚螺栓以及两端的挡片拆除,再进行更换,更换完毕后,再将安全罩、抱闸以及两端的挡片装回原处,影响装车时间长。更换传动对轮尼龙销平均时常为3 h,每月出现传动对轮尼龙销切断平均1次,影响装车时间约为3 h.
2.2 原因分析
1) 导绳轮的安装方式为固定安装,无法释放装车过程中钢丝绳两端产生的扭力。钢丝绳的一端与摆动溜槽固定连接,另一端安装于驱动装置的绳槽内。装车过程中,当摆动溜槽起升或下降的过程中,钢丝绳一端在提升机构的绳槽内随着驱动装置转动沿绳槽进行横向移动,而钢丝绳的另一端与摆动溜槽相连,采用绳卡固定在摆动溜槽连接端上,因摆动溜槽安装方式为铰接结构,只能沿纵向进行摆动,无法做横向的移动,因此钢丝绳会在一端移动、一端固定的情况下产生扭力,而扭力在装车过程中一直存在且无法得到释放,从而加剧了钢丝绳的磨损。钢丝绳的损伤原因有3种,分别为机械磨损、弯曲疲劳、外伤,而其中机械磨损又分为均匀磨损、变形磨损、内部磨损[3];现场扭力无法得到释放的情况属于机械磨损中的内部磨损,即钢丝绳的交变弯曲,股中钢丝的相对移动,股与股之间的接触压力增大,使相邻股之间产生局部压痕。
2) 导绳轮直径小,在装车过程中,钢丝绳在经过导绳轮时,对钢丝绳的弯折将会加大,装车过程中钢丝绳经过多次折弯后,极易出现断丝、断股的现象,缩短了钢丝绳的使用寿命。导绳轮直径小引起的磨损属于钢丝绳损伤原因中的弯曲疲劳,即无数次的弯曲,容易使钢丝绳产生疲劳,韧性下降,最终导致断丝。
3) 由于摆动溜槽机构装一节车厢就需要上下运动一次,要实现经常性的上下往复运动,需要频繁切换电机正反转,导致电机和减速机中间连接的传动对轮尼龙销经常性出现被切断的现象。传动对轮尼龙销结构不适用于频繁切换正反转的场合,而刚性连接适用于频繁切换正反转的场合。
3 解决措施
1) 导绳轮安装方式由原来的固定式改为活动式,先将旋转轴固定于厂房钢梁结构上,而旋转轴与导向绳轮框体通过间隙配合进行装配,采用铰接方式将导绳轮与旋转轴连接,导绳轮框体可绕旋转轴进行转动,当钢丝绳沿着驱动装置绳槽移动时,通过导绳轮的旋转,可以有效释放钢丝绳两端的扭力。优化前后导绳轮结构见图2.
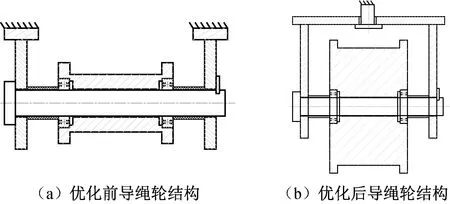
图2 优化前后导绳轮结构图
2) 现场使用的起升钢丝绳型号为6×37+FC,直径为11 mm,带入钢丝绳的曲率半径计算式(1)[4],计算出11 mm钢丝绳的曲率半径为416 mm,于是对导绳轮直径进行重新设计,在不影响现场安装的条件下,优化后的钢丝绳导绳轮直径设计为450 mm.
(1)
式中:ρ为钢丝绳曲率半径,mm;D为钢丝绳直径,mm;T为钢丝绳捻距,mm.
3) 将电机、减速机中间连接的尼龙销对轮更换为爪式联轴器,爪式联轴器为刚性连接,其结构见图3,爪式联轴器可有效避免因为频繁切换正反转而造成的尼龙销切断的问题。
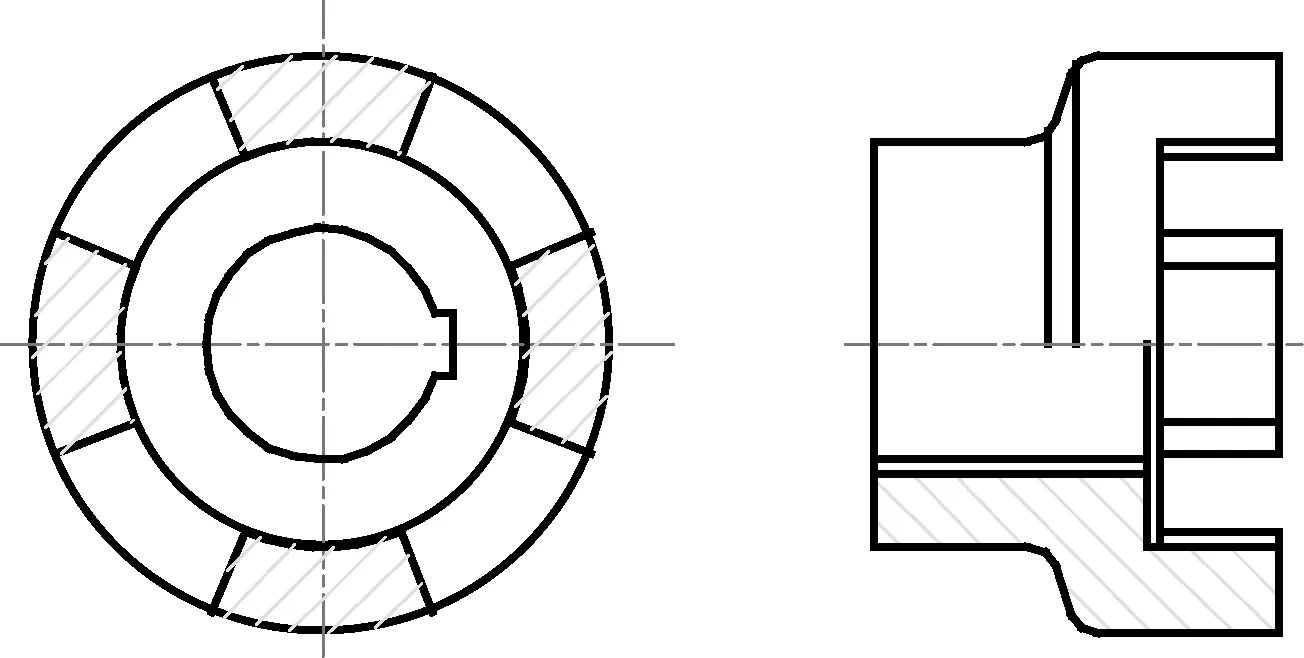
图3 爪式联轴器结构图
4 效 果
改造后经过一年试运行,钢丝绳断丝、断股、断裂的现象由原来的每月2次变为现在半年1次,钢丝绳的使用寿命延长,爪式联轴器运行平稳,现场改造后没有出现设备故障问题,降低了检修工人的劳动强度,提高了车皮的周转率。优化改造后,摆动溜槽装车机构故障影响装车时间由每月7 h变为每半年4 h,生产系统装车的连续性得到了保障。
5 结 语
摆动溜槽装车机构是一种常用的装车结构,对于两端位移不同步的结构中间的导绳轮固定方式宜为铰接,对于导向钢丝绳的结构其选取半径宜大于钢丝绳的曲率半径,对于频繁切换正反转的机构传动连接宜采用爪式联轴器,通过合理改造,可延长钢丝绳的使用寿命以及传动装置的可靠性,有效避免类似设备故障的发生。
