铲斗刀板节料方法浅析
2023-08-30周永红石家庄中兴机械制造股份有限公司
文/周永红·石家庄中兴机械制造股份有限公司
导 语
铲斗刀板尺寸大,材料消耗多,材质要求高,价格昂贵,通过产品有机组合、有效借用产品坡口尺寸、合理利用加工方法来满足火焰切割工艺的特性,达到实现节约材料目的,最终为提高公司产品的市场竞争力创造了有利条件。
装载机铲斗底边最前沿的一块钢板,称之为刀板,工作时是最先铲进泥土、砂石的,此板需要具有较强的耐磨性,材质采用22SiMn2 牌号的钢材高温淬火制作,材料价格比较昂贵。谁节省了材料,谁就赢得了市场。
加工现状
柳州工程机械厂ZL50C 装载机铲斗如图1 所示,其中一块刀板尺寸为2910mm×290mm×40mm,其断面示意图如图2 所示,传统的加工工艺是按刀板尺寸2910mm×290mm×40mm 下料,然后火焰切割坡口,工艺非常简单,但整个坡口料重达14.42kg 都白白浪费,一块刀板浪费金额高达115.36 元,材料浪费非常严重。
图1 铲斗

图2 铲斗刀板断面示意图
工艺改进试验
为节省材料,考虑采用一刀火焰切割坡口得两块刀板方案,如图3 所示,但试验结果却出乎意料,火焰切割出来的刀刃面凹凸不平,只好上龙门刨床刨平刀刃斜面,加工过程非常麻烦,并且每块刀板290mm 的宽度又无法保证,试验失败。
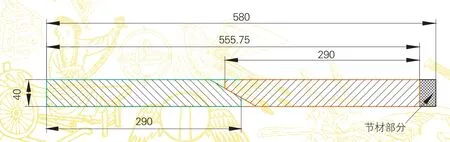
图3 两块刀板节材模型图
原因分析
造成刀刃面凹凸不平的原因主要有:
⑴火焰切割时,割炬在计算好的坡口位置上与2910mm×550.75mm 的刀板平面形成30°夹角,此时,火焰是倾斜的,无法集中火焰;
⑵在整条2910mm 的长坡口线上,由于气体火焰在整个切割过程中将金属加热至燃点的时间不等,因此,每个点线面上的熔化量不等;
⑶被高压氧气射流吹掉的熔渣也不相同。
一块刀板火焰切割与两块刀板火焰切割对比如图4 所示,从图上可以明显看出,由于产品坡口角度不同,一块刀板坡度小,火焰集中,而两块刀板坡度陡,火焰无法集中。
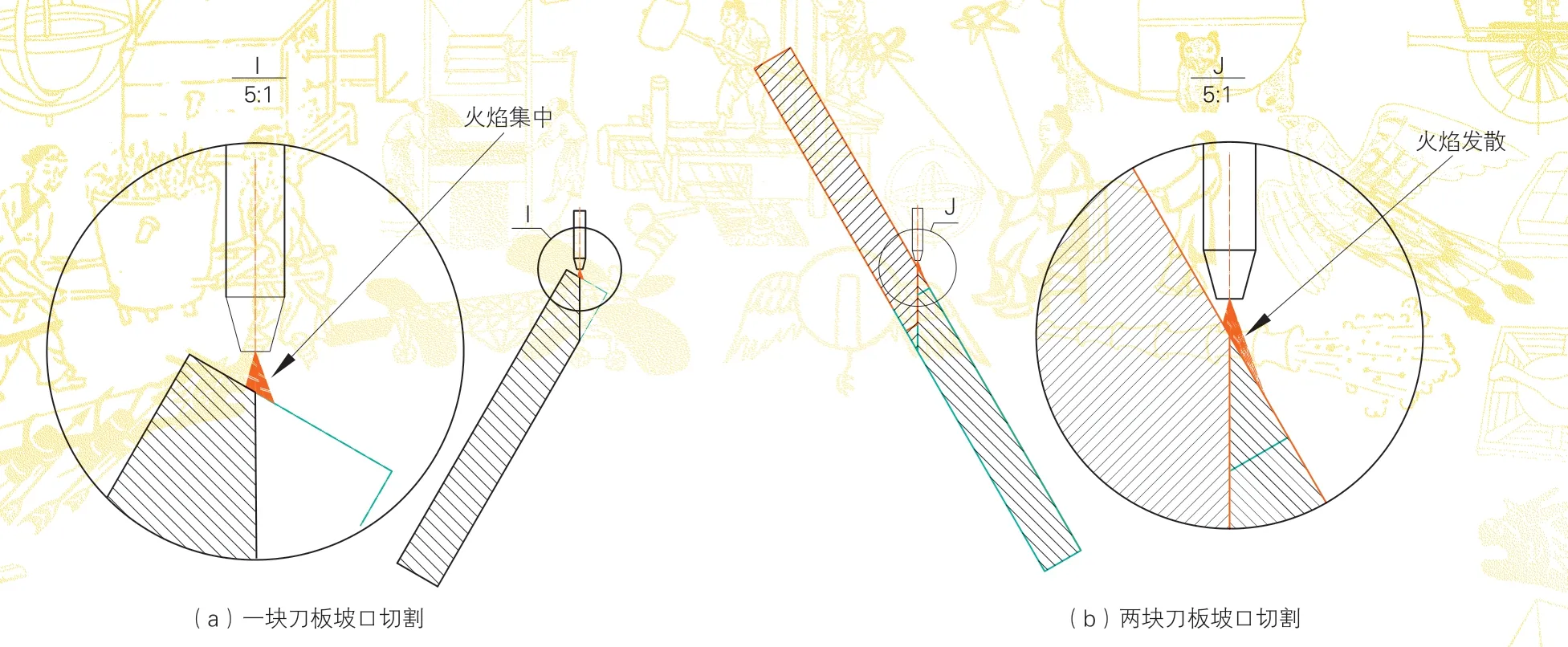
图4 坡口切割火焰对比
解决方案确定
问题的关键在于火焰无法集中,那如何才能让火焰集中呢?首先,想到的办法是如何挡住火焰,即采用堵的方法。
⑴堆焊。在整条2910mm 长坡口线上堆焊,再火焰切割坡口,形成90°夹角,这样火焰便可以集中,如图5 所示。但堆焊需要增加成本。
⑵将2910mm×8mm×8mm 的条料焊接在长坡口线上,再火焰切割坡口,如图6 所示。在加工2910mm×8mm×8mm 的条料时,遇到了瓶颈,因为,要想保证如此长的小条料的平面度、直线度,有相当大的难度。如果外购,再加上条料焊接,成本也非常高。
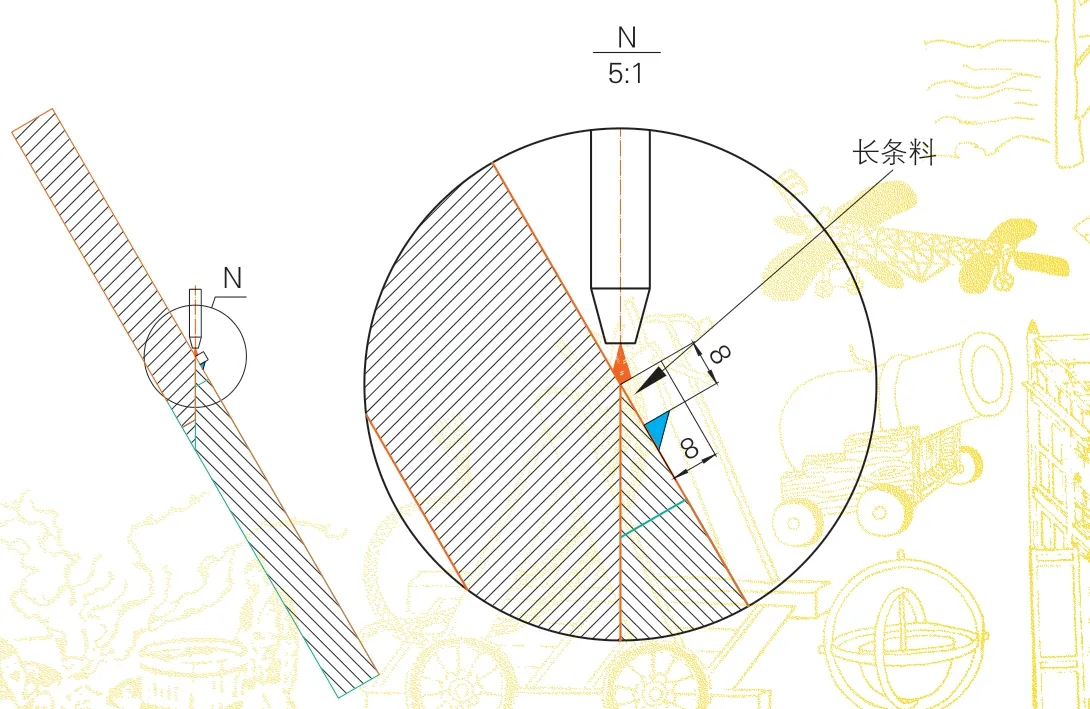
图6 焊接长条料效果图
看来堵的方法需要增加成本,并且效率较低。又考虑到两块刀板在切割分离过程中会在坡口宽度方向形成缺口,而火焰在缺口处可以集中,于是采用先加工缺口,再火焰切割的方法进行刀板分离。
⑴先气刨缺口再火焰切割坡口,如图7所示。经验证,火焰切割坡口表面质量好,而气刨的坡口表面凹凸不平,气刨的直线度也不好,需要手工打磨平整,成本较高,而效率不高。
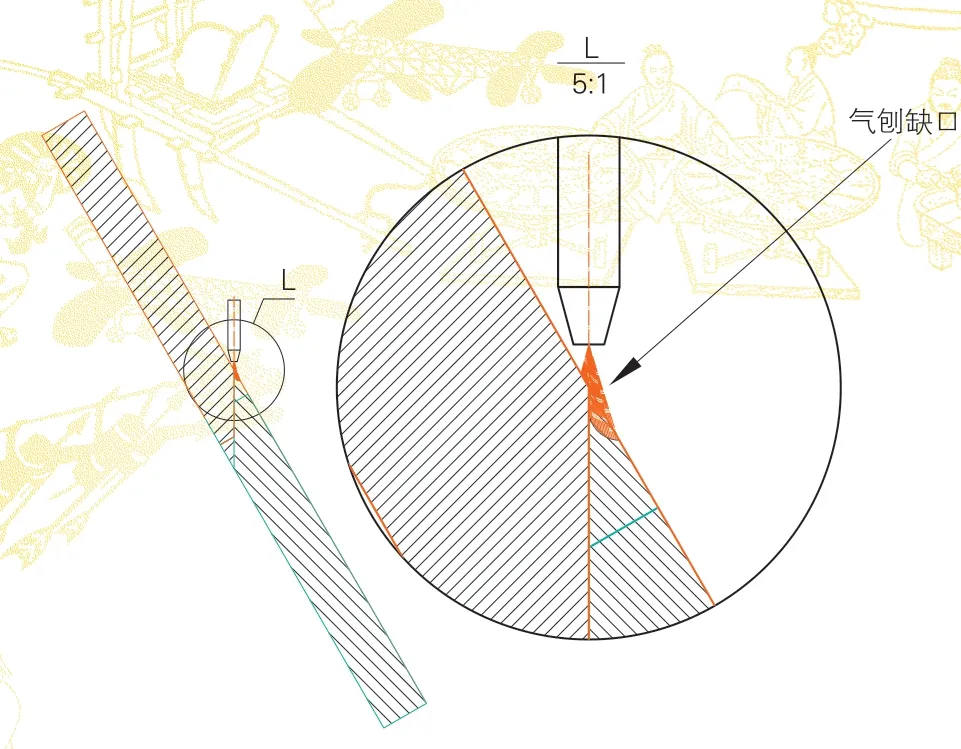
图7 气刨缺口效果图
⑵先龙门刨缺口再火焰切割坡口,如图8 所示。经验证,效果良好。
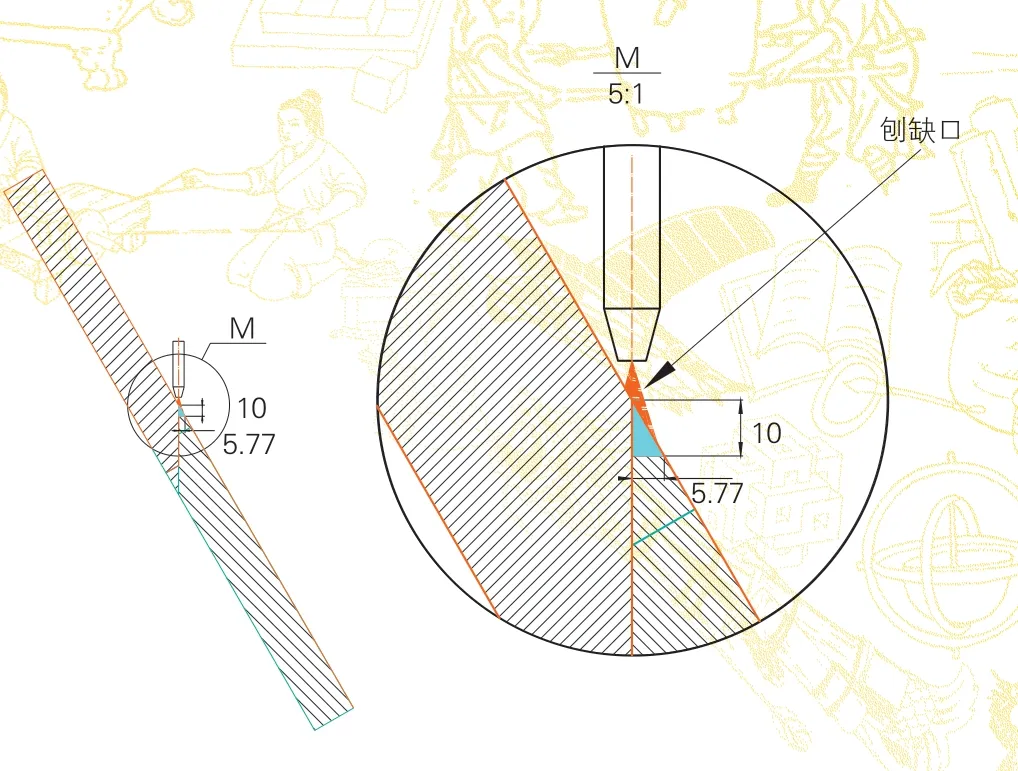
图8 龙门刨缺口效果图
这样,一刀切割两块刀板的工艺路线确定为:下料→龙门刨缺口→火焰切割坡口。
结束语
由此可见,先龙门刨缺口再火焰切割坡口加工方案比较有优势,该方法加工刀板,比一块刀板增加了刨缺口、火焰切割坡口这两道工序,制造成本增加约40 元,分摊到每块刀板增加成本约20 元,那么采用该方案加工一块刀板比采用传统加工方案可节约86.55 元,若该刀板的年产量为30 万块,则全年可以为公司节省材料费约2596.5 万元。但是,它的前提条件是公司要有能够加工长度近3000mm 的龙门刨床或者龙门铣床,否则,就需要外协加工,这样运费增加,生产计划就会受影响,因此,上述其他三种方法根据实际情况也可以考虑。
指象牙劈丝编织成的凉席(象牙较之其他材质更为凉爽、名贵)。
中华科技
大大的惊叹
05
白象牙簟
古代凉席
年代汉代
从零到一:手工艺者
科技原理:用特殊液体将象牙浸泡软化劈成丝
现实应用:纳凉
诗风解读:象牙劈丝织成席 繁琐精编尽艰辛 白玉清凉费太巨 雍正下旨不再制
