某废酸再生单元K920 风机振动异常分析
2023-08-29丁宝柱
丁宝柱
(中国石油兰州石化分公司机电仪运维中心,甘肃兰州 730060)
0 引言
废酸再生单元的主要作用是将烷基化单元产生的废酸裂解加工成浓硫酸,一部分再输送回烷基化单元作为催化剂进行循环使用,一部分作为产品外送。废酸焚烧裂解过程产生的热量用于副产中压蒸汽,在实现节能环保的同时降低生产成本。在将废酸加工成浓硫酸的过程中,高温风机K920(图1)担负着不可替代的作用,因此该风机运行的安全性和平稳性尤为重要。高温风机K920 设备参数见表1。

表1 高温风机K920 设备参数

图1 高温风机K920
1 检修数据及故障描述
1.1 风机首次检修数据(表2、表3)
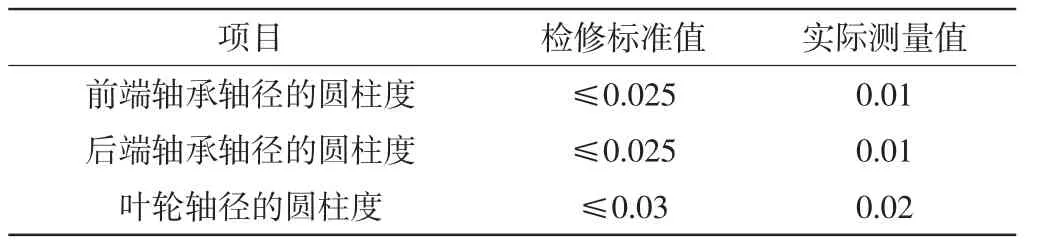
表2 主轴轴颈圆柱度 mm
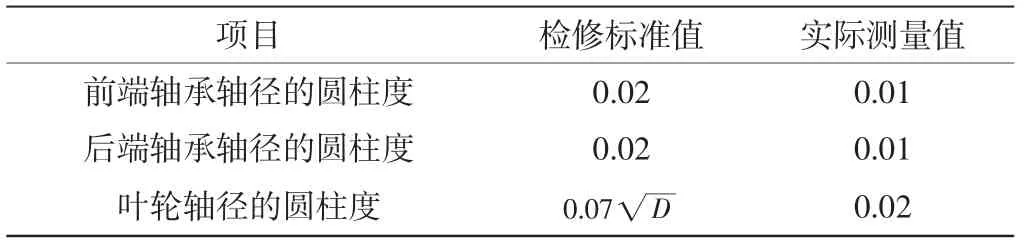
表3 主轴轴颈跳动值mm
更换2220-K-M-C3 TAL M126.H 型轴承一套;2220-E1-XL-K-C3 CHINA 8111 型轴承一套。转子做动平衡:清洗后,按精度等级G2.5 进行动平衡校验。不平衡剩余量为1271 g.mm,转子重量为455kg,反算精度等级:
符合标准要求G2.5 精度的要求。
1.2 故障描述
2021 年11 月14 日对高温风机K920 进行拆检,解体后发现风机叶轮侧气封(四瓣碳环)腐蚀、磨损严重,轴承轻微磨损,其他未发现明显异常。更换叶轮侧气封、轴承,对转子整体进行动平衡校验后回装。2021 年11 月30 日,该风机第一次试车运行时,在电机转速为700 r/min,负荷为50%左右时,风机振动值为3.2 mm/s,当风机负荷提至70%,电机转速在1500 r/min左右时,振动值突然上升至10 mm/s 左右,当风机继续提高负荷,电机转速再次提高时,风机的振动进一步上升,严重影响装置的运行和正常生产。
1.3 异常振动原因分析及诊断
2021 年11 月30 日风机振动发生时,状态监测专业技术人员第一时间利用C2140 型分析仪对风机前、后轴承部位进行了监测,结合采集的数据、频谱图及经验,经过分析认为风机存在着与基础(钢结构基础)共振的现象,为此,对该风机的基础进行了加固,目的是改变风机基础的固有频率,以达到消除风机与基础共振的目的。
1.4 基础加固消除共振
风机停机后,装置安排专业人员从消除共振专业方面对该风机的基础进行了加固,在风机与电机联合底座下方四个支脚在垂直方向、水平方向分别用工字钢进行焊接加固。并在风机基础的各个点加防振垫。
2 风机加固基础后异常振动分析及处理
2.1 故障描述及监测
风机加固完基础后,于2021 年12 月8 日进行第二次试车,在50%的负荷下,转速700 r/min 左右时,风机的振动值为3.0 mm/s 左右,由于工艺需要,风机的负荷只能提至50%左右,为了使风机在高负荷状态下进行试车,装置引入热风进行试车(实际介质为高温富SO2工艺气),引入热风后,负荷提至70%时,振动值为9.0 mm/s,负荷提至90%以上时,振动值上升至20 mm/s 左右。振动值较上次有所降低,却仍然超标(厂家允许的振动值≤7.2 mm/s),之后风机监测运行至12 月17 日,但振动仍然居高不下,正逢装置由于其他问题临时停工,故风机停机检修。
2.2 故障诊断
分析风机停机前的监测数据,引起风机振动的原因可能有以下两点:
(1)在对风机各转速下的波形、频谱图、Bode 图(图2、图3)进行分析认为,风机振动通频值以1×频为主,其他谐波分量很小,工频振动值无下降的趋势,且工频相位变化反复无常,约128°左右,故判断此次引起风机振动的主要原因为转子动不平衡所引起的工频增大。风机在试车过程中,其他各项指标正常,工艺操作平稳。
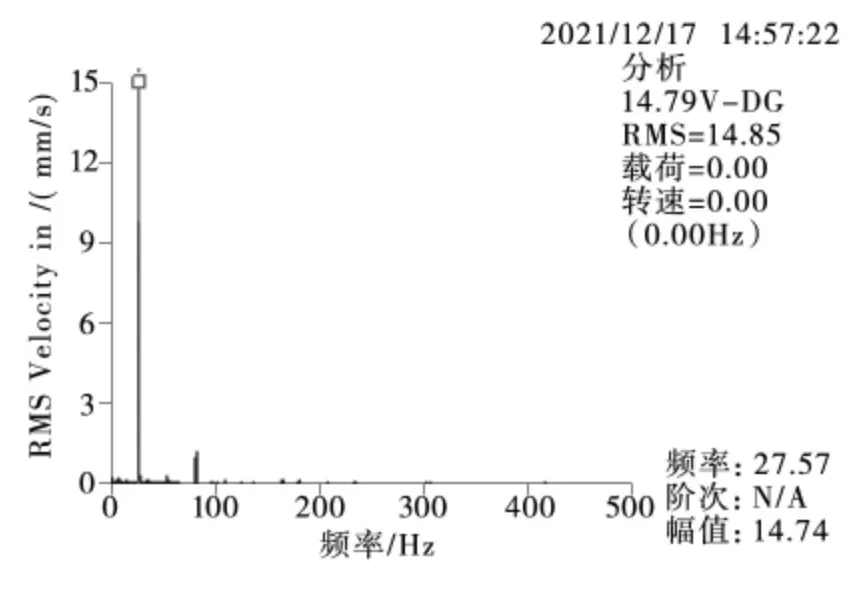
图2 轴承座叶轮端H 方向振动频谱
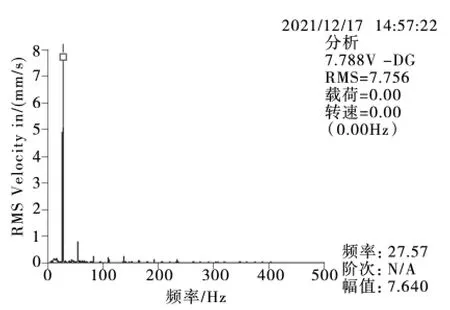
图3 轴承座叶轮端V 方向振动频谱
(2)该风机转子为刚性转子,但基础为挠性的,故从风机升速过程中、振幅与相位随转速变化关系曲线Nyquist 图(图4、图5)可以看出,风机在升速过程中水平方向出现多个共振转速(530 r/min、694 r/min、1434 r/min),其中转速在1434 r/min时振动值最大;垂直方向存在一个共振转速(816 r/min)。由于K920 风机运行时的转速是随着工艺负荷在不断变化,风机负荷的波动区间为85%~97%,对应的工作转速在1700~1954 r/min,接近1434 r/min 的共振转速,因此该风机运行时还存在与基础的共振问题。
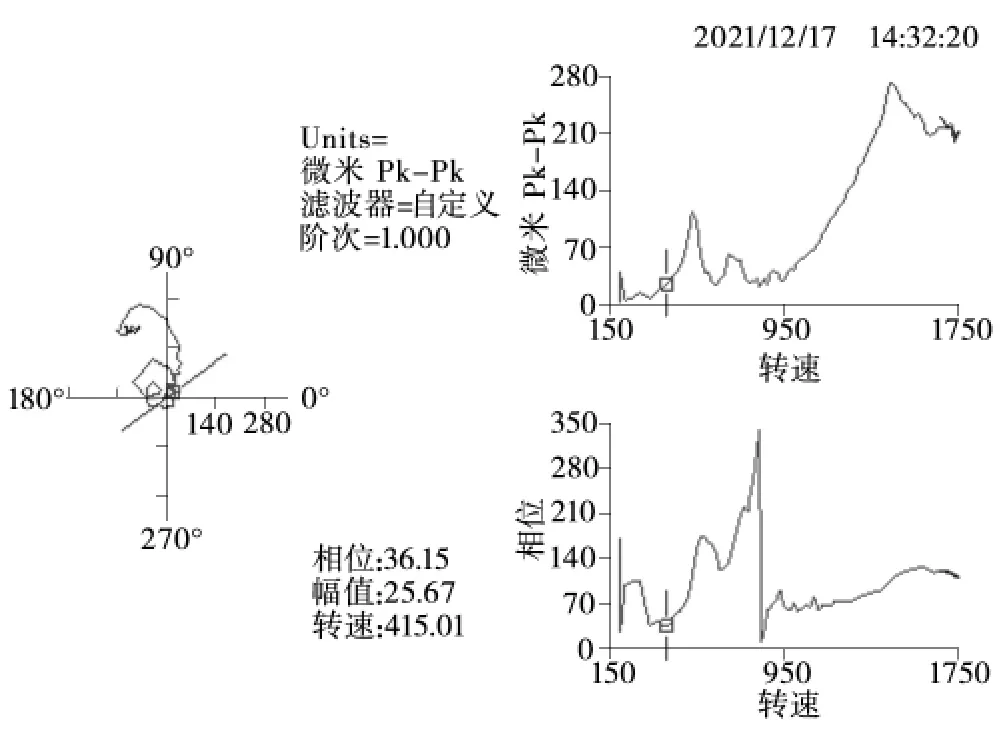
图4 叶轮端H 方向Nyquist 图
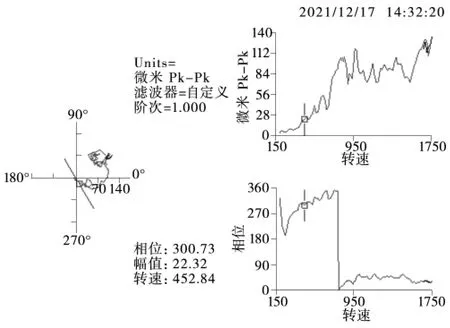
图5 叶轮端V 方向Nyquist 图
根据以上分析得出,第一,引起风机振动的主要原因为风机动平衡不良引起的1×工频增大;第二,风机存在着与基础共振的问题,风机正常运行的转速1700~1961 r/min,最接近的共振点在1434 r/min 左右,故风机还存在与基础共振的问题。
2.3 现场动平衡
根据以上分析,车间配合监测中心准备风机现场动平衡方案及方案实施前的准备工作。2021 年12 月17 日下午,根据既定的方案,对风机转子做现场动平衡,经过3 次配重反复测量,直到振动值降低至允许、稳定的范围,并且直到相位没有变化,现场动平衡的过程及数据见表4。
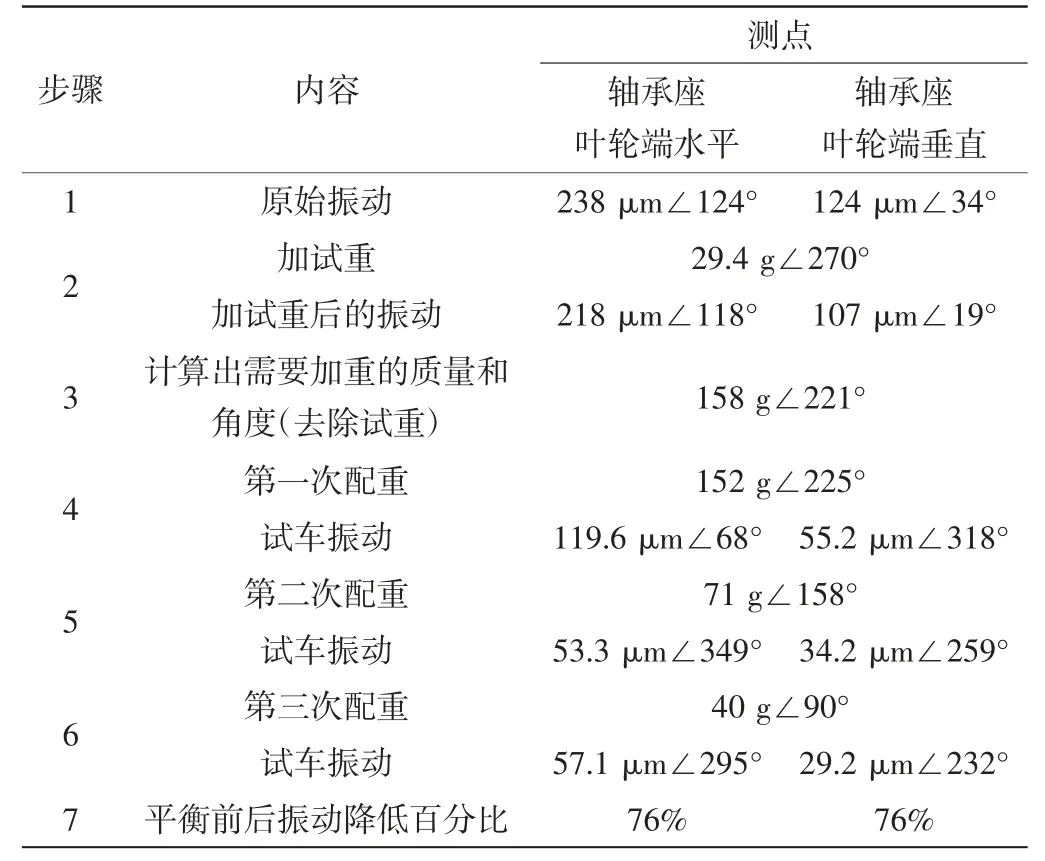
表4 现场动平衡数据(转速1700 r/min)
如图6 所示,平衡后风机各测点振动速度频谱中1×频幅值大幅下降,平衡效果良好。
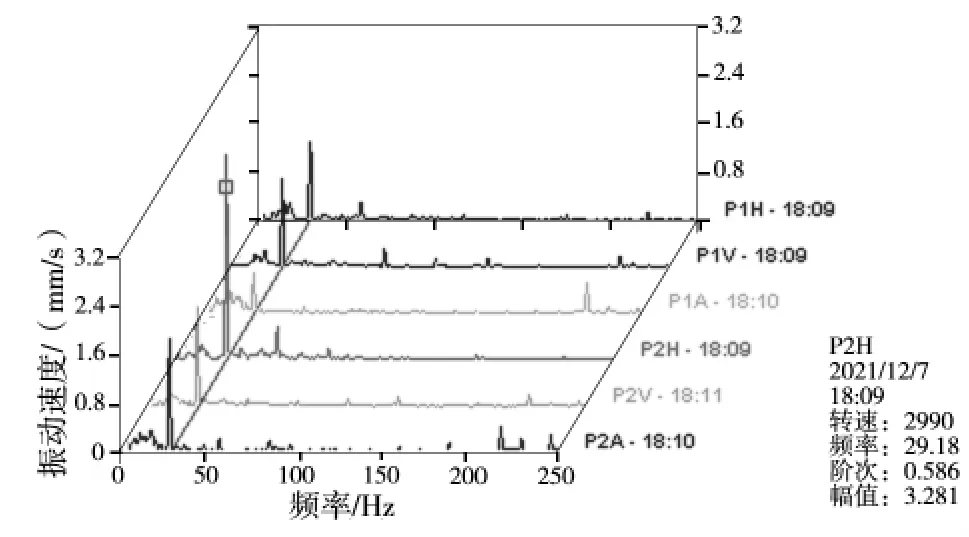
图6 平衡后叶轮端水平H、垂直V 和轴向A 方向振动频谱
2.4 现场动平衡后试车
2021 年12 月25 日,废酸单元开工,风机运行正常,带入负荷后振动明显降低,当负荷提升至为97%,转速为1954 r/min 时,各监测点的振动值见表5。
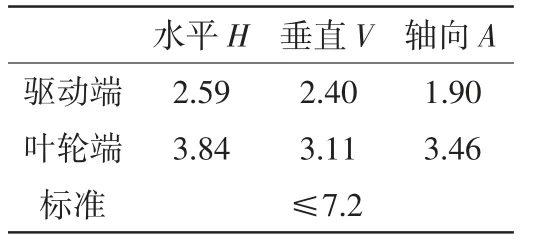
表5 各测点振动值 mm/s
3 结论及改进
3.1 结论
第一次检修后,风机不平衡剩余量、反算得转子动平衡精度等级均符合厂家的要求,但在转子上动平衡机时,取的转速仅为301 r/min,做的只是低速动平衡,虽然该风机的转子为刚性转子,故在通常情况下,刚性转子做低速动平衡校正即可消除力与力偶这两个基本的不平衡量,理论上做低速动平衡完全可以满足风机在高速下运转,但由于风机的基础为挠性基础,故在做动平衡的时候应该尽量选择做高速动平衡试验,以消除另一个基本不平衡量,即振型不平衡量。有关文献显示,有一部分高速转子做低速动平衡校验是不能使其到达平衡运转的。因此,该风机转子做低速动平衡校验是不能使其在高速下达到平衡运行的。该风机工作转速接近水平方向共振频率,当不平衡量增加时,振动幅值会快速增长,最终导致风机在工作转速下反复出现振动异常问题。
3.2 改进措施
(1)加强风机的监测,保证装置运行和正常生产。
(2)今后在做刚性转子、挠性基础的转子动平衡时,尽量选择在动平衡机上做高速动平衡校验,或做现场动平衡校验,以提高转子动平衡精度。
