卷烟厂风力平衡系统的快速PID 控制方法
2023-08-29王美斌
黄 辉,吴 松,王美斌
(江西中烟有限责任公司赣州卷烟厂,江西赣州 341000)
0 引言
随着科技水平的不断进步,人们对产品质量要求也不断提高,精细化生产越来越重要。烟草行业为提高产品质量与节能减排,各大烟厂纷纷引入了集中工艺风力平衡系统,以确保烟支生产过程中系统卷烟机负压的稳定供应。目前系统负压主要通过对调节装置开度的调节来控制负压大小[1]。装置开度与负压成一定比例关系,通常采用PID(Proportion Integration Differentiation,比例、积分、微分)控制调节方式。PID 控制方式具有很强适应性,不受环境以及元器件老化等影响,但也存在响应时间长和超调量大的问题。针对该问题,本文采用了一种自适应PID 快速调节方式,将传统经验控制与PID 控制相结合的G-PID 控制算法,缩短系统响应时间、降低系统超调量,以达到快速稳定负压的目的。
1 PID 控制
PID 控制是最早发展起来的控制策略之一[2],由于其算法简单、鲁棒性好、可靠性高,被广泛应用于工业过程控制,尤其适用于可建立精确数学模型的确定性控制系统。PID 控制的传递函数为:
其中,KP为比例系数,Ti为积分时间常数,τ 为微分时间常数,三者都是可调参数。
PID 控制器的输出信号为:
其中,e(t)为t 时刻u(t)当前值与上一时刻值的差值,系统稳定在e(t)=0。
在实际应用中,通常采用增量式离散PID 控制方式。假设采用时间间隔为T,则在k 时刻:偏差为e(k);积分为e(k)+e(k-1)+e(k-2)+…+e(0);微分为(e(k)-e(k-1))/T。其控制方程为:
这样,就只需确定Kp、Kd、Ki参数即可。Kp、Kd、Ki数值的确定取决于被控量与反馈量。令被控量的最大值为a,反馈量的最大值为b,取Kp=0.618×a/b、Kd=0.3×Kp、Ki=0.5×Kp。
2 传统经验控制
经验控制[3],也称为记忆控制,是一种应用广泛的控制方式。该控制方式把由随机控制得出的结果用于指导下一次的控制。经验控制根据以往数据,通过输入数值,直接输出控制结果,具有极快的系统响应速度。但系统的自适应性能力差,在系统出现扰动或者干扰时,无法保持控制系统的稳定性。
3 卷烟机负压控制
卷烟机负压,即VE 负压,直接影响烟支空投等工艺指标,稳定合适的VE 负压,可以提高烟支生产质量。通常选用PID 调节方式来控制负压的稳定,控制流程如图1 所示[1,4-5]。
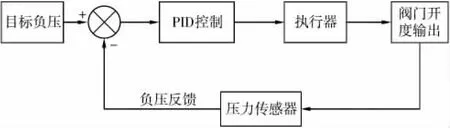
图1 VE 负压控制流程
从图2 可以看出,系统通过PID 调节,VE 负压可稳定保持在目标值附近。但从初始值到目标值有一段较长的执行时间,大约在第113 步进入稳定区域,响应时间相对较长,且存在较大的超调量。

图2 改进前VE 负压的PID 控制曲线
4 G_PID 控制
为了提高系统响应速度,在实际运行过程中,将阀门开度与对应的VE 负压值进行记录,当输入目标VE 负压值时,系统立即执行相应的阀门开度。此时,实际系统负压与目标VE 已接近,再启动PID 调节,进一步控制其达到目标值。具体操作流程如下:
(1)建立数据块区。数据块大小根据所需的存储数据量来决定,通常将数据分为20 等份,数据块大小设置为80 个字节,即可存储20 个实数变量。
(2)对目标量及受控量进行归一化处理,将目标量全量程按等差数列对应数据块,并在数据块内存入受控量的数值(初始值均为0)。
(3)运行系统,输入目标量,确定目标量所对应的受控量,执行机构执行动作。执行机构动作到位后,系统开始执行PID 控制算法,使系统稳定在目标值附近。系统运行过程中,对数据块内存储的受控量数值进行更新。
图3 为G_PID 控制程序的封装,各参数含义见表1。
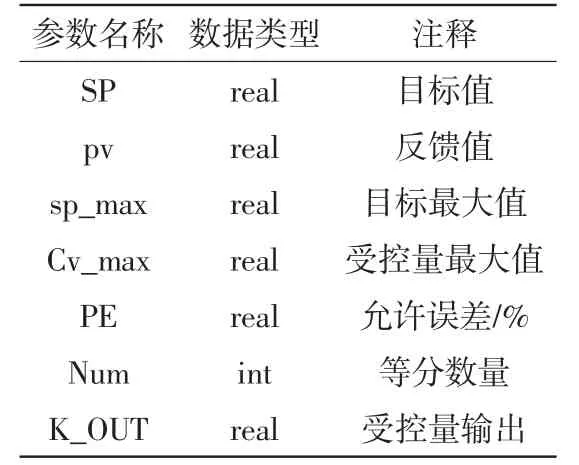
表1 G_PID 参数

图3 G_PID 控制程序
5 G_PID 控制结果
5.1 仿真结果
以某卷烟机为例,负压Pve为目标值,被控量负压调节阀开度为K。数据块命名为DB10,大小为80 个字节,可存储20 个实数型开度变量。令Pve的最大值为20 000 Pa,则20 个开度值分别对应1000 Pa,2000 Pa,3000 Pa,……,20 000 Pa。
启动系统,输入目标值为20 000 Pa(Pve最大值),20 000 Pa 对应DB10.DBD19 中的开度值(初始值为0),执行器将阀门开度(初始开度为0)执行到位,并记录此时的负压值。然后以Pve为目标值执行PID 控制,控制期间阀门会连续动作,负压随之连续变化。当负压从上一档变为转变为下一档时,将此时的开度值存入上一档负压值对应的数据地址,直到系统稳定。为了减少系统运行压力,只有当存储值与当前值相差超过最大值的2%时才执行存储操作,否则不执行存储指令。
将改变目标值大小为实际所需的10 000 Pa,执行器快速将阀门开度稳定到DB10.DBD10 所存储的开度,然后以10 000 Pa为目标值执行PID 控制,直到系统稳定在目标值。改进后的系统仿真曲线如图4 所示。
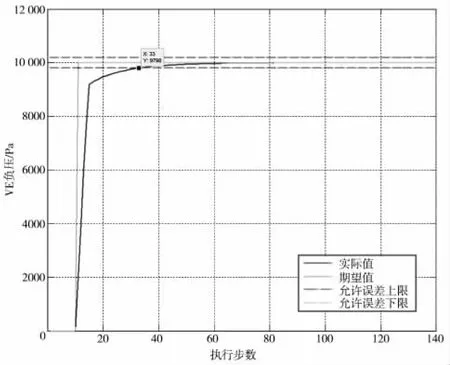
图4 改进后VE 负压的G_PID 控制曲线
从图4 的仿真结果可以看出,在采用G_PID 控制后,系统在第33 步进入系统允许误差内,达到系统稳定,且调节时间段,没有出现超调现象。
5.2 应用结果
采用此控制模式对风力平衡系统进行升级改造,通过取2#、3#、4#、5#卷烟机的压力数据进行前后对比,数据如图5~图8 所示。
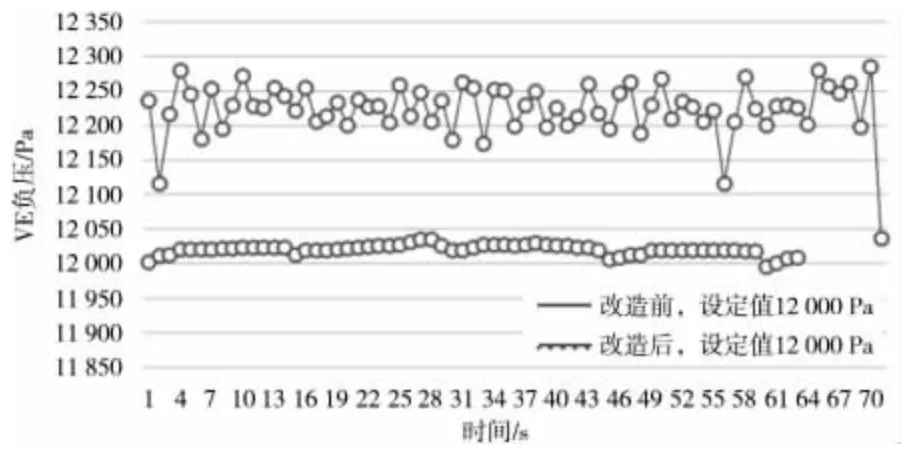
图5 2#卷烟机改造前后压力曲线

图6 3#卷烟机改造前后压力曲线

图7 4#卷烟机改造前后压力曲线
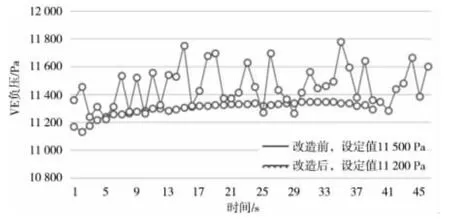
图8 6#卷烟机改造前后压力曲线
从以上结果可以看出,改造前当系统工况发生变化时,机组在10~22 s 才恢复到正常波动范围内,且波动一般超过300 Pa。改造后系统工况变化时,2~5 s 就可以调节到正常范围内,且波动一般不超过200 Pa。
6 结论
对传统PID 控制原理进行分析,在PID 控制的基础上引入传统经验控制。通过Simulink 仿真,结果表明G_PID 控制方式切实可行。通过实际的工程应用,验证G_PID 控制方式极大地提高了系统响应速度,并有效减少了系统超调量,有利于系统负压稳定性,技术可以在其他烟厂推广应用。
