连续重整氢气脱氯剂热氮吹扫再生应用研究
2023-08-29高玥,姚远,徐杰
高 玥,姚 远,徐 杰
(中国石油天然气股份有限公司大港石化分公司,天津 300280)
0 引言
催化重整是炼油和石油化工中的重要工艺,为减少下游氯腐蚀与铵盐结晶堵塞问题常采用脱氯罐脱除反应产物中的氯,当前大多炼厂脱氯剂实际使用寿命低于设计值,且换剂费用较高,废剂的深埋处理对环境污染较大。因此,在保证氯的脱除效果的同时,尽可能延长脱氯剂的使用周期、减少换剂频次,带来较大的经济效益。
中国石油大港石化公司连续重整装置氢气脱氯罐在使用9个月后出现氯穿透现象,未达到设计使用周期。本文通过分析认为,氢气中水含量高是影响脱氯剂使用周期的主要因素,研究制定了热氮吹扫脱水方案并进行试验,有效延长了脱氯剂的使用周期,提高经济效益。
1 装置概况
该60 万吨/年连续重整装置采用美国UOP 公司的Cyclemax工艺,通过增设脱氯罐的方式脱除反应产物中的氯,减少下游设备管线腐蚀与铵盐结晶堵塞问题[1]。将氢气脱氯罐脱氯剂由国产脱氯剂更换为UOP 公司的CLR-204 吸附剂,装置在单罐运行9 个月后出现氯穿透现象,出口氯含量检测持续为1×10-6~2×10-6,大于技术协议保证的0.5×10-6,未能达到技术协议中单罐使用15 个月的技术要求。因此,需要针对具体情况进行分析、研究,并采取相应措施以延长脱氯剂的使用寿命,在满足产品质量要求的同时减少换剂频次、提高经济效益。
2 问题分析与研究
2.1 问题分析
通过调研、排查及与UOP 交流,分析认为氢气含水量高是影响脱氯剂使用性能的主要因素。UOP 脱氯剂CLR-204 是一种氯容较高、吸附速率较快的吸附剂,其主要成分为活性氧化铝与碳酸钠,可以脱除氢气中的无机氯和部分有机氯。而其脱氯性能与氯容,除了与脱氯剂自身结构性质以及操作条件有关以外,还与氢气的组成相关。由于水是强极性化合物,极易与氧化铝发生物理吸附、占据氧化铝的表面,与氯的吸附有明显竞争关系,因此水会严重影响脱氯剂的氯吸附量,导致吸附速度变慢、传质区拉长,进而影响脱氯剂的使用寿命。
经过采样化验得知,重整氢气中水的含量为16×10-6,还原段外排氢气的水含量为1300×10-6,二者混合后至1#、2#再接触罐的出口氢气水含量分别为60×10-6、约45×10-6,因此外排氢气的水含量高主要来源于还原段的尾氢,且脱氯罐入口氢气含水量高于UOP 要求范围(10×10-6~15×10-6)。脱氯罐投用初期,出口氢气中水含量为0,之后逐步升高,表明脱氯剂存在吸水现象。与UOP 公司交流后获知,车间当前的设计和流程无法减少氢气中的水含量,需采取其他措施恢复脱氯剂性能。
2.2 脱氯剂脱水再生方案研究
根据问题分析提出以下3 种解决方案:提高再生干燥区温度,减少再生还原气水含量;更换脱氯剂;脱除脱氯剂吸附的水。由于再生还原气中水大部分来源于还原过程生成,催化剂干燥后残留的水所占比例较小,因此提高再生干燥区温度很难得到较好的效果。另外,更换脱氯剂成本较高且换剂周期较短,施工作业风险较大。而脱除脱氯剂吸附的水可以有效恢复脱氯剂氯容,延长其使用寿命。对比分析后,决定选用“脱除脱氯剂吸附的水”的方案。
为脱除脱氯剂吸附的水,需对其吸附特性进行研究。CLR-204 吸附剂与水主要发生物理吸附,物理吸附是指依靠吸附剂与吸附质分子间的分子力(即范德华力)进行的吸附,主要利用吸附剂大孔容和大比表面积先进行吸附,再通过其孔道内的强极性进行再次吸附[2]。在一定温度及压力条件下,气—固相充分接触,吸附质在两相中最终达到的平衡即为吸附平衡,此时吸附质的吸附与脱附处于可逆平衡过程[3]。可以通过改变操作温度、压力改变吸附平衡,从而改变脱氯剂对水的吸附容量。
由于压力越高,单位时间内撞击到吸附剂表面的气体分子数越多,因而压力越高平衡吸附容量也就越大,相反,压力越低吸附容量越小。由于温度越高,气体分子的动能越大,能被吸附剂表面分子引力束缚的分子就越少,因而温度越高平衡吸附容量也就越小,相反吸附容量越大[3]。
根据CLR-204 吸附平衡特性可知,高温低压有利于吸附剂中水的脱除。通过与UOP 公司交流沟通,车间选用热氮吹扫再生方案,即利用高温干燥氮气将脱氯剂中的水吹扫出来,降低脱氯剂上水的吸附量,以达到延长使用寿命目的。吹扫期间须注意控制吹扫温度,避免水在氧化铝孔道内快速汽化,破坏氧化铝结构。提高吹扫氮气流量、温度、吹扫时间以及降低压力等,均有利于提高脱水速率与脱水程度。
3 实际应用
依据上述分析与研究,大港石化公司根据实际情况开展了热氮吹扫应用试验,目的是验证分析结论,为后续工作提供指导依据。
3.1 第一次热氮吹扫
3.1.1 热氮吹扫试验
具体吹扫流程如图1 所示,氮气自服务点引出至电加热器入口,电加热器出口与脱氯罐底部导淋相连。现场控制电加热器出口温度,经氢气脱氯罐底部给氮气,自脱氯罐顶部放空吹扫至火炬系统。

图1 第一次热氮吹扫流程
拟定吹扫方案并落实相关安全措施后,进行第一次热氮吹扫试验,每日8:30 和20:30 测量出口气中水含量,具体进程见表1。电加热器出口温度为170 ℃,前期氮气吹扫量为200 Nm3/h,吹扫至第5 天,水含量下降幅度缓慢,提高氮气流量至300 Nm3/h 继续吹扫。吹扫至第7 天,气中水量降至20×10-6,吹扫完成,于第8 天进行冷氮吹扫降温。
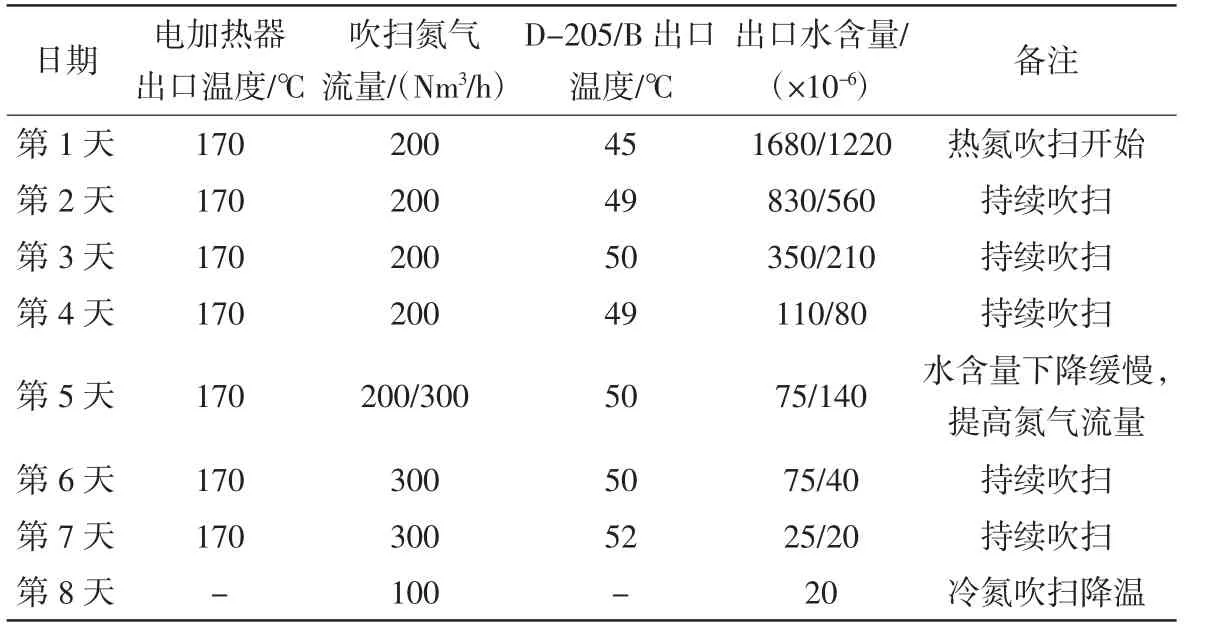
表1 氢气脱氯罐第一次热氮吹扫试验进程
3.1.2 试验效果分析
热氮吹扫期间,测得水含量从1680×10-6降至20×10-6左右(图2)。
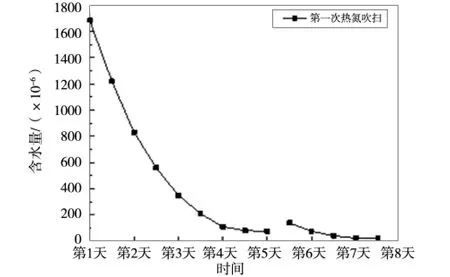
图2 第一次热氮吹扫出口水含量变化
试验证明,热氮吹扫方案可有效去除脱氯剂中的水,吹扫速率与吹扫温度、氮气流量和吹扫时间有关。提高吹扫温度有利于水的脱除;在一定范围内,吹扫氮气流量越大,脱水速率越快;随着吹扫时间的延长,脱氯剂脱水程度逐渐加深,出口气中水含量逐渐下降且幅度变缓。
吹扫结束后,氢气脱氯罐恢复投用,投用当天测得脱氯罐进出口氯含量分别为2×10-6和0;后续继续保持对其进出口氯含量的检测,单罐使用两个月后出口氢气检测出现氯含量大于0.5×10-6的情况。此次热氮吹扫试验有效延长了脱氯剂使用周期两个月,证明氢气中过量水的存在确实会降低脱氯剂的氯吸附容量,水的脱除能使其恢复一定的脱氯能力,热氮吹扫再生方案有效,但受氮气用量制约,出口温度仅能达到50 ℃,仅脱除脱氯剂吸附水量的20%~30%,未能达到预期效果。
3.2 第二次热氮吹扫
在初次热氮吹扫投用两个月后脱氯罐再次穿透,结合上次吹扫经验,考虑到压力对吹扫效果的影响,车间计划采用抽真空+热氮吹扫形式再次进行吹扫。
3.2.1 抽真空脱水原理
水的沸点和真空度的关系如图3 所示,可见水的沸点随压力降低而降低。
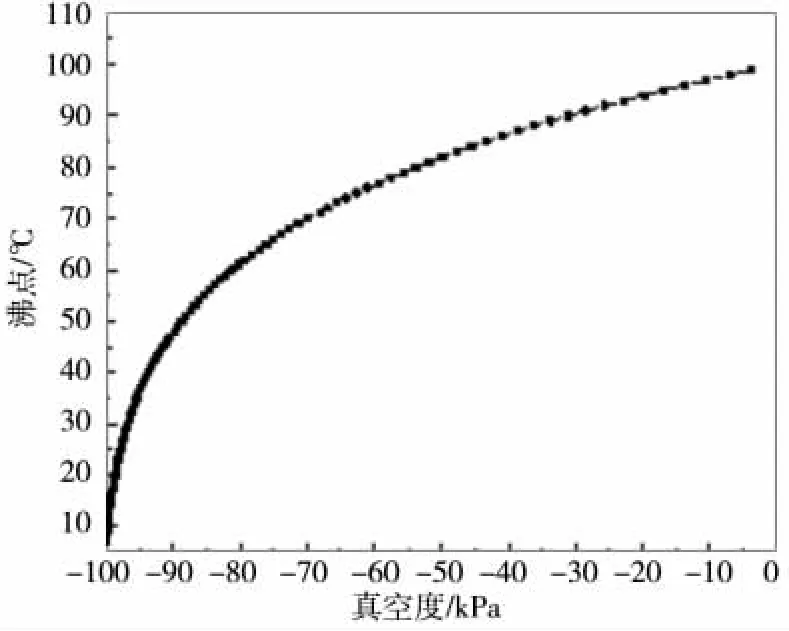
图3 水的沸点和真空度关系
通过第一次试验可知,氢气脱氯罐出口温度最终能达到约50 ℃,实际床层温度高于出口温度。查表可知,水的沸点为50 ℃时,对应的压力约-89 kPa,为促使脱氯剂吸附的饱和水更容易汽化析出,可将罐压控制在-89 kPa 以下,但不得低于容器允许最低压力。车间计划通过抽真空的方法将氢气脱氯罐抽至约-90~-100 kPa(查询容器数据表得知氢气脱氯罐最低承受压力为-0.1 MPa),控制罐出口温度不低于50 ℃,从而达到脱氯剂脱水干燥的目的,恢复其脱氯效果的同时减少氮气消耗。
3.2.2 真空热氮吹扫试验
真空热氮吹扫流程如图4 所示,在第一次热氮吹扫流程基础上增加抽真空流程,即从氢气脱氯罐顶部短节接管线至苯抽提真空泵入口管线。
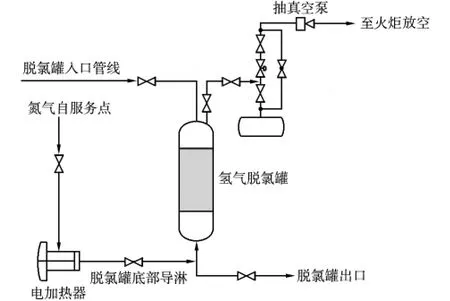
图4 真空热氮吹扫流程
对氢气脱氯罐切除隔离,进行真空热氮吹扫试验。利用真空泵将罐压抽负压后,根据真空泵排量,定量补入适量的氮气,最终控制在氮气用量200 Nm3/h,控制脱氯罐的负压稳定在-90~-100 kPa。期间使用露点仪在抽真空泵出口处测气体水含量,吹扫效果如表2 所示。吹扫至第6 天,气中水量降至15×10-6,吹扫完成。
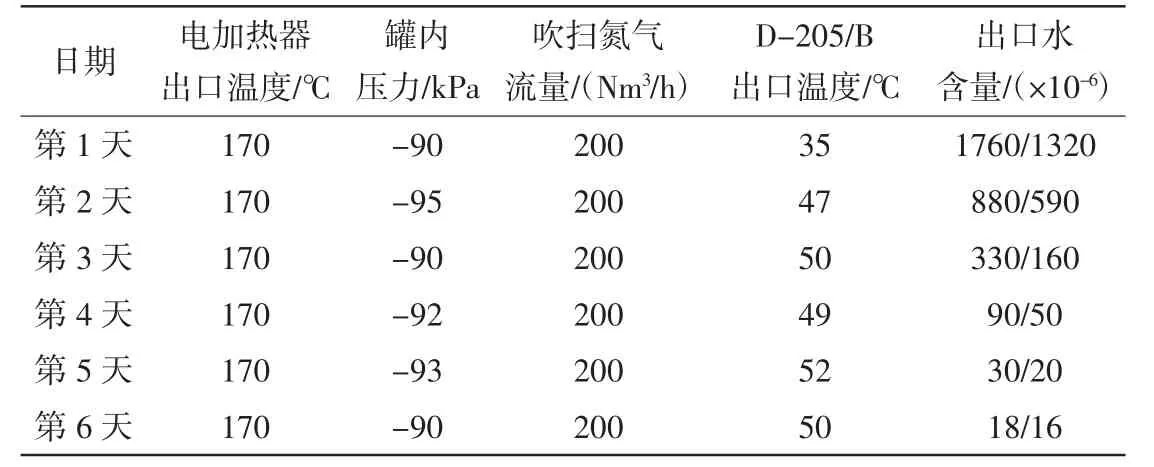
表2 氢气脱氯罐第二次热氮吹扫试验进程
3.2.3 试验效果分析
热氮吹扫期间,测得水含量从1760×10-6陆续下降至16×10-6,水含量变化情况如图5 所示。此方案较第一次吹扫提前了1 d 完成,证明“抽真空+热氮吹扫”方案可有效去除脱氯剂中的水且效果较好。相比于常压吹扫,抽真空可以加快脱氯剂中水的脱除速度,节约氮气用量。
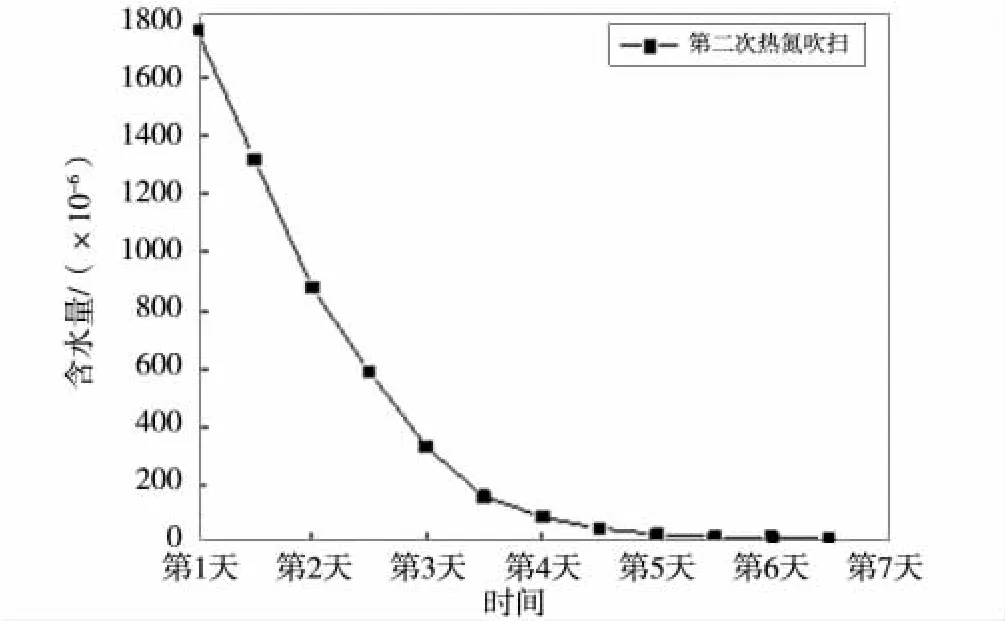
图5 第二次热氮吹扫出口水含量变化
吹扫结束后,氢气脱氯罐恢复投用,投用当天检测其出口氯含量为0。3 个月后,出口氢气检测出现氯含量大于0.5×10-6的现象。此次抽真空+热氮吹扫试验,延长脱氯剂使用周期3 个月,但受利旧抽真空设备制约,抽真空效果不稳定,未能完全达到预期效果。
3.3 经济效益及效果对比分析
两次热氮吹扫效果对比如图6 所示。吹扫试验费用见表3,吹扫总费用分别约为3.3 万元和2.9 万元。根据计算,UOP 脱氯剂一个使用周期平均总费用约4.8 万元/月,热氮吹扫后脱氯罐使用周期超过一个月便可收回成本。两次热氮吹扫共延长使用周期5 个月,总计节约费用17.8 万元。

表3 两次吹扫费用对比 万元
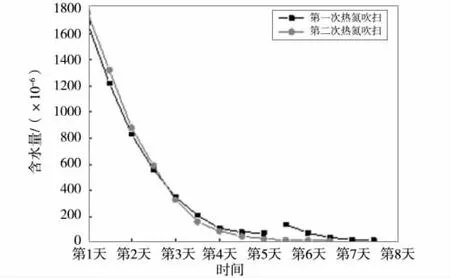
图6 两次热氮吹扫出口水含量变化
从经济方面来看,两次热氮吹扫的成本相近,均低于换剂成本,提高了经济效益。从效果上来看,两次吹扫分别延长了脱氯剂使用周期2 个月和3 个月的时间,均取得较好效果,达到吹扫目的。第二次热氮吹扫增加了抽真空步骤,吹扫效果略优于第一次,提高了吹扫速率,缩短了吹扫时间且节约了氮气用量,但在吹扫过程中需时刻关注罐内压力变化情况,这增加了操作难度。
总体上来看,提高氮气吹扫流量操作风险较低且切实有效,但是会受到当前设备工况的制约。
4 流程改造
两次试验结果证明,热氮吹扫脱水再生方案可行,虽抽真空可优化吹扫效果,但增加了操作风险与难度,提高氮气流量即可提高吹扫效果又便于实际操作,因此计划增设热氮吹扫循环脱水设施长期使用,减少氮气用量的同时保证较高的吹扫速率,进而延长脱氯剂的使用寿命、降低脱氯成本,减少危废品污染。
4.1 新增脱氯罐热氮吹扫循环脱水系统
计划新增脱氯罐热氮吹扫循环脱水系统,在氢气脱氯罐或汽油脱氯罐出现因水多造成氯含量超标后可进行热氮吹扫,以恢复脱氯剂氯容,延长使用寿命(图7)。
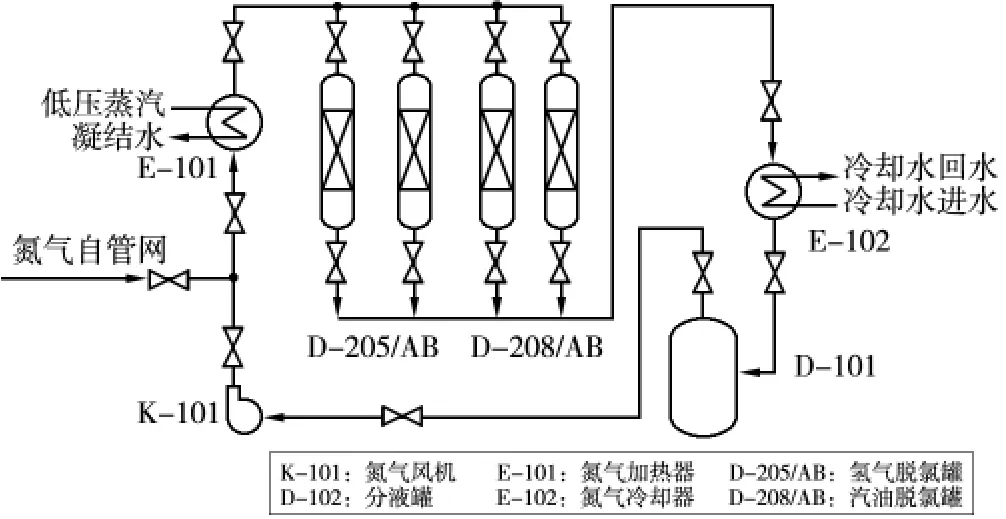
图7 脱氯罐热氮吹扫流程
改造后,采用0.6 MPa 氮气为脱氯罐系统充压至0.1 MPa左右,启动氮气风机将氮气送至氮气加热器,加热至150 ℃左右后对饱和的脱氯罐进行热氮吹扫,吹扫后气体经过氮气冷却器冷却、降温,进入分液罐脱水后再进入循环风机。该吹扫方式可以使氮气循环量达到1000 Nm3/h 以上,但总消耗量可控制在2000 Nm3以下,预计约8 d 即可取得较好的效果。
经吹扫后,氢气脱氯罐的使用寿命可延长至6~8 个月,单罐可进行2~3 次吹扫,合计单罐使用寿命可达24~30 个月。
4.2 经济核算
对改造费用进行分析,核算其经济效益。
(1)新增的热氮吹扫系统中,主要设备罗茨风机、氮气加热器、水冷器均可利旧,改造总费用约17.9 万元。
(2)单罐换剂方面,脱氯剂型号为UOP,单罐的装填量为10.26 t,按脱氯剂3.4 万元/t、危废处理0.25 万元/t 来计算,施工费用为6.2 万元,则总消费约43.65 万元。
改造后单次吹扫氮气用量大幅下降,吹扫成本降至1.1 万元,比改造前节省约60%(表4)。
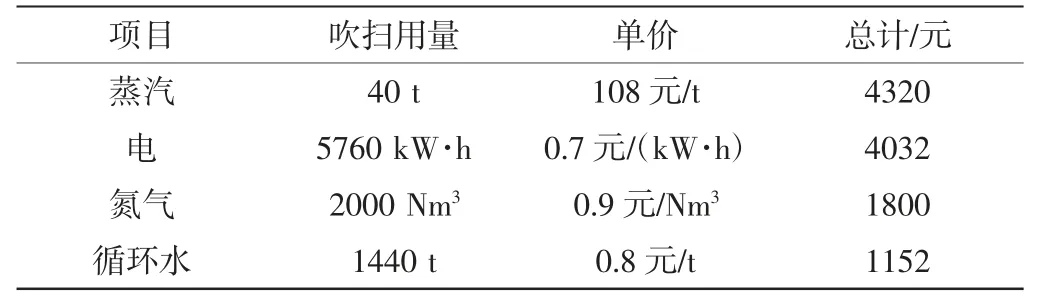
表4 改造后热氮吹扫单次费用(估算)
按照目前UOP 脱氯剂正常使用10 个月出现穿透的情况计算,经过热氮吹扫预计可使脱氯剂单罐使用周期达到24~30个月;而不进行热氮吹扫的脱氯剂在30 个月内需换剂2 次正常需进行换剂。两种运行方式的经济效益对见表5。

表5 热氮吹扫经济效益对比(估算) 万元
结合表5 可以看出,本次改造的效果主要体现在3 个方面。
(1)在经济方面,新增加热氮吹扫设施的投资在一次吹扫后即可收回,运行30 个月可节约换剂费用约66.1 万元并减少了废剂的产生,而且随着吹扫次数的增多,经济效益会越来越高。另外,新增的热氮吹扫设备还可用于汽油脱氯罐,在其停工吹扫时使用可以大幅降低氮气置换时间,提高经济效益。
(2)安全方面,罐脱氯剂延长使用周期至30 个月,大幅降低生产中的换剂频次与施工作业风险。
(3)环保方面,减少换剂频次可有效减少废剂的产生,降低其深埋对环境造成的污染。
5 结论
(1)氢气中过量的水会与氯形成竞争吸附,降低CLR-204脱氯剂的氯吸附容量,脱氯剂对水的物理吸附可逆,水的脱除能使其恢复一定的脱氯能力。
(2)热氮吹扫可以有效脱除CLR-204 脱氯剂上的水,延长脱氯剂的使用寿命,降低换剂频次,减少废剂导致的环境污染同时提高经济效益。热氮吹扫效果与吹扫温度、氮气流量、吹扫时长、罐内压力等有关,在不破坏脱氯剂结构的前提下适当提高吹扫温度可加快水的脱除速度与程度;在一定范围内,提高氮气吹扫流量可有效提高吹扫效率;随着吹扫时间的延长,脱氯剂吸附水量逐渐下降;提高罐内真空度可降低水的沸点,有助于水的汽化脱除、提高吹扫效率,但会增加操作的难度与风险。
(3)新增热氮吹扫循环脱水设施,可有效降低氮气使用总量,在降低吹扫成本的同时保证吹扫效果。在安全环保方面,可以减少换剂频次与施工风险,以及废剂产生对环境造成的污染。
