长役龄储柜布料系统优化改进
2023-08-29马齐瑶
马齐瑶,向 光,戴 勇,禹 韬
(湖南中烟工业有限责任公司长沙卷烟厂,湖南长沙 410007)
0 引言
在卷烟生产过程中,储柜广泛应用于预混、储叶、储丝等工序,主要起到混合配方、平衡水分、吸收料液、缓冲衔接和流量控制的作用[1]。储柜布料系统主要包括柜顶轨道、布料行车、分配行车3 个部分,其中分配行车在布料行车上方作横向寸动将物料均匀输送给布料行车,布料行车沿柜顶轨道作纵向往复运动,通过纵横往复的布料方式将物料均匀地平铺在柜体内部。长役龄储柜布料系统易出现布料行车走轮打滑、分配行车和与布料行车错位的现象,会造成布料行车报警停车、物料泄漏、储柜布料不均的情况,储柜布料不均易造成出料流量波动,出现断料或堵料现象[2]。
1 储柜工作原理
储柜主要包括柜体、布料行车、分配行车3 个部分,柜体上方两侧安装有沿水平方向平行的轨道,布料行车位于储柜柜体上方,由布料皮带机、布料行车支撑架、齿轮齿条装置、走轮及驱动电机组成,布料皮带通过4 组齿轮、齿条装置实现在布料行车支撑架上的固定及横向位移。4 组走轮安装在布料行车支撑架上,其中一组走轮为带电机的主动驱动轮,其余3 组走轮为随动轮,走轮均与柜体上方两侧的轨道接触,通过走轮在轨道上的移动来实现布料行车的纵向往复运动。分配行车在布料行车上方作横向往复寸动,通过和纵向往复运动的布料行车相配合,实现物料在储柜内的均匀分布[3]。储柜结构及工作原理如图1 所示。
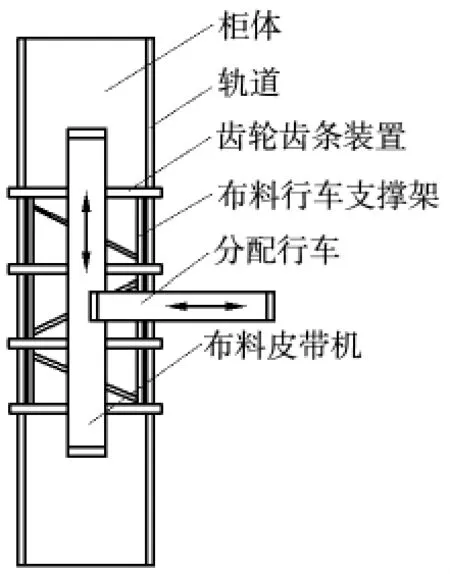
图1 储柜结构及工作原理
储柜布料系统主要由柜顶轨道、布料行车、分配行车3 个部分构成,布料行车在柜顶轨道上反复运行,分配行车依据程序的设定在规定的时间间隔后横向位移一定距离,在分配行车横向位移设定距离后,布料行车在程序控制下通过4 组齿轮、齿条装置驱动横向位移同样的距离,这样就能保证布料行车和分配行车始终处于相互配合、物料交接顺畅的位置。
2 布料行车纵向往复驱动系统
布料行车支撑架上安装有4 组走轮,其中1 组走轮为主动轮,由走轮驱动电机通过链传动进行驱动,其余3 组为随动轮,4 组走轮均与轨道相接触并通过主动轮驱动实现纵向往复运动(图2)。布料行车纵向往复的过程中,有一激光测距仪测量布料行车纵向往复的位移是否符合程序的设定值,如果实际位移与程序设定值不匹配,布料行车会自动报警停车。

图2 布料行车纵向往复驱动系统
3 布料行车与分配行车定位方式
布料行车与分配行车通过激光测距仪进行定位[4],布料行车和分配行车在横向位移方向上均装有激光测距仪反光板,在储柜固定机架上安装有激光与接收传感器,激光实时发射至布料行车与分配行车的反光板上,接收器接收返回的激光光束,通过PLC 处理后,得出布料行车及分配行车与固定的传感器之间的距离。这两个距离信息传入PLC 中,通过设定的程序自动控制布料行车与分配行车的横向位移,确保布料行车和分配行车位于相互配合的位置,在程序设定的时间内,布料行车与分配行车未移动至配合位置,储柜布料系统会报警停车。
4 布料行车走轮打滑、分配行车和与布料行车错位的现象
4.1 布料行车走轮打滑分析与改进思路
由于布料行车长时间使用运行,布料行车走轮及轨道均有较大磨损,行车走轮对轨道的适应能力持续下降,轨道上任意一处的凹面下沉和光面磨损都有可能导致布料行车走轮打滑。布料行车现有的4 组走轮中,只有1 组主动轮,当主动轮发生打滑时会导致布料行车纵向往复运动卡阻甚至停滞[5],导致布料行车在程序设定时间内不能完成相应的位移,储柜布料系统报警停车,进料停止。在制丝流水线生产过程中,当储柜进料停止时,前段生产流程也会相应停产,造成较大的经济损失。
为解决长役龄储柜布料系统易发生走轮打滑的问题,设计制作一种储柜布料行车增强驱动装置,通过新增一个增强驱动轮来提高布料行车纵向往复运行的稳定性。
4.2 分配行车与布料行车错位分析与改进思路
观察生产过程中分配行车与布料行车运行情况,发现分配行车用来定位的激光测距仪反光板在行车运行过程中有抖动现象,导致分配行车运行过程中定位不准。分配行车与布料行车运行过程中的刹车模式采用的是切断动力后利用行车自重产生的摩擦阻力进行制动[6],随着设备长时间运行老化,分配行车与布料行车制动效率持续下降,现分配行车与布料行车运行过程中制动位置控制参数已不适应现在的工况,容易出现错位的情况。需要提高激光测距仪测距精度,优化布料系统控制程序,减少分配行车与布料行车错位的情况。
5 改进措施
5.1 布料行车增强驱动装置的设计
储柜布料行车增强驱动装置主要由安装支架、增强驱动轮支撑轴、增强驱动轮、从动链轮、传动链条、主动链轮、布料行车主动轮组成(图3)。
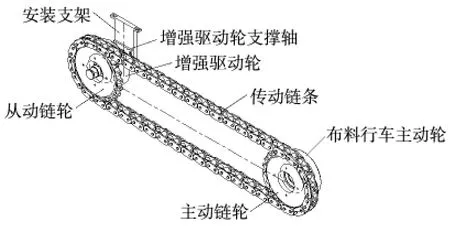
图3 储柜布料行车增强驱动装置结构
储柜布料行车增强驱动装置各组件位置分布如爆炸图4所示。

图4 储柜布料行车增强驱动装置爆炸图
安装支架用于将增强驱动轮固定在布料行车支撑架上,其顶部和底部共开有4 个腰型孔,用于固定在布料行车支撑架上,并可以左右调整其安装位置。安装支架上有4 个螺孔,用于固定增强驱动轮支撑轴。增强驱动轮支撑轴用于安装增强驱动轮,轴上开槽,用于安装挡圈。支撑轴底部安装孔采用腰形孔设计,可以实现上下两个方向的位置调整。
增强驱动轮外径和布料行车主动轮外径相等,确保两轮线速度一致,布料行车主动轮通过链传动带动增强驱动轮作同步同向转动。增强驱动轮内侧有一台阶,台阶两侧各装有一个深沟球轴承,轮内开槽,用两个挡圈分别对两个轴承外圈进行限位。主、从动链轮采用同一规格,确保增强驱动轮和布料行车主动轮线速度一致,在链轮上开有4 个通孔,便于将链轮用螺钉固定在增强驱动轮和布料行车主动轮上。传动链条和主、从动链轮相啮合,将布料行车主动轮的转动传递至增强驱动轮,通过调整安装支架的左右位置,可以对传动链条进行张紧或松开。
5.2 布料行车增强驱动装置的实际运用
(1)在布料行车支撑架适宜位置打4 个腰形孔,用4 颗螺钉将安装支架固定在布料行车支撑架上,安装支架上4 个螺孔朝外。
(2)将两个深沟球轴承安装在增强驱动轮上装好挡圈,将增强驱动轮支撑轴轴端装入深沟球轴承内圈位置并装好挡圈。
(3)将增强驱动轮及增强驱动轮支撑轴装到安装支架上,用4 颗螺钉进行固定,可以通过调整支撑轴上的4 个腰形孔进行上下位置的微调以确保走轮和轨道接触,再将从动链轮安装在增强驱动轮上,用4 颗螺钉进行固定。
(4)在布料行车主动轮上钻4 个孔并攻丝,注意螺孔位置应该和增强驱动轮保持一致,用4 颗螺钉将主动链轮固定在布料行车主动轮上。
(5)安装传动链条,传动链条和主、从动链轮相啮合,将布料行车主动轮的转动传递至增强驱动轮,通过调整安装支架的左右位置,可以对传动链条进行张紧或松开,确保传动链条张紧适度。
(6)储柜布料行车增强驱动装置安装完毕,试车正常后加装防护罩即可投入生产使用。
增强驱动轮通过链传动,实现和布料行车主动轮的同步运转[7],当布料行车主动轮打滑时,增强驱动轮仍然能正常运转,带动布料行车正常运行,避免因为布料行车主动轮打滑导致的布料行车纵向往复异常,减少走轮打滑导致的布料故障。对于长役龄储柜,更换全部磨损轨道及走轮也能解决布料行车打滑问题,不过成本高、改造时间长、施工难度大,通过新增布料行车增强驱动装置,可以显著提升长役龄储柜的布料稳定性,效果显著,成本低廉,具有较高实用推广价值。
5.3 提高分配行车与布料行车定位精度
(1)设计制作一个分配行车激光测距仪反光板固定支架(图5),通过新增两个支撑肋,确保反光板在行车运行过程中的稳定性,提高行车定位精度。

图5 激光测距仪反光板固定支架
(2)重新调整分配行车与布料行车运行程序,优化行车距离计算方法、控制逻辑和制动位置控制参数。对布料行车与上方的分配行车实际运行距离进行测量,每个柜横向点动5 次,记录总的距离偏差,计算得出每次运行的距离偏差,在PLC 程序中对原程序进行优化,将点动距离减去偏差作为修正值,设置为布料行车的实际运行设定值,再根据生产过程实际进料情况进行进一步的位置微调和行车定位。
6 改进效果
改进之后,由于布料行车走轮打滑、分配行车和与布料行车错位引起的储柜报警停车次数降低80%,显著提升长役龄储柜布料系统的运行稳定性。
7 结束语
对于长役龄储柜,更换全部磨损轨道走轮、更新激光测距装置成本高,改造时间长。通过新增布料行车增强驱动装置、提高分配行车与布料行车定位精度可以显著提升长役龄储柜的布料稳定性,是一种低耗高效的长役龄储柜维保方法。
