氧气斜吹转炉自动润滑系统的故障排查及优化
2023-08-29张龙
张 龙
(河南中原黄金冶炼厂有限责任公司,河南三门峡 472000)
0 引言
氧气斜吹转炉是一种非常灵活的冶炼装置,对适用该工艺的不同物料都可以进行冶炼和处理,生产出相应的产品。此冶炼装置在铜冶炼生产流程中用于贵金属精炼,被归类为重点A类设备。该设备的运转部位大多位于高温密闭并有烟气冲刷的环境中,科学规范地周期性定量润滑对设备正常运行至关重要。自动润滑系统的正常运行能够确保氧气斜吹转炉各回转部位的高效工作,消除人工加油的安全风险,提升成套冶炼装置的智能化水平。
1 氧气斜吹转炉自动润滑系统的原理及润滑条件
1.1 自动润滑系统原理
氧气斜吹转炉自动润滑系统由电动给油泵、储油罐、自动润滑泵、电磁换向阀、油路块、电控柜及管路附件等组成。润滑油路采用1 个电磁换向阀控制1 个润滑点的方式,共有30 个电磁换向阀、28 条润滑油路,其中2 个电磁换向阀为备用,装置原理如图1 所示。自动润滑系统分为手动状态和自动状态。
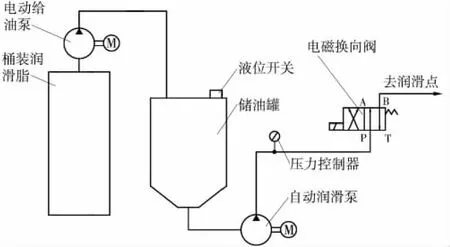
图1 自动润滑系统原理
(1)手动状态工作方式。把面板转换开关打到手动位置,分别按动电控箱面板上的带灯按钮,自动润滑泵开始工作,对应的电磁换向阀得电打开供油回路,当再次按动此按钮时,对应的给油电磁阀失电关闭供油回路,单点的打油期间由开合按钮的时间间隔确定。28 个润滑点的供油原理相同。
(2)自动状态工作方式。把面板转换开关打到自动位置,1 号电磁换向阀得电打开1 号供油回路开始供油,当供油时间达单点设定值时,1 号电磁换向阀失电关闭,随后2 号电磁换向阀得电打开供油回路开始供油,当供油时间达设定值时,2 号电磁换向阀失电关闭。以此类推,当30 号电磁换向阀工作完成后,系统停止。随后自动润滑系统按照人工设定的间隔时间开始计时,当计时达设定值时,1 号电磁阀重新得电打开供油回路开始供油,开始下一个循环的供油工作。用户可以根据炉体各润滑点的润滑需求,修改供油点的单点供油时长,灵活调整供油回路的供油量。当供油时间设置为0 时,程序直接跳过该工作点,跳转到下一个工作点。
(3)供油点故障监控。位于电控柜的人机界面显示有故障清单,包括润滑泵故障、低油位、出油点堵塞三类。当某个供油点电磁换向阀得电打开供油回路时,正常情况下因打开供油回路,供油压力应下降,如果因供油点堵塞等情况不能正常供油时,供油压力将持续上升,当压力上升到控制器的设定值40 MPa 时,系统将发出供油点堵塞故障信号,并跳过此供油点,打开下一个供油点。
(4)储油罐补油:当储油罐油位低时,电动给油泵自动启动,将桶装润滑脂补充到储油罐内,储油罐达预设液位时电动给油泵自动停止工作。桶装润滑脂根据润滑脂消耗情况人工定期更换。
1.2 润滑点及润滑条件
氧气斜吹转炉的主要运动方式为倾转运动和回转运行。回转运动是炉体的主要运动,炉体以固定的倾动角度根据不同的工艺阶段以0.5~15 r/min 的速度旋转,炉体支撑圈落在4 个回转轮上,炉体的轴向力落在2 个轴向托轮上,回转轮及轴向拖轮落在倾动框架上。炉体通过底部液压马达驱动旋转,扭矩的传递是通过鼓形齿联轴器实现的,鼓形齿联轴器将扭矩通过连接轴上的端面键传递至炉体。倾动运动是炉体的辅助运动,炉体倾动框架座落在4 套炉体倾动拖轮上,炉子的倾转速度在0~1 r/min之间。炉体外部布置有环保烟罩,将炉体与外部环境隔离。
回转运动中共有4 个回转轮和2 个轴向拖轮,每个回转轮设有3 个润滑点位,每个拖轮有2 个润滑点位;底部液压传动轴承处有2 个润滑点位;轴向方向布置2 套轴向压辊,各有1 个润滑点位。倾转运动中,4 个倾动拖轮各有2 个润滑点位。整个炉体共有28 个自动润滑点位(图2)。
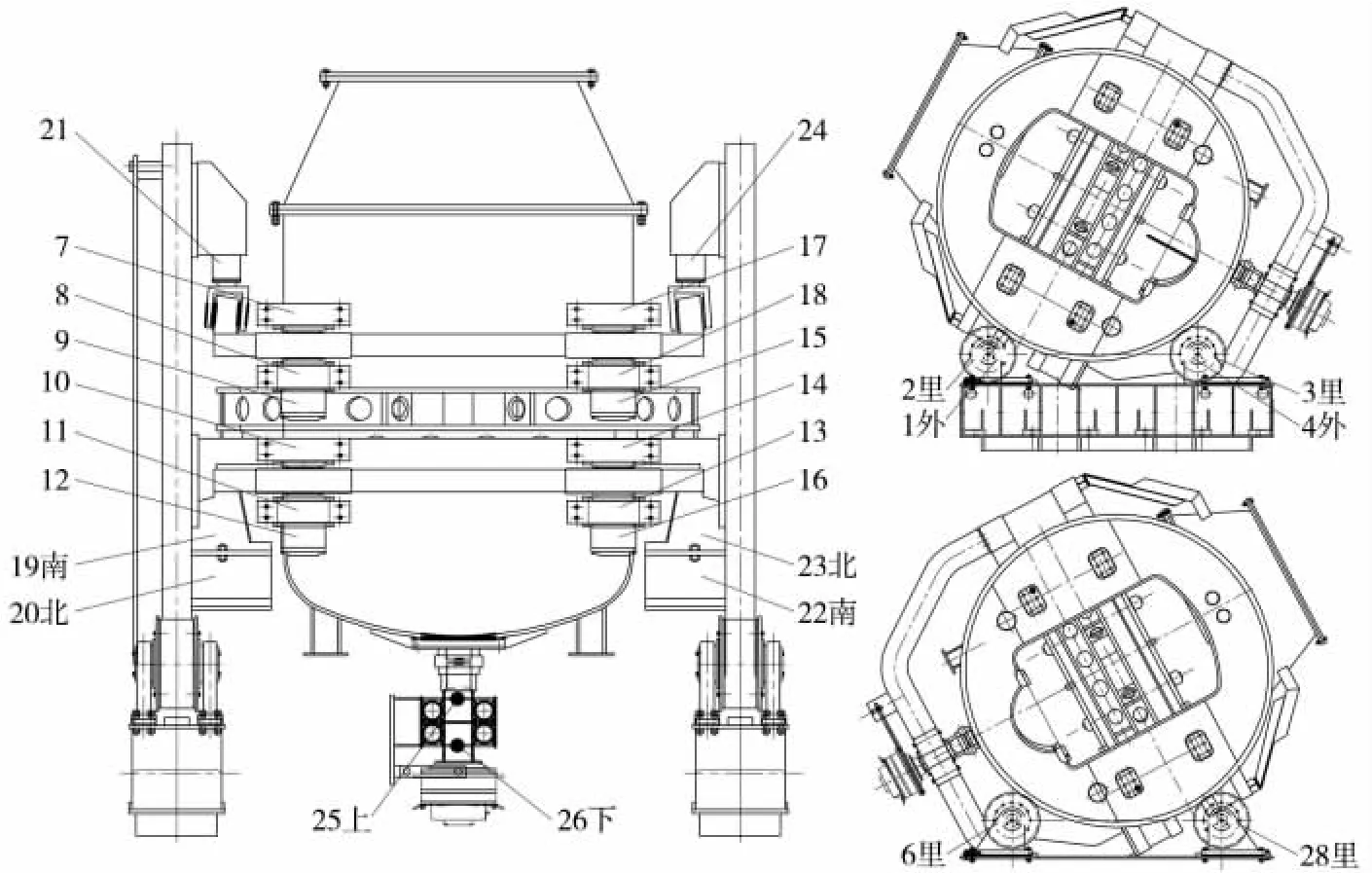
图2 炉体28 个润滑点位
自动润滑系统根据氧气斜吹转炉单个润滑点所需的润滑脂量及加油周期实现“点对点”打油。润滑管道能够随着润滑点的位置变化而变化,泵站至润滑点的管道采用铜管和非金属材料的专用油管组成。其中非金属材料专用油管主要用于环保烟罩内部的活动部位,在长期高温环境下不易变形、内壁不出现锈蚀脱皮等现象。油管外壁设置保温隔热层,确保油管内部润滑脂在-20~120 ℃的温度范围内不出现凝固、碳化结焦等现象。泵站至润滑点的管路根据炉体运转及检修需要灵活布置。
1.3 润滑脂的选择
本装置润滑脂主要选用0 号二硫化钼锂基润滑脂。该润滑脂极压抗磨性好,含二硫化钼微粉,可有效降低机械摩擦部位的磨损,可在-20~120℃的温度范围内使用,广泛应用于冶金、矿山、石化、电力等企业生产设备轴承、联轴节、齿轮等部位的润滑,具有优良的抗氧化性能,保证较长的换脂周期、降低摩擦副的摩擦因数、减少摩擦阻力,具有良好的机械安定性能和防锈性,能够延长设备使用寿命,并防止运转过程中的锈蚀。
2 故障原因分析
氧气斜吹转炉润滑部位的点位多且分散,处于高温、粉尘条件下的相对密闭的环保烟罩内,工作在不同生产条件下的不同位置,日常生产过程中检查困难,每次彻底检查只能在为期3 个月的炉壳更换期间进行。科学规范地周期性定量润滑至关重要,自动润滑系统的正常运行能够确保各回转部位的高效工作确保工艺流程稳定。在近年的运行中,润滑失效的情况时有发生,主要原因有以下6 个方面。
(1)润滑脂在润滑油路中流动性变差,出现干结、碳化现象。在冶炼生产中,炉内温度在1200 ℃左右,炉身周边局部温度在200 ℃以上。如果油管外壁保温隔热层出现破损现象,管内二硫化钼锂基润滑脂温度将急剧升高,热会导致油从稠化剂中过量流失,并加速油脂的氧化,使得润滑油路中的润滑脂流动性变差。
(2)润滑油管卡扣松脱,管道掉落。炉体在倾动过程中,部分润滑油管在跟随运动中受到摩擦及扭转作用,油管卡扣出现松动或拉拽情况,严重时会出现管道掉落。
(3)润滑点供油量不满足设定要求。进入轴承座内的润滑脂在润滑腔内充满后,多余的润滑脂会通过轴承座端盖与轴之间的缝隙排出。润滑点的供油量与润滑管道管道长短、单点给油时间、被润滑的轮座运动状态等因素有关,存在润滑脂输送不均匀,没有按照预设供油量供油的情况。
(4)电磁换向阀不工作。电磁换向阀因阀芯内部异物卡顿运转不良、电磁线圈损坏或者接线端子松动等原因,都可能造成电磁换向阀不工作。
(5)炉体检修或油管排查中出现端部接头安装错位、调试时间长等问题。因集中润滑泵站距离润滑点较远,管道分为铜管和非金属材料专用油管,油管末端缺少编号,油管排查过程中存在润滑泵站点位与现场不相符的情况。
(6)油路系统紊乱,出现一个点打油多个点出油现象。在手动调试期间,当手动按动操作面板一个润滑点时,而其他多个润滑点出油。油路系统紊乱主要与电磁换向阀的选型及阀座安装有关。电磁阀在失电状态,供油方向为P 口到A 口,A 口与出油口B 口通过安装有手动调节阀的管道相通。
3 故障排查方法
根据润滑系统失效的具体情形及原因,有针对找到正确且适合的方法非常重要。在深入掌握自动润滑系统原理的基础上,对自动润滑系统的故障排查及优化改进,主要有以下5 个方面。
(1)油管堵塞的排查方法分为直接观察法和间接观察法。手动状态下点动各润滑点位,将轴承座对应点位接头拆掉,观察润滑脂的流动情况为直接观察法;若打点后5 s 后没有出油,可将管路接头至于水面下,观察是否有气泡冒出,为间接观察法。也可以采取由使用点到泵站依次拆解油路接头的方法进行排除。直接观察法虽然直观,但缺乏实操性,受到高温的润滑脂往往堵塞在油管的中间位置。采用间接观察法,并辅以拆卸油管接头的思路效果显著,但排查耗时较长。因炉体检修空间和时间受限,以上排查方法需要点检人员穿着通体防护服在高温条件下进行,存在人员安全风险。
(2)交叉点检法。供油量过少或中断会造成回转部位的轴承温度急剧升高,可利用炉体生产间隙,对运转部位进行红外测温交叉点检,若温升异常,则对该润滑管路重点排查。
(3)油管标记法。在环保烟罩上设置磁力快开式点检观察门,门沿上焊接门轴并加装小块磁铁,使用时只需变换磁铁吸附位置,可实现点检门轻推开启、门板无扶固定、轻拉关闭等功能,实现炉体生产过程中的快速排查。润滑点位末端及中间部位挂装金属材料钢印号码牌,确保单条管线输入端、中段及末端都能逐一对应,实现润滑管路对号入座,显著提高排查效率。
(4)电磁换向阀的排查。首先排查电磁线圈的接线端是否存在线路故障,然后将阀块拆卸后手动通阀,手动通阀不动则判定为异物卡顿,需要拆卸阀芯,使用专用清洗剂清洗阀芯后组装调试。
(5)油路块的检查。油路块的油道分析为故障处理的关键点,需分辨油路块的进出口通道。将阀座拆卸后,使用直径较小的直线导杆及煤油将残留润滑脂清洗干净,利用强光手电照射观察通道的相关性,用注射器注油的方法找到油路块上各孔的位置关系及导通关系,包括电磁换向阀对应的P、T、A、B 安装孔。经排查发现,其中T 口为封闭孔,油路块上无通道。电磁换向阀失电时位于左位,对应流通方向为P 口到A 口,B 口到T 口,A 口在油路块上的出口与到B 口的入口通过管道及手动调节阀连接,若手动调节阀失效,即使电磁阀处于失电的未导通状态,只要润滑泵工作,润滑油依然可以通过P 口流向A 口,再通过手动调节阀流向B 口,上述无效的连通将引发润滑点位紊乱。为确保润滑系统点对点打油,选用合适的丝堵封闭油路块上A 口对应的出油口,简化油路结构,从根本上消除油路系统紊乱问题。
4 改进措施
通过对自动润滑系统的原理分析,较好地解决了油路堵塞、出油口紊乱等问题,结合使用实际情况,提出进一步优化及改进措施。
(1)堵塞报警引入DCS 控制系统。对自动润滑系统控制系统进行改造,增设通信模块及声光报警装置,将堵塞报警信号引入DCS 控制画面,系统报警信息能够被岗位操作人员实时掌握,避免因润滑不良造成的设备异常,提升系统的智能化水平。
(2)回转运动部位设置实时温度监测装置。在氧气斜吹转炉回转轮座等部位设计红外测温装置,处于密闭、高温环境下的运转部件的温度与润滑状况相关联,建立温度与润滑点的单点供油时长数据对应表,有针对性地调整运转部件供油量。
(3)旧润滑脂的定向排放。自动润滑系统在工作中,轴承座内容积被润换脂充满后,高压油脂会将旧油脂通过轴承座端面挤出,流失的油脂附着在轴承座周边易粘附灰尘,且遇到明火容易燃烧,需定期清理旧润滑脂,将润滑脂的由无序排放变为有组织清理。
(4)进油口三通的改进设计。在润滑油管与轴承座连接处由直通连接改为三通连接,增加的一端可用于安装流量感应器或球阀,便于核实出油量及判断油管通断。
(5)电磁换向阀选型。对电磁换向阀进行重新选型,将原系统中的二位四通阀替换为结构更简单的二位二通阀,阀体故障少、清洗安装方便。
5 结束语
分析自动润滑系统的工作原理,提出针对自动润滑系统油路堵塞及油路紊乱故障的排查方法,可以快速找出故障点,并根据故障原因给出有针对的优化改进措施,消除故障隐患,对延长设备寿命、降低工人劳动强度有积极意义。
