焊接保护气同轴快速混气装置的设计与优化
2023-08-28李方亮程尚华武少杰程方杰
李方亮, 程尚华, 武少杰, 程方杰,2
(1.天津大学 材料科学与工程学院, 天津 300350; 2.天津市现代连接技术重点实验室, 天津 300350)
奥氏体不锈钢焊缝金属内铁素体含量和形态会显著影响其性能[1-3]。与金属元素Ni相比,N也是一种强奥氏体化元素,一定程度上N可以代替Ni添加到不锈钢中作为奥氏体稳定元素。通过保护气体添加N2是一种灵活方便调控焊缝铁素体含量的方法[4]。Tseng等[5]研究发现在304型不锈钢焊缝金属中,随着焊接保护气中N2含量的增加,焊缝金属的N含量显著增加,铁素体数(ferrite number, FN)随之降低。Shankar等[6]研究发现,对于316L型不锈钢,Ar中N2体积分数由0到0.4%,其焊缝N的质量分数从0.036%增加到0.07%,铁素体含量从2.7降低到1.7,凝固模式从FA/AF变化到AF。赵洋等[7]研究发现,N的加入会阻碍铁素体向奥氏体转变过程中的相界面迁移,加速奥氏体的成核和生长。304L不锈钢GTAW熔覆金属中的铁素体含量随氩氮混合气中N2百分比增大而减小[8-9]。
利用气体加N2的方法来控制不锈钢的铁素体含量,二元气体配比精度等问题至关重要,文献[10-12]分别采用不同的研究方法设计了混合气体配比装置,但是上述研究仅停留在固定配比的静态气体成分测定层面,没有讨论对动态气体配比的分析与研究。文献[13-15]提出了一种焊接保护用Ar+CO2自动闭环配比系统的设计方案但未验证。
工业生产中一般采用固定配比的气瓶供给焊接保护气。某些场合下也会采用带有一个小型混气罐的气体配比器来调整焊接过程中的气体比例。由于混气罐的存在,混气过程的响应时间就比较长,而且难以精确控制焊接保护气的配比。因此,传统的气体配比器难以满足不锈钢现场焊接频繁调节N2百分比的要求。针对奥氏体不锈钢焊接调控铁素体含量的这一特殊需要,本文设计了一种不带储气罐的快速混合装置,并利用计算流体力学软件ANSYS FLUENT对其进行了模拟计算和优化。
1 同轴混气装置的设计
本文设计的同轴混气装置基于最简单的三通管件。一个三通管中,2个管口分别输入2种不同的气体,第3个管口即可输出两者的混合气。但是如果某一气体的流量远小于另一气体,就会受另一气体紊流作用的影响,无法保证出口气体配比的稳定。为了解决这个问题,本文在普通三通管的基础上,将小流量的N2入口的前端设计成一个缩径的细管,并使其保持与混气管同轴布置,从而实现快速、平稳混气的效果,图1为其结构示意图。

图1 同轴混气装置结构示意Fig.1 Physical model of coaxial gas mixer
由于常用的气体成分测定仪器测定的是静态气体成分,无法实时监控在使用过程中的动态N2含量变化规律,本文利用ANSYS FLUENT软件,对该混气过程进行仿真研究。
参考图1,仿真中设定Ar管长为0.1 m,N2管长和混气管长都为1.0 m,这3个导气管的直径为D;同轴送气管的直径为2.0 mm;其前端距三通交汇处距离为伸入长度为L。
定性的分析可知,同轴送气管的伸入长度L会影响N2流的稳定性,进而改变出口气体成分的稳定性,管径D则是影响气体流速的重要因素之一,会影响二元气体的混合时长。故本文对同轴快速混气装置的优化主要考虑这2个关键参数。
观测选取同轴混气装置横截面的N2摩尔分数云图,用以研究伸入长度L对N2气流扰动的影响,观测出口N2摩尔分数均值及出口云图,用以研究混合气成分稳定性和均匀性;观测出口N2摩尔分数及其波动范围,研究管径D对混气时长和出口混合气均匀度的影响。为了与传统配比器进行对比,还单独构建了带有10L混气罐的气体配比器的仿真模型。
对各尺寸结构进行网格划分时,整体网格均采用结构化的六面体网格,最小网格质量都在0.6以上,符合流体计算要求。
2 同轴混气过程的数学模型
模拟计算采用基于压力的求解器和瞬态计算方法,数学模型采用k-ε湍流模型与物质输运模型。
2.1 标准k-ε湍流模型
湍动能k和耗散率ε的传输方程分别为:

(1)

(2)
(3)
Pk=μtS2
(4)
(5)
式中:k和b为湍流动能,J;ε为湍流扩散系数;t为时间,s;xi为i方向空间坐标;ui为速度矢量在i方向的分量,m/s;T为温度,K;ρ为气体密度,kg/m3;μ为气体粘度,kg/(m·s);S为平均应变率张量的模;gi为重力在i方向的分量,N;模型参数C1=1.44,C2=1.92,C3=0.09,Cμ=0.09,σk=1.0;σg=1.3;Prt=0.85;i=1,2,3。
2.2 物质输运模型
由于该气体混合模型流动介质含有N2和Ar共2个组分,因此采用双组元物质输运模型[16-17]。对于无反应混合组分,选择化学物质守恒方程计算,采用Fluent软件通过第n种物质对流扩散方程预测其质量分数ωn。Ar、N2成分-化学物质守恒方程为:
(6)
式中:Ji为物质扩散通量,由浓度梯度产生;Ri为化学反应净产生速率;Si为离散相和定义的源相导致的额外产生速率。由于不考虑N2和Ar的化学反应,只考虑两者混合,因此Ri和Si均取0,只研究湍流扩散通量Ji,i=1,2,3。
2.3 边界条件及初始条件
气体入口采用速度入口边界条件,气体物理参数及速度值如表1~3所示。
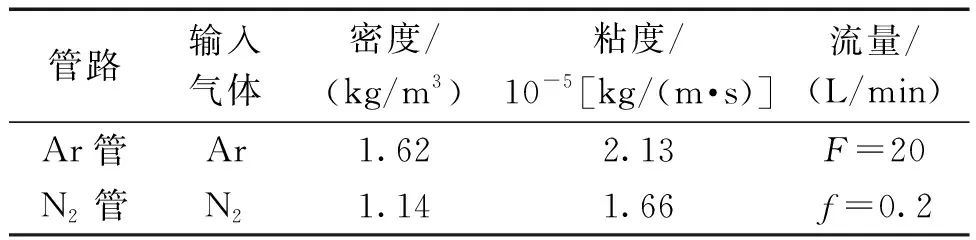
表1 入口气体物理性能与其流量Table 1 Physical properties and flow rate of inlet gas
不同管径D的一组取值如表2中1~3组所示,并保持伸入长度50 mm、Ar流量F=20 L/min、N2流量f=0.2 L/min不变,此时的理论N2百分比恒定为0.99%。
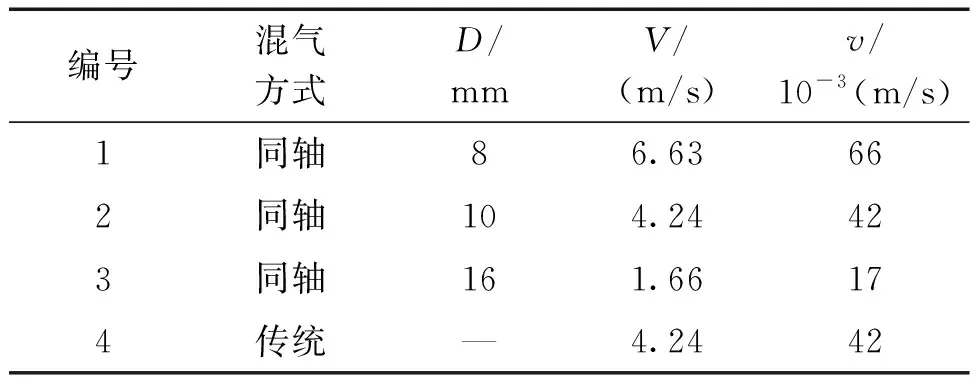
表2 不同管径D取值及对应Ar流速V和N2流速vTable 2 Different D values and corresponding V and v
不同伸入长度的一组,保持管径D=10 mm、Ar流量F=20 L/min、N2流量f=0.2 L/min不变,入口流速见表2第2组,伸入长度L取0、10、30、50 mm,删除隔断和送气管的普通3通作对照组。
不同N2百分比的一组,保持管径D=10 mm、伸入长度为50 mm、氩气流量F=20 L/min、氩气流速V=4.24 m/s不变,改变N2流量,取值如表3所示。
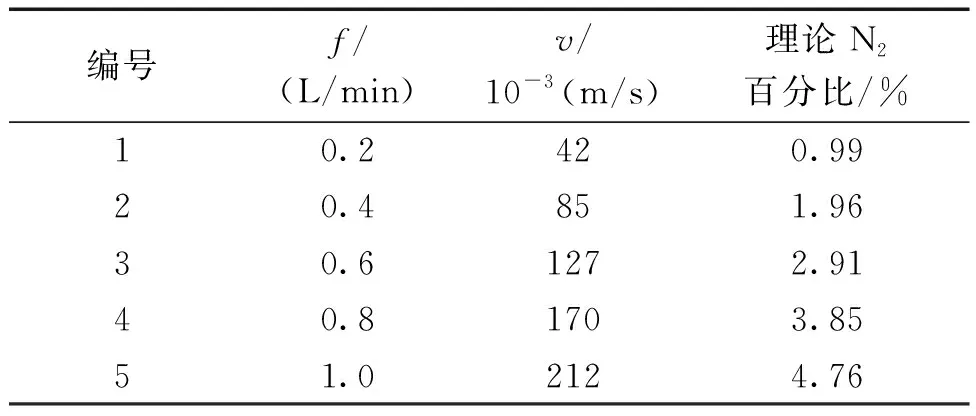
表3 不同N2百分比N2流量f及其流速v取值Table 3 Values of N2 flow rate f and corresponding v
初始状态下,计算域内设置为静态空气,温度为300 K,出口压力为标准大气压101 325 Pa,壁面给定无滑移壁面。瞬态计算的时间步长为0.1 s,每个时间步的最大迭代步为50步,以保证计算收敛。
3 焊接验证试验与结果分析
为了验证所设计的同轴混气装置效果,设计了一组不同N2百分比的填丝GTAW焊接试验,母材为厚度3.0 mm的304L不锈钢板,填充焊材为Φ1.2 mm的308L实芯焊丝;焊接电流I=200.0 A,电压U=14.0 V,焊接速度v=8.0 mm/s,Ar流量F=20 L/min,送丝速度为14.5 mm/s。保护气体Ar中添加不同含量的N2(变化范围0~0.6 L/min,每次增加0.1 L/min)。总共进行了7组试验,焊后测量熔覆金属的FN,观察显微金相组织,对比分析N2添加量对FN和微观组织的影响来验证该混气装置的有效性。
在模拟瞬态计算过程中,设立一个观测指标为出口N2摩尔分数面积加权平均值,绘图时简记为:出口N2摩尔分数均值,用以分析气体混合时长、混合气成分稳定性以及改变N2流量后的动态响应速度。截取稳定后的横截面及出口N2摩尔分数云图辅助分析。
3.1 同轴混气装置结构优化
3.1.1 导气管直径对混气时间的影响
导气管包括Ar管、N2管和混气管,在讨论Ar管尺寸时,主要关注的是其对Ar流速的影响,即Ar排净空气的快慢。当Ar管直径为16 mm时,Ar的流速最低,为1.66 m/s,但仍远大于N2流速,在极短的时间就可以完成排净空气的过程。所以在本节讨论时,对Ar管尺寸的影响忽略不计,主要讨论的是N2管径对混气时长的影响,以及混气管径对混气均匀度的影响。图2为不同管径的同轴混气结构,在起始混气阶段的出口N2摩尔分数均值,从图中可见,随着管径增大,出口N2摩尔分数达到理论值0.99%的时间增长,这是由于N2管径增大,N2流速减低,其排净N2管中空气的时间增长。
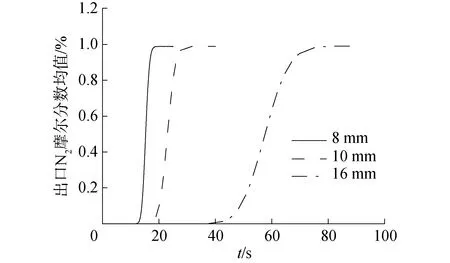
图2 管径对混气时间影响Fig.2 The influence of pipe diameter on mixing time
图3为同轴混气装置管径对混气区域气体分布云图的影响规律,x轴以同轴送气管出口为零点。虽然N2流主体稳定在混气管中心位置,但是仍有少量N2分布在混气管上方。一方面,这是因为N2流受到反弹Ar气流的托举作用,向上部聚集;另一方面,N2的相对原子质量小于Ar,也会出现“上浮”的现象。
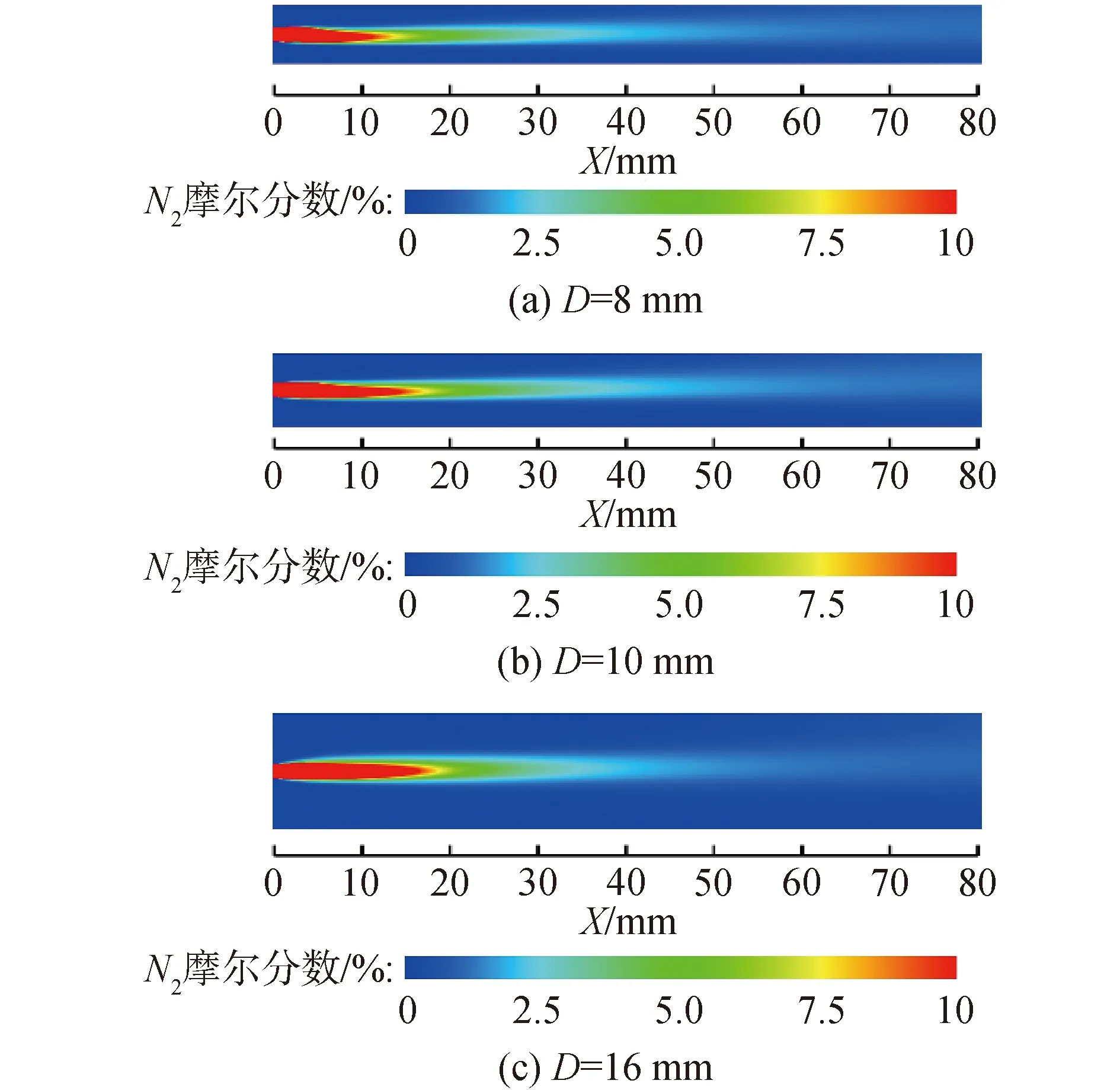
图3 管径对气体混合过程影响规律Fig.3 Influence of pipe diameter on gas mixing process
图4为同轴混气装置管径与长度对气体均匀性的影响规律。不同管径下,N2摩尔分数最大值、均值、最小值均随长度的增大而接近,即混气管的长度越大,气体的均匀度越高。管径越大,最值和均值接近所需的长度越大,比如以达到相同的1%相对误差范围为准,8 mm管径所需长度为600 mm,10 mm管径需要700 mm,而16 mm管径则需要950 mm。即混气管的管径越大,气体均匀化的过程越难。

图4 管径对混气距离影响规律Fig.4 Influence of pipe diameter on mixing distance
图5为不同管径情况下,混气达到稳定后的出口处管截面上的N2摩尔分数云图。随着混气管直径的增大,出口N2、Ar的混合均匀程度变差,混气管直径为8和10 mm时,混合气成分较为均匀,而管径为16 mm时,N2靠近边缘分布,这与图3、4所示规律相关:管径为16 mm时,不仅有少量N2受Ar的托举作用向上运动,而且气体均匀化难度大,最终仍会出现有N2分布在出口上边缘的情况。如果继续增大混气管长度,这一问题将有所改善。
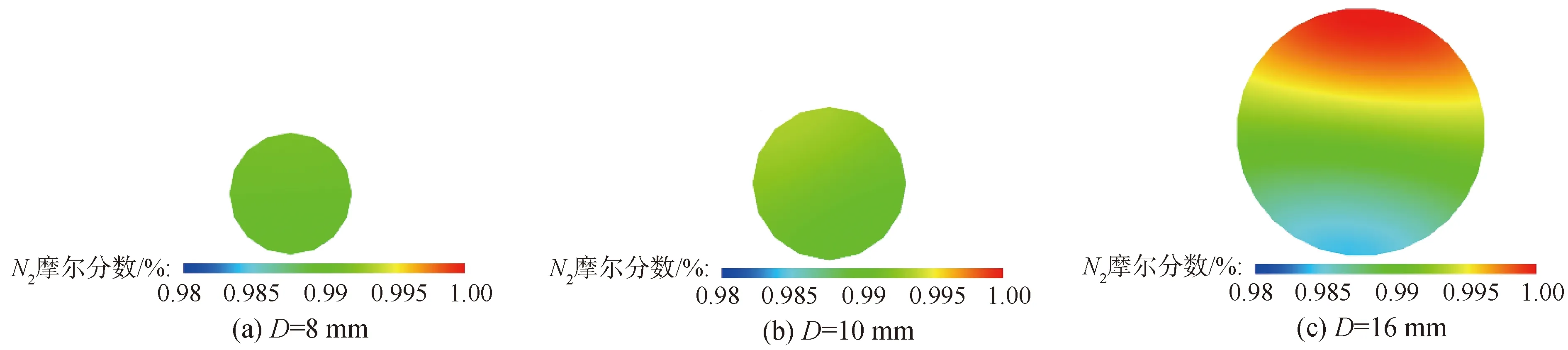
图5 管径对稳定后的出口气体均匀性影响规律Fig.5 Influence of pipe diameter on gas uniformity at outlet after stabilization
图6为不同管径情况下,混气达到稳定后出口的N2摩尔分数。尽管N2含量的平均值基本一致,但是随着导气管直径的增大,出口处N2摩尔分数的波动范围加大,混气管直径为8和10 mm时,出口N2摩尔分数的波动值较小,16 mm时则显著增加,即随着管径的增加,混合气的成分均匀性在变差。

图6 管径对稳定后的出口N2摩尔分数值影响规律Fig.6 Influence of pipe diameter on the value of N2 mole fraction at outlet after stabilization
为了获得较快的气体配比速度和足够的气体配比均匀度,需要选取较小的管径,但是管径过小又会增大同轴送气管的对中难度,综合考虑,选择8~10 mm直径的管径较为理想。
3.1.2 同轴送气管长度对气体混合过程的影响
图7展示出了同轴送气管伸入长度对混气区域气体分布云图的影响规律,x轴以三通交汇处为零点。其中,图7(a)是不带同轴送气管的普通三通结构模拟结果。普通三通中N2大部分都被阻隔在左侧的N2管区域中,主要是从底部以被Ar卷入的方式带入到混气管中。当增加了同轴送气管后,气体混合过程将发生明显变化。同轴送气管的伸入长度L为0(即同轴送气管出口位于三通交汇处)时,N2气流受Ar气流的冲击影响,明显向混气管底部集中;当伸入长度L为10 mm时,N2流又受到反弹Ar气流的托举作用,明显在混气管上部聚集;随着伸入长度L延长到30 mm,同轴送气管出来的N2逐渐稳定在了混气管的轴心附近,随着气体的流动,逐渐扩散均匀,当伸入长度L为50 mm,整个混气过程已变的较为平稳。
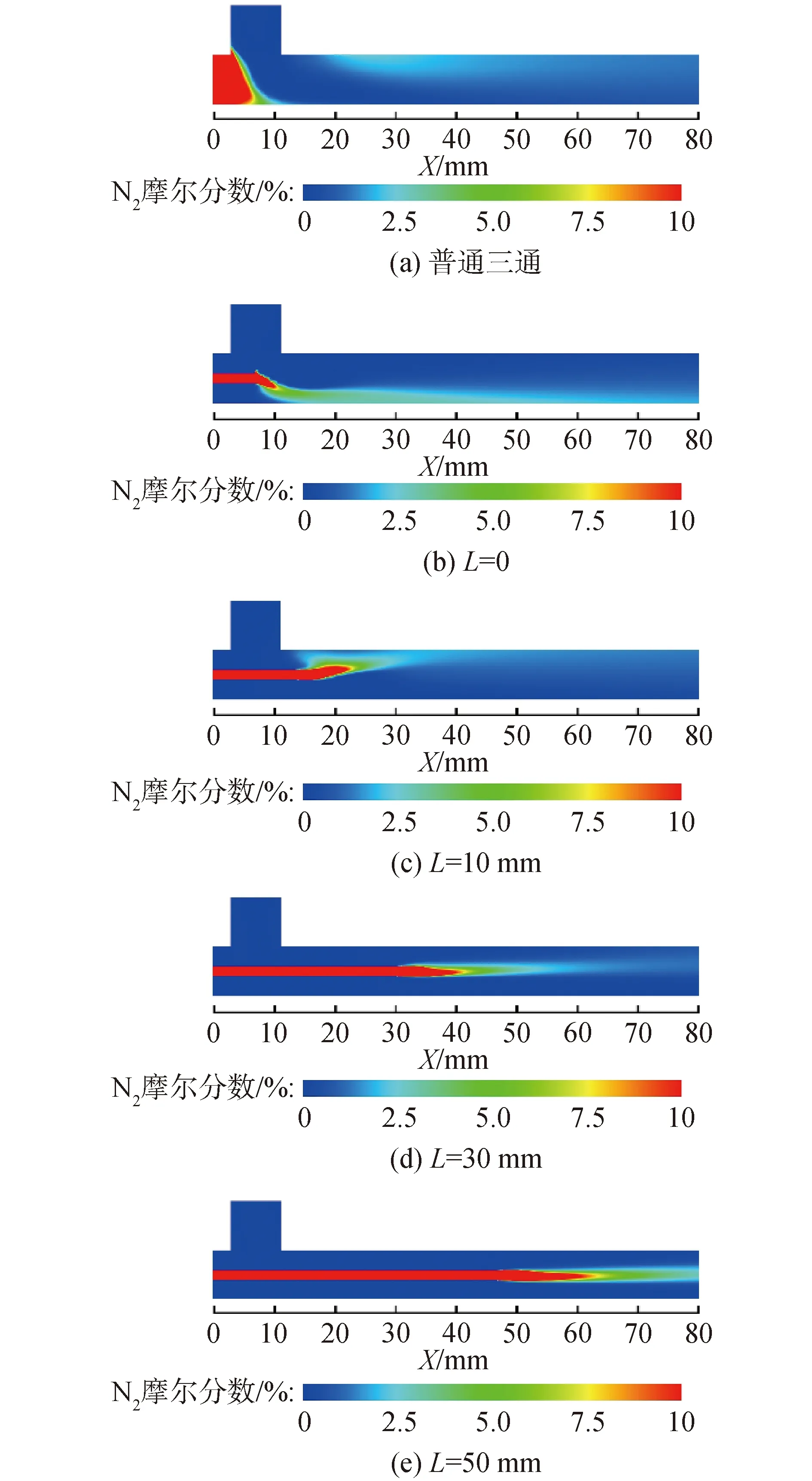
图7 伸入长度对气体混合过程影响规律Fig.7 Influence of extension length on gas mixing mode
图8为不同伸入长度下,达到相对稳定后的出口N2摩 尔分数随时间变化曲线,普通三通出口N2百分比随时间波动最为剧烈,L=10 mm的结构次之,而L=0的结构N2摩尔分数均值波动范围偏离了理论设定值(0.99vol.%N2),只有当L增大到30~50 mm后,N2摩尔分数才能稳定在0.99%附近并保持较小波动。
图9为不同伸入长度下,出口N2摩尔分数云图,当伸入长度L=0时,出口气体成分最不均匀,普通三通气体较为均匀,但偏离理论设定值(0.99%N2)较大,伸入长度L=10,30,50 mm时的气体均匀性较好。

图9 伸入长度对稳定后的出口气体均匀性影响规律Fig.9 Influence of extension length on gas uniformity at outlet after stabilization
在讨论同轴送气管长度的同时可以发现,Ar管轴心与同轴送气管出口的相对位置也在发生改变,即从Ar的角度而言,其轴心位置距同轴送气管出口的距离越大,Ar流对混气过程造成的波动越小,出口气体的成分越稳定、越均匀。
综合考虑混气区域气流的平稳程度、出口气体成分稳定性和出口气体成分均匀性,应选择较大的伸入长度,同时从整体结构的紧凑性考虑,伸入长度又不宜过大,所以选择L为30~50 mm较为理想。
3.2 同轴混气与传统气体配比器的对比
3.2.1 混气时间的对比
设计10L传统配比器作为对照并进行仿真模拟,其模拟条件与同轴混气装置相同,采用标准k-ε湍流模型和物质输运模型,边界条件采用20 L/minAr+0.2 L/minN2的组合,初始计算域为静态空气、温度为300 K,出口压力101 325 Pa,壁面为无滑移壁面。
图10为导气管直径D=10 mm的同轴混气装置与传统配比器的出口N2摩尔分数均值随时间变化曲线,同轴混气装置约30 s即可达到理论设定值(即0.99% N2)并保持稳定。而传统带混气罐的气体配比器不仅混气时间长,并且无法保持稳定,而是在0.94%~1.06%范围内不规则波动,波动幅度为理论设定值(0.99%N2)的12.1%。

图10 同轴混气装置与传统气体配比器混气时间对比Fig.10 Comparison of mixing time between coaxial gas mixer and traditional gas mixer
同轴混气装置与传统带混气罐的气体配比器装置在开始通气阶段,都需要将其内部的空气排净,不同的是,同轴混气装置排出的主要是N2管中的空气,其排气速度与N2流速和N2管体积相关,而传统带混气罐的气体配比器排出的则是混气罐内的空气,排气速度取决于Ar流速和混气罐体积。虽然Ar流速大于N2,但混气罐体积远大于N2管体积,因此同轴混气装置混气时长小于传统混气罐。
所以从提高实际生产效率、增大N2、Ar的配比速度、提高出口N2百分比稳定性3方面而言,本文研究的同轴混气装置比传统气体配比器更具优势。
3.2.2 动态调节速度的对比
在保持Ar入口流速不变的前提下,增大N2入口的流速,由原来的0.2 L/min分别调整为0.4、0.6、0.8、1.0 L/min,稳定后再调整回0.2 L/min,对比2种结构的动态响应速度。绘图时,类似于0.2 L/min→0.4 L/min→0.2 L/min的动态调节过程简记为0.4 L/min,对应曲线如图11(a)、(b)所示。图11(a)为同轴混气装置改变N2流量后,出口N2摩尔分数均值随时间变化曲线,N2流量的变化量对其动态响应速度影响很小,在测试范围内基本都在0.8 s的时间内就可以稳定达到设定值。
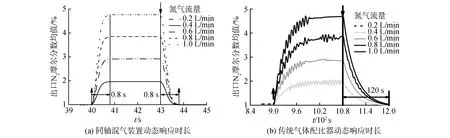
图11 同轴混气装置与传统气体配比器调节速度对比Fig.11 Comparison of dynamic response time between coaxial gas mixer and traditional gas mixer
而图11(b)展示出的传统带混气罐的气体配比器则需要通过Ar的流动更新其内部的气体,一段时间后才能基本完成增大N2百分比的动态调节过程,且在调节之后,N2摩尔分数均值存在剧烈波动。特别是在N2含量较低时,(对应的N2流量为从0.2 L/min调整到0.4 L/min),在整个调整过程中都有较大的波动,即N2含量越低,这种带储气罐的气体配比器稳定性越差,难以满足不锈钢焊接的需要。
在动态切换过程中,本文研究的同轴混气装置响应速度远快于传统带混气罐的气体配比器,且出口N2含量更加稳定,尤其是在N2含量较低、传统配比器波动幅度较大的情况下,同轴混气装置仍能保持稳定,证明其更适用于在不锈钢焊接过程中动态调节保护气N2含量。
3.3 改变N2含量对焊缝铁素体含量的影响试验
图12给出的是利用所设计的同轴混气装置改变N2流量来动态调控氮氩混合气中N2百分比进行GTAW焊接试验的结果。试验结果表明,固定Ar流量及其他焊接参数不变,随着N2流量的增加,奥氏体不锈钢熔覆金属中铁素体含量FN有规律的降低,表明保护气中N2含量发生了规律性的升高,这与理论预测和前期的试验结果都吻合良好。所设计的同轴混气装置确实起到了通过在焊接过程中动态调控焊接保护气中N2百分比来调控不锈钢焊缝FN的作用。

图12 N2流量对FN影响规律Fig.12 Influence of N2 flow rate on FN
图13展示了受同轴混气装置调控,不同N2流量下的不锈钢熔覆金属显微金相组织。在1 000倍放大倍数下统计铁素体相的宽度,结果如图14所示。
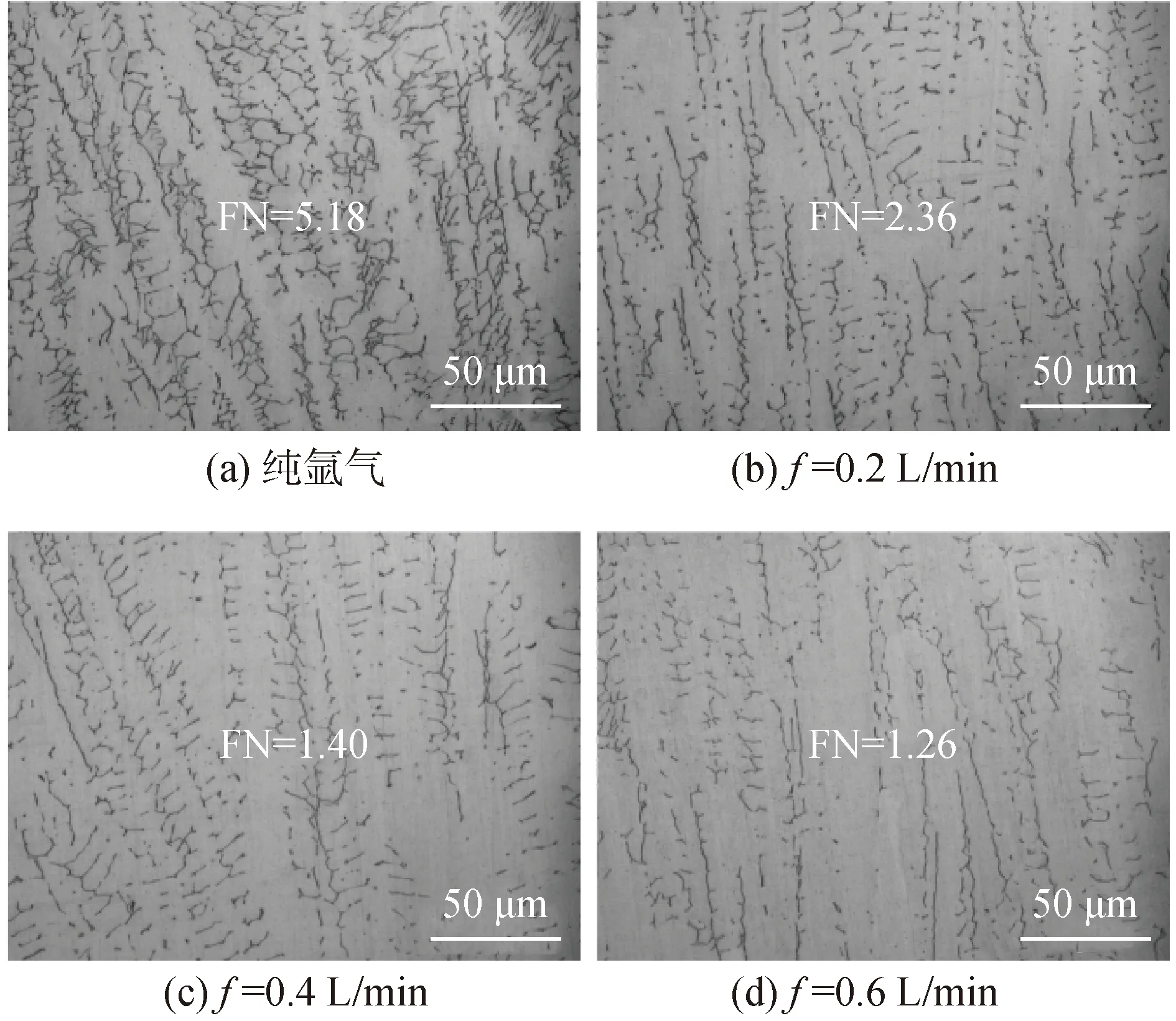
图13 N2流量对熔覆金属显微组织影响规律Fig.13 Effect of N2 flow rate on microstructure of cladding metal
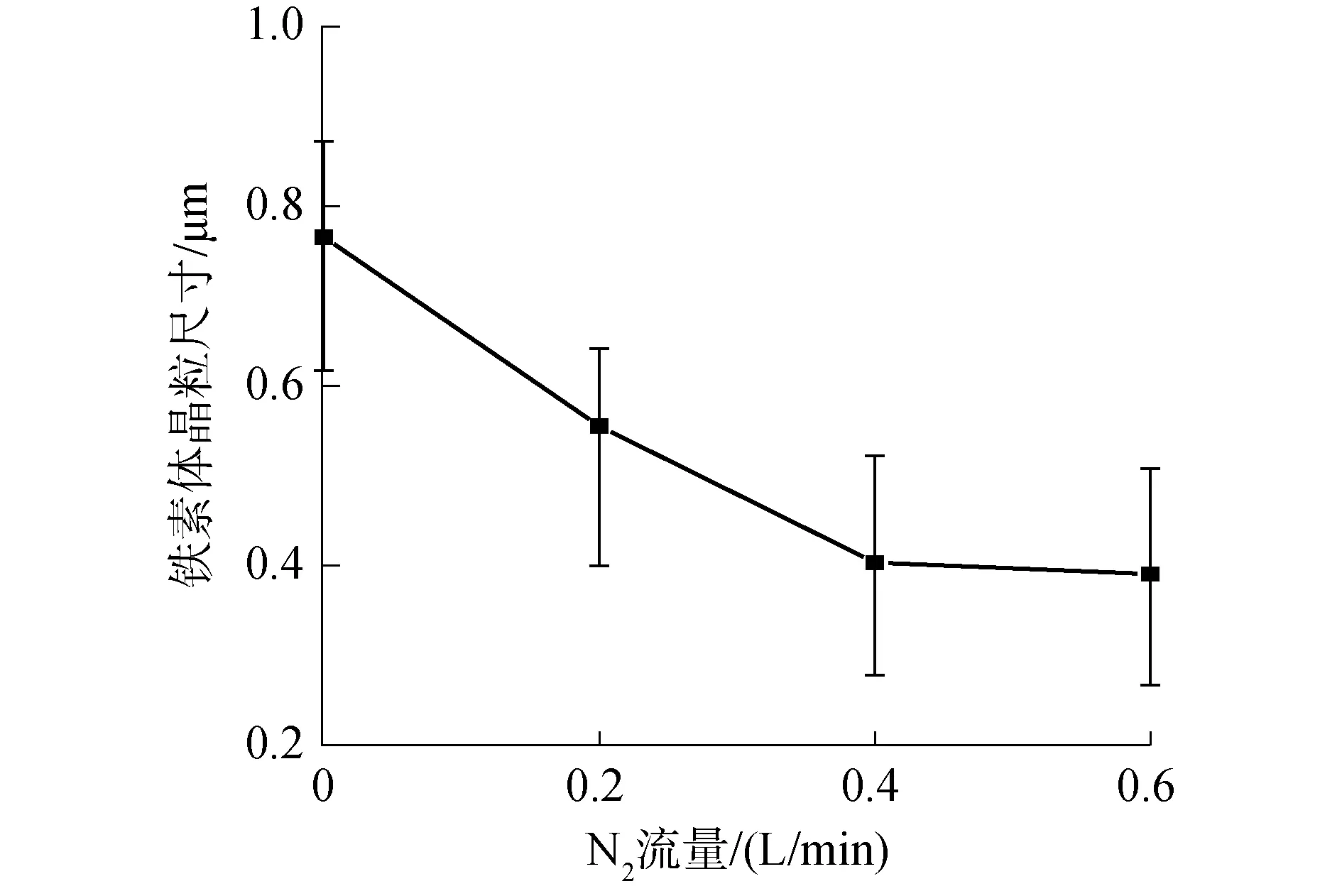
图14 N2流量对熔覆金属铁素体尺寸影响规律Fig.14 Effect of N2 flow rate on ferrite size of cladding metal
综合图13和14的统计结果,δ铁素体的摩尔分数和尺寸均随N2流量的增大而减小,这很好地吻合了FN测定结果,进一步表明,本文设计的同轴混气装置有效地调控了保护气N2含量,进而实现了对奥氏体不锈钢熔覆金属铁素体含量和形貌的控制作用。
4 结论
1)所设计的同轴混气装置,可以通过调节导气管的管径和同轴送气管的伸入长度来实现混合气的均匀配比,导气管的直径越小,出口气体成分达到稳定的时间越短,出口气体均匀度越高,N2含量的波动越小,同轴送气管伸入的长度越长,混气区域N2流越平稳、出口气体成分稳定性和均匀性也越高。
2)所设计的同轴混气装置,模拟比较常用的1.0%N2摩尔分数混合过程时,出口处N2百分比可以在30 s内稳定达到设定值,其响应时间远小于传统配比器,且混合气体N2含量保持稳定;在N2百分比的动态调控过程中,同轴混气装置响应速度快、出口处的N2含量没有产生剧烈波动,可以满足工程实际中对气体含量进行实时调整的需要。
3)304L奥氏体不锈钢平板GTAW堆焊试验表明,随同轴混气装置输入端N2流量的增加,熔覆金属铁素体的含量和尺寸均发生减小,表明该结构成功实现了对氩氮混合气中N2含量的准确调控,进而达到了灵活控制不锈钢熔覆金属微观组织的目的。
