金属表面处理企业清洁生产审核案例分析
2023-08-27刘毅敏盛善强曾庆友
刘毅敏,杨 龙,盛善强,曾庆友
(1.日照市生态环境局莒县分局,山东日照 276500;2.日照市东港区生态环境保护综合执法大队,山东日照 276800;3.日照市生态环境局日照经济技术开发区分局,山东日照 276800)
0 引言
清洁生产审核是一种新的企业发展理念,将预防污染的思想融入到企业的整个生产过程。清洁生产审核的目标是节省能源、降低原材料消耗、减少污染物的产生量和排放量,使企业实现经济效益和环境效益的统一[1]。
金属工件在加工、运输、存储以及使用过程中,表面会发生腐蚀、磨损、氧化等,缩短金属工件使用寿命,造成巨大经济损失。据统计,每年全球钢产量的10%由于腐蚀而损失,一些制造产业中有30%的能源直接消耗于摩擦磨损[2]。金属表面处理工艺是改善金属材料表面性能、延长使用寿命的有效手段,在现代工业中扮演着不可或缺的角色[3]。在金属表面处理企业生产过程中实施清洁生产审核,有利于促进企业提高效率,降低能耗、物耗,控制污染物的排放。
1 企业基本情况
某金属表面处理企业主要生产各类活动扳手等热冷模具。企业主要生产工艺为模具加工、锻造、喷砂、研磨、机加工、热处理、振荡、电镀、喷涂、装配、包装等。企业生产过程产生的有组织废气主要是氩焊废气、修模废气、喷砂废气、研磨废气、热处理废气、磷化废气、喷涂废气、喷涂烘干废气、电镀废气(碱雾、氯化氢、硫酸雾、铬酸雾、氮氧化物)、备用燃气锅炉产生的燃烧废气及无组织废气。
产生的废水主要是锻造、机加工、热处理工序产生的循环冷却装置排污水,纯水制备产生的反渗透装置浓水,锅炉房产生的锅炉排污水、离子交换反洗水,振荡工序产生的振荡废水,喷涂工序产生的喷涂前处理废水、磷化废水,电镀工序产生的含碱废水、含酸废水、含镍废水、含铬废水和离子交换反洗水,地面清洁废水以及实验室废水。
产生的固废包括一般工业固废、危险废物和生活垃圾。一般工业固废主要为废金属下脚料、振荡污泥、废焊丝、废品、废一般包装物、废砂、废陶瓷、废纱布、废拉刀、生物污泥等。危险废物主要为废切削液、废火花油、废淬火油、废防锈油、废液压油、锅炉软水治理产生的废树脂、电镀污泥、含镍含铬废包装物、喷涂过程中产生的磷化渣、漆渣、废沙、废过滤棉、废活性炭、废手套、抹布、废油漆桶、阳极泥、废铅锡板等,以上各类危险废物除铅锡板由供应厂家回用外,其他危险废物经分别收集至专用桶内贮存,由有资质的危险废物处理单位集中进行安全处置。
2 审核前企业的清洁生产水平评估
将企业的各项生产指标与《电镀行业 清洁生产评价指标体系》逐项核对可知,企业审核前为国内基本水平(即三级水平),部分限定性指标不能满足Ⅱ级基准值要求,清洁生产水平仍需要继续提升。
3 清洁生产目标设置
清洁生产目标设置情况见表1~表3。

表1 重点审核目标

表2 全厂节电目标

表3 全厂节水目标
4 制定可行性清洁生产方案
审核小组通过对企业原辅材料、技术工艺、设备、污染物治理等情况的评估,针对企业现状提出了可行性的清洁生产方案。
4.1 企业无低费方案情况
企业无低费方案情况见表4。
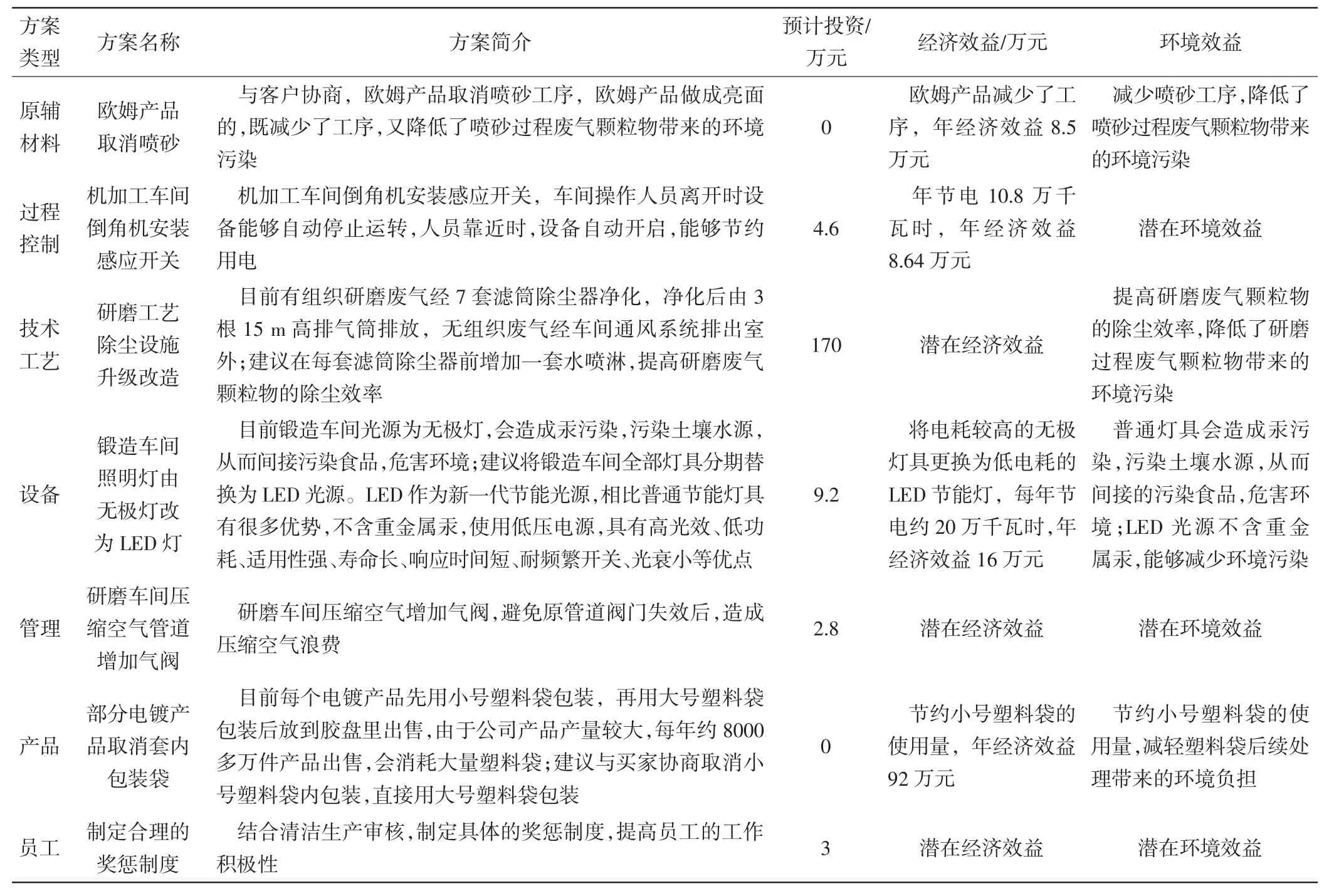
表4 企业无低费方案
4.2 高费方案情况
高费方案为“C、D 全自动电镀线三价铬回收工艺改善”,方案实施情况及经济、环境效益如下。
4.2.1 方案简介
随着市场经济的发展,钢材市场、机械加工等行业对电镀产品需求增加,电镀业务市场较大。电镀是制造业的基础工艺之一,有较强的装饰性与功能性,具有通用性强、应用面广等特点。
为进一步做好厂内电镀加工专业化和污染防治工作,决定对现有C、D 全自动电镀线进行技术改造,增加三价铬回收槽以及三价铬镀液净化过滤机,将三价铬镀液回收、净化、吸附、除杂后,回收液回用到三价铬母槽,减少三价铬带出液,降低总铬排放量,对外排废水中重金属铬离子的量进行消减。
4.2.2 技术评估
对C、D 全自动电镀线增加三价铬回收槽以及三价铬镀液净化过滤机,将三价铬镀液回收、净化、吸附、除杂后,回收液回用到三价铬母槽,减少三价铬带出液,降低总铬排放量。
三价铬净化过滤机采用活性炭过滤吸附的方式对三价铬进行净化。活性炭是一种很细小的炭粒,有很大的表面积。在其颗粒表面形成一层平衡的表面浓度,再把有机物质杂质吸附到活性炭颗粒内,使用初期的吸附效果很高。但时间一长,活性炭的吸附能力会不同程度地减弱,吸附效果也随之下降。所以,活性炭应定期清洗或更换。
活性炭的吸附能力和与水接触的时间成正比,接触时间越长,过滤后的水质越佳。
活性炭颗粒的大小对吸附能力也有影响。一般来说,活性炭颗粒越小,过滤面积就越大。颗粒状的活性炭因颗粒成形不易流动,水中杂质在活性炭过滤层中也不易阻塞,其吸附能力强,携带更换方便。
4.2.3 环境评估
本方案工艺主要针对C、D 全自动电镀线镀铬工序铬离子回收进行改进,增加三价铬回收槽以及三价铬镀液净化过滤机,将铬系水洗水中的铬离子过滤净化,电镀工序产生的废水主要为含碱废水、含酸废水、含镍废水、含铬废水和离子交换反洗水。其中,酸碱废水及离子交换反冲水进入电镀废水处理装置(生产废水处理站)处理。含铬废水经三价铬回收槽以及三价铬镀液净化过滤机回收处理后,浓度得到有效降低,低浓度废水回用于水洗工艺,部分外排废水进入电镀废水处理装置(生产废水处理站)处理。电镀废水处理装置(生产废水处理站)处理后的综合废水重金属的排放浓度满足GB 21900—2008《电镀污染物排放标准》标准中排放限值要求及排入污水处理厂进水水质要求,并通过市政污水管网进入污水处理厂深度处理,处理后的达标废水排入下游河流。
方案实施后,电镀工序铬元素分析如下:
(1)镀铬工序电镀液的成分见表5。

表5 电镀液成分
(2)镀铬工序金属盐的用量见表6,其中硫酸铬Cr2(SO4)3纯度为97%。

表6 主要金属盐用量
(3)镀铬工序总铬物料平衡见表7。
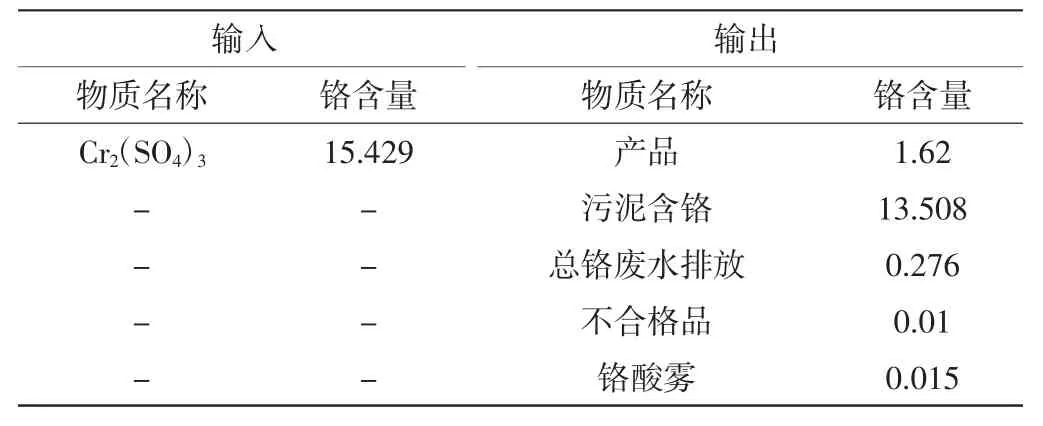
表7 总铬物料平衡 t/a
公司方案实施前外排废水中铬离子排放总量为0.311 t/a,增加铬离子回收机后,外排废水中铬离子排放总量为0.276 t/a,可以消减铬离子0.035 t/a。
(4)此次C、D 全自动电镀线三价铬回收工艺改善方案,总投资(I)150 万元。方案实施后,能够有效实现重金属减排,实现电镀三价铬和导电盐的回收利用,可产生经济效益(P)约44 万元/年。
年增加现金流量(F)。折旧期(n):10 年,税率:16%折旧费(D)=I/n=15 万元,应税利润(T)=P-D=29 万元,净利润(E)=T×(1-16%)=24.36 万元,年增加现金流量:F=E+D=39.36 万元,投资偿还期(N)=I/F=3.81 年。
净现值(NPV):
其中,贴现率按10%计,折旧10 年。
内部收益率(IRR):NPV1=0.87,i1=22%;NPV2=-0.94,i2=23%。
因此,C、D 全自动电镀线三价铬回收工艺改善方案的净现值NPV 为40.23 万元≥0,该项目的盈利能力能达到预期盈利水平;此项目静态投资回收期3.81 年<行业基准投资回收期10年;内部收益率22.48%>行业基准收益率10%;因此该项目从经济评估方面来看是可行的方案。
(5)从上述评估结果来看,该方案技术成熟可靠,环境效益和经济效益明显,因此是可行的。
5 审核后企业清洁生产水平
通过清洁生产审核的实施,企业清洁生产综合评价指数较审核前有所增长,物耗、电耗进一步降低,减少了电镀生产线铬系废水的排放,实现了重金属三价铬的减排,消减三价铬0.035 t/a,同时,在每套滤筒除尘器前增加一套水喷淋,提高研磨废气颗粒物的除尘效率,降低了研磨过程废气颗粒物带来的环境污染,经济、环境效益显著,审核后公司清洁生产水平为国内先进水平。
6 结束语
随着环境污染越来越严重,清洁生产成为我国工业可持续发展的一项重要策略[4]。本文通过清洁生产审核实例分析,为金属表面处理行业节能、减排、降低能源与物料消耗、提高生产效率,实现企业健康、持续发展提供较好的参考和借鉴。