路面铣刨机专用聚晶金刚石截齿头的研究与制备
2023-08-27杨克斌
杨克斌
(甘肃省嘉峪关公路应急保障与路网监测中心,甘肃嘉峪关 735100)
0 引言
路面铣刨机属于公路路面专用的养护机械,广泛应用在城市路面、高速公路、机场路面等多种工况的沥青混凝土返修养护工程中。在实际应用过程中,路面铣刨机依靠截齿对地面进行铣刨动作,所以截齿的质量、承载力、硬度、耐磨性、使用寿命直接影响路面铣刨机整体的作业质量。传统路面铣刨机通常使用硬质合金截齿,随着路面施工技术的提升,硬质合金截齿已经无法应对愈加复杂的沥青混凝土路面,单位时间内的磨损、冲击较大,成为限制路面铣刨机工作效率、作业成本、施工质量的主要原因。基于此,路面铣刨机厂商提出使用聚晶金刚石截齿头代替传统的硬质合金截齿。聚晶金刚石截齿头具有远超硬质铝合金的硬度、耐磨性、抗冲击性和使用寿命,并且具有较高的自锐性,能够提升路面铣刨机的施工效率和对沥青混凝土路面的切削质量。
1 聚晶金刚石截齿头的改进
根据对传统硬质合金截齿的磨损情况观察,可以发现硬质合金截齿的主要磨损位置是截齿头,约有92%以上报废的硬质合金截齿的报废原因是截齿头破损[1]。原因在于目前沥青混凝土路面的硬度较高,并且还伴有一定程度的石英颗粒,在路面铣刨机作业过程中,硬质合金截齿头的硬度略低于石英颗粒,在长时间连续作业的情况下,磨损速度较快,并且还会伴随部分因与石英颗粒对撞引起的结构性损坏[2]。基于此,提升路面铣刨机截齿的使用性能(包括硬度、耐磨性、自锐性、使用寿命等),需要对截齿头进行改进。
本文提出在保持截齿体材料(硬质合金)不变的情况下,使用聚晶金刚石截齿头代替硬质合金截齿头,由于聚晶金刚石和硬质合金的膨胀系数相差较大,可以预见在路面铣刨机作业过程中,两者无法承受较强的外力和温度变化,极易出现脱落、剥离的现象。因此在硬质合金截齿体和聚晶金刚石截齿头之间增设一个硬质合金的截齿座,通过物理结构的调整提升聚晶金刚石截齿头与截齿体的稳固程度,形成复合式路面铣刨机截齿[3]。
1.1 三段式复合结构截齿
传统硬质合金截齿的结构如图1 所示,截齿体和截齿头之间直接连接,没有使用外力进行固定,原因在于截齿体和截齿头的材质均为硬质合金,在受热和受力过程中的膨胀系数相同,稳固性较强。保持结构不变,将截齿头材质跟换为聚晶金刚石后,再受力和受热,截齿体和截齿头会随着膨胀系数的不同出现变化差,进而出现截齿头脱落[4]。基于此,在截齿体和截齿头间增设截齿座,连接方式为钎焊连接,材料为硬质合金材料,在受热和受力时,截齿体和截齿座具有相同的膨胀系数,不易脱落,截齿座和截齿头具有较大面积的钎焊连接,不易脱落,由此解决聚晶金刚石截齿头与硬质合金截齿体的结合问题,改进后的截齿结构如图2 所示。
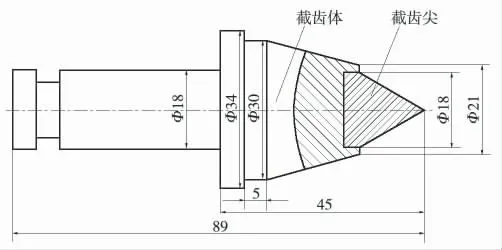
图1 传统硬质合金截齿结构
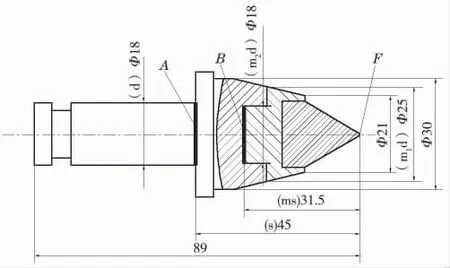
图2 改进后的三段式复合截齿结构
根据图1 和图2 可知,改进前后的截齿外形、尺寸、规格性相差不大,但两者在作业过程中的危险截面有所变化,图2 中的A 截面为改进前的截齿危险截面,B 截面为改进后的截齿危险截面,由此可以通过A 截面和B 截面单位面积承受的弯矩来判断改进方案的有效性。由等强度截面设计可知:
式中,n1、n2代表截齿体直径的变化系数、d 代表截齿体直径,因此式(1)可以化简为:
设截齿头在作业过程中的切削阻力为F,危险截面A 和危险截面B 在单位面积内承受的弯矩:
式(3)、式(4)中,WA、WB代表危险截面A 和危险截面B 在单位面积内承受的弯矩(N/mm)、F 代表截齿头在作业过程中的切削阻力(N)、S 代表F 做功点到危险截面的距离(mm)、k 代表S 的变化系数。
假设分段式复合截齿的结构合理,则WA≥WB,由此可以得出:
进而得出:
结合式(2)可以得到:
将图2 中的截齿规格数据代入式(7)可以得出:
根据式(8),只要改进后的截齿尺寸在式(8)的要求内,危险截面B 的单位面积弯矩就会小于危险截面A,进而能够证明三段式复合结构截齿改进方案的有效性。
1.2 两段式复合结构截齿
虽然证明了三段式复合结构截齿改进方案的可行性,但截齿座和截齿头之间的钎焊连接给截齿提出焊接质量限制[5]。若焊接质量较低,在路面铣刨机作业过程中,聚晶金刚石截齿头还会有脱落的风险。因此,在三段式复合结构截齿的基础上提出两段式复合结构截齿,将截齿座和截齿头整合成由聚晶金刚石制成的一体式截齿头,其中截齿座通过使用金刚石微粉的方式和聚晶金刚石整合,同时金刚石微粉经过烧结工艺后还能使一体式截齿头更好地与截齿体相结合[6]。另外,在截齿体上增设12 个均匀分布的放射形凹槽,与一体式截齿头底部的凸起形成稳固的凹凸界面结构,利用物理方式增加二者的结合面积,形成物理约束,进而将聚晶金刚石固定在截齿体上,避免钎焊连接带来的使用限制,改进后的两段式复合截齿结构如图3 所示。

图3 改进后的两段式复合截齿结构
虽然两段式复合结构截齿能够避免三段式复合结构截齿中钎焊连接的限制,但仍然具备一定程度的膨胀系数脱落风险,因此采用纳米结合剂(纳米结合剂由钴粉、硅粉和碳化钛粉所组成)梯度过渡层连接(图4)。

图4 梯度过渡层结构
其中,过渡层1 由55%~65%的金刚石粉、30%~35%碳化钨、5%~10%纳米结合剂组成;过渡层2 由25%~35%金刚石粉、55%~60%碳化钨、10%~15%纳米结合剂组成。该结构工作表面由金刚石层通过两层过渡层逐渐过渡到截齿体,由表至里使弹性梯度与热膨胀梯度逐渐变化,残余应力减少,大幅降低聚晶金刚石截齿头脱落风险。
1.3 制备改进样品
改进后的两段式复合结构截齿的样品个数为30 个,以便在性能检测时能够使用随机采样的方式进行。样品制备的原料分为硬质合金、聚晶金刚石、金刚石微粉、纳米结合剂。样品组装需要在3×10-4Pa 真空条件下,700 ℃保温2 h,烧结温度应保持1350~1450 ℃,烧结压力5.5~6.5 GPa,烧结时间25~30 min,烧结工艺为一次迅速升压升温—持续供压供温—慢降温慢降压退火的方式(图5)。

图5 烧结工艺曲线
2 改进性能测试及分析
2.1 耐磨性测试
在制备的30 个两段式复合结构截齿头中随机选择5 个样品进行耐磨性测试,标准为JB/T 3235—2013,测试对比项为传统硬质合金截齿头,为增强对比测试的科学性,用作对比项的硬质合金截齿头和两段式复合结构截齿头样品的规格尺寸相同。耐磨性测试结果见表1。
根据表1 可知,两段式复合结构截齿头的5 个样品在常规情况下的磨耗比与750 ℃保温1.5 h 后的磨耗比平均值相差不大,由此可以看出两段式复合结构截齿头具有较高的适应性和稳定性。同等测试条件下的硬质合金截齿头的磨耗比均为0.001 5 万,与两段式复合结构截齿头的磨耗比差距较大,说明两段式复合结构截齿头的耐磨性远高于硬质合金截齿头。
2.2 抗冲击韧性测试
在制备的30 个两段式复合结构截齿头中随机选择5 个样品进行抗冲击韧性测试,测试设备为落锤式冲击设备。测试对比项为传统硬质合金截齿头,二者的规格尺寸仍然保持一致。试验方法为将两段式复合结构截齿头和硬质合金截齿头分别固定在落锤式冲击设备上,依次使用5 J、10 J、15 J、20 J 的能量冲击花岗岩表面,花岗岩的力学性能见表2、抗冲击韧性测试结果见表3。

表2 花岗岩力学性能
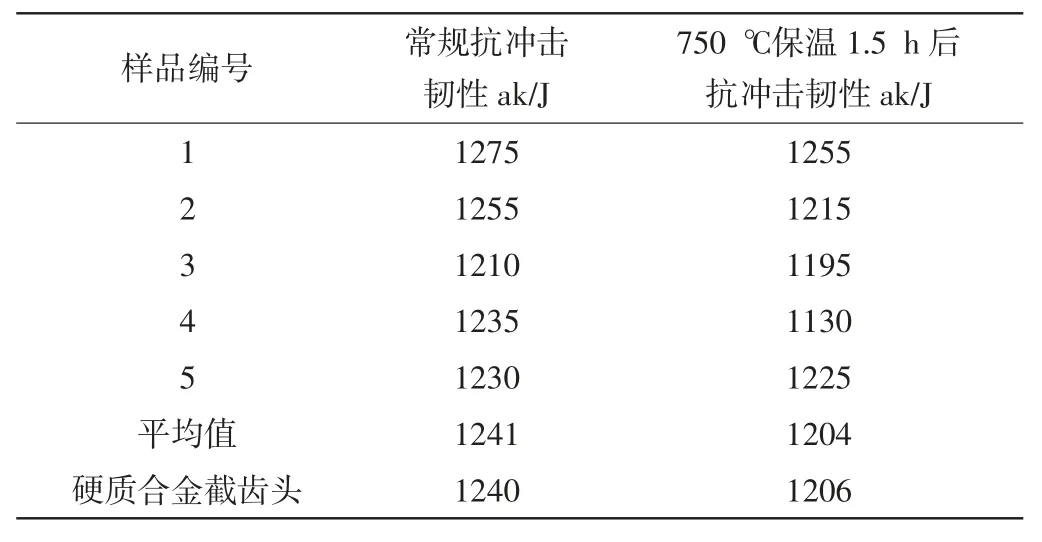
表3 抗冲击韧性测试测试结果
根据表3 可以得知,二段式复合结构截齿头和硬质合金截齿头在常规状态下和750 ℃保温1.5 h 后状态下的抗冲击韧性检测结果相差不大,由此可以说明二者的抗冲击性能接近。
2.3 铣刨实验
经过耐磨性和抗冲击性实验后,文章将二段式复合结构截齿头和硬质合金截齿头应用在路面铣刨机上进行实际铣刨实验。路面铣刨机型号为Werten2000,两次作业的车速、截齿头安装方式、作业路面完全相同,实验结果如表4 所示。

表4 铣刨实验结果
根据表4 可以得知,两段式复合结构截齿头在连续作业21 h、铣刨4900 m 沥青混凝土路面后,聚晶金刚石齿头正常磨损报废;硬质合金截齿头在连续作业3 h、铣刨700 m 沥青混凝土路面后,硬质合金齿头严重磨损报废。由此可以证明在实际铣刨中,两段式复合结构截齿头的使用寿命远超硬质合金截齿头,约为硬质合金截齿头的7 倍。
3 结论
(1)用聚晶金刚石截齿头代替传统硬质合金截齿头,提出截齿体、截齿座、截齿头三段式复合结构截齿,其中截齿座和截齿头采用钎焊方式连接。
(2)三段式复合结构截齿中的钎焊质量成为限制截齿质量的不确定因素,提出将截齿座和截齿头整合成一体式截齿头,与截齿体使用凹凸界面加过渡层烧结的连接方式,形成两段式复合结构截齿。
(3)使用传统硬质合金截齿与二段式复合结构截齿分别进行耐磨性、抗冲击韧性、实际铣刨实验,实验结果证明,两段式复合结构截齿的耐磨性远高于硬质合金截齿;两段式复合结构截齿的抗冲击韧性与硬质合金截齿相当;两段式复合结构截齿头的使用寿命远超硬质合金截齿头,约为硬质合金截齿头的7 倍。