长龙山抽蓄电站两种机型转子现场组装工艺对比分析
2023-08-16毕兴强
毕兴强,田 勇
(中国水利水电第十四工程局有限公司,云南 昆明 650041)
1 工程概况
长龙山抽水蓄能电站额定水头710 m,最大发电水头750.7 m,最大扬程764.1 m,单极抽蓄机组中最大发电水头为世界第一,抽水扬程为世界第二。本电站安装4 台额定转速为500 r/min 和2 台额定转速为600 r/min、单机容量350 MW 的大容量水泵水轮发电机组,电站总装机容量2 100 MW,为全国唯一在同一个抽蓄电站厂房内连续布置两种不同高额定转速抽蓄机组的厂房,布置复杂程度高,机组及结构振动控制要求较高。其中5 号、6 号机组额定转速600 r/min、单机容量350 MW 抽水蓄能机组为该转速下世界最大单机容量的抽水蓄能机组。
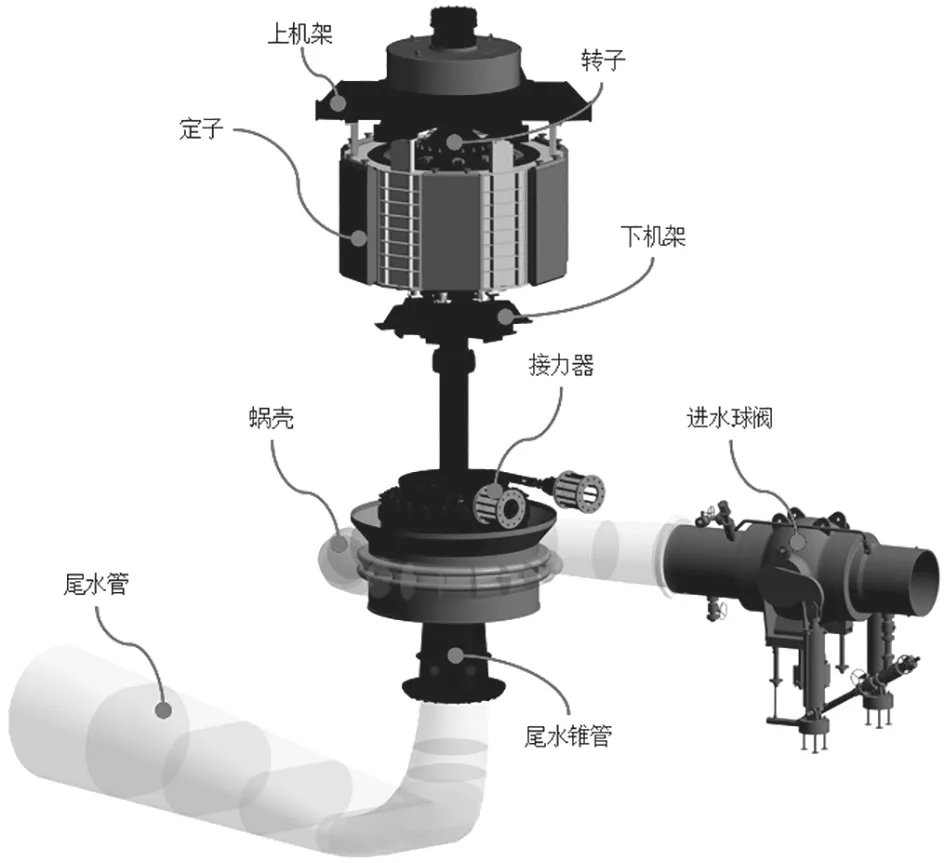
图1 长龙山抽水蓄能电站机组结构示意图
2 结构对比
1 号~4 号机组为立轴悬式水轮发电机组,发电电动机型号SFD350/384-12/6150,发电机冷却方式为密闭自循环空气冷却,发电电动机轴系采用“一根轴”结构。
转子由主轴、磁轭环、磁极、风扇、制动环等部件组装而成,高10 935 mm,外径Φ4 706 mm,运转时定、转子间气隙为47 mm。主轴为立筋支架“一根轴”结构。转子磁轭一改往常的铁片堆叠方式,采用8大段磁轭环结构,磁轭由优质高强度钢板780CF 制成,在高强度螺杆分段把合后再用24 根拉紧螺杆整体把合,磁轭环外径Φ3 836 mm,磁轭总高度3 911.5 mm(含风扇和制动环)。磁轭共设计有12 组径向组合键、24 组切向组合键,磁轭径向组合键在完成磁轭叠装后需进行冷打键和热打键两道工序。转子设计有12 个磁极,热打键完成后进行磁极挂装工作(图2)。
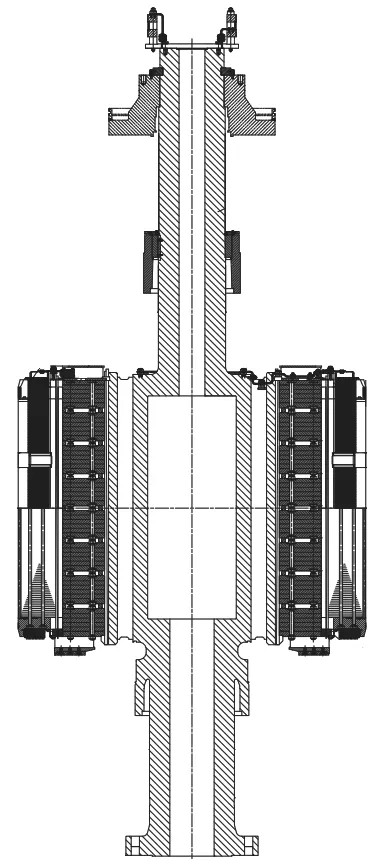
图2 1 号~4 号机组转子结构示意图
5 号、6 号机组为立轴悬式水轮发电机组,发电电动机型号SFD350/373.1-10/5540,发电机冷却方式与1 号~4 号机组不同,采用密闭强制循环空气冷却,发电电动机轴系亦与1 号~4 号机组不同,其采用“三段轴”结构。
转子由下端轴、中心体、上端轴、磁极、制动环等部件组装而成,高11 415 mm,外径Φ4 028 mm,组装后定、转子间气隙为46 mm,运转时定、转子间气隙为44.5 mm。主轴由下端轴、中心体、上端轴组成。与1 号~4 号机组不同的是,其转子磁轭和中心体为整体结构,与下端轴、上端轴联接组装后即可进行磁极挂装工作。转子设计有10 个磁极(图3)。
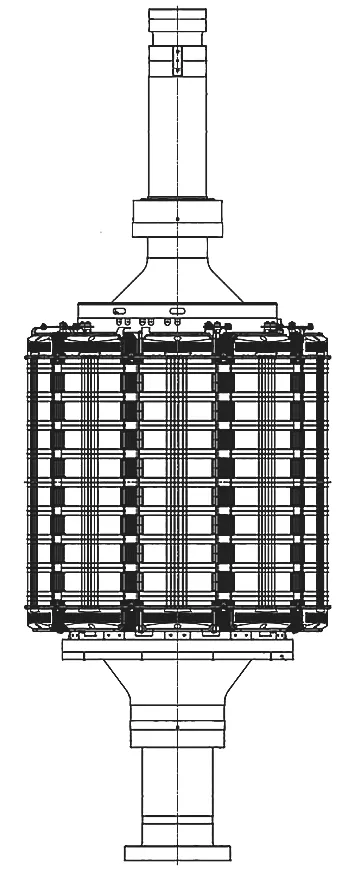
图3 5 号、6 号机组转子结构示意图
3 控制重点
1 号~4 号机组额定转速为500 r/min,运行时转子磁轭连同磁极作为一个整体会受到巨大的离心力作用,磁轭在离心力作用下会沿外径方向产生明显的变形,从而导致磁轭与转子中心体支架之间产生径向间隙,这不仅会导致机组产生过大的振动与摆度,甚至会使转子支架立筋上的挂钩因受到巨大冲击而断裂。
因此,对于1 号~4 号机组,8 段磁轭环组装的质量要求极高,其组装质量直接影响冷打键和热打键的质量及与转子中心体的同心度。
此外,1 号~4 号机组采用打紧径向组合键的方式给转子磁轭与转子中心体支架之间增加预紧力,使磁轭环与转子中心体支架的径向紧量达到能满足机组安全运行的要求。由于转速高达500 r/min,冷打键的方式无法满足转子磁轭与转子中心体支架之间的预紧力,故在冷打键的基础上,采用热打键的方式增大预紧力,以抵消磁轭在高转速下产生的径向变形量,确保机组安全稳定运行。
5 号、6 号机组额定转速为600 r/min,该转速下“三段轴”的组装质量要求极高,直接影响机组轴系盘车的摆度及运行的稳定性。
此外,5 号、6 号机组组装后定、转子间气隙为46 mm,运转时定、转子间气隙为44.5 mm,机组在额定工况下运行时磁极受到巨大的离心力作用会产生1.5 mm 的径向位移,此时的磁极均处于松动状态,这就要求在转子组装过程中需重点控制磁极键的安装质量,以免松脱影响机组的安全稳定运行。
4 施工工艺
4.1 磁轭环组装工艺
1 号~4 号机组磁轭环组装时,首先将第一段磁轭环吊至转子主轴立筋挂钩上,对其进行调整,合格后方可进行后续磁轭环的叠装工作。
(1)调节各磁轭支墩上的键并将键轻轻打紧,使得键与首段磁轭环下端面接触。当首段磁轭落至主轴挂钩上后,用塞尺检查主轴立筋挂钩外圆与磁轭内圆止口间隙;并用千斤顶顶磁轭内圆与主轴外圆,初调首段磁轭环与主轴的同心,要求止口间隙最大值与最小值之差不超过0.15 mm。
(2)利用第一段磁轭环的4 个立筋安装工具切向调节键来调节磁轭周向位置。以4 对工具切向调节键调节首段磁轭环键槽中心线与立筋中心线平行,测量非打键处的径向距离A 值。当磁轭环周向偏差不大于0.30 mm 时,可认为磁轭键槽中心线与转子轴立筋键槽中心线平行(图4)。
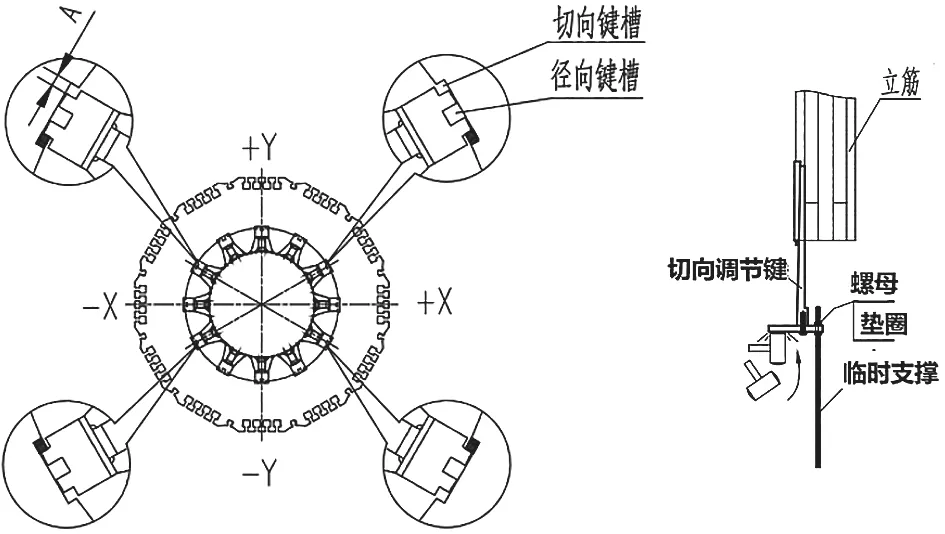
图4 第一段磁轭环周向调整工具示意图
(3)磁轭中心与主轴中心径向同心调整。从下端往磁轭径向键槽内插入工具径向调节键的副键,从下端往磁轭径向键槽内打入主键,用临时支撑固定。要求磁轭整体圆柱度不大于0.40 mm,与主轴的同心度不大于0.10 mm(图5)。
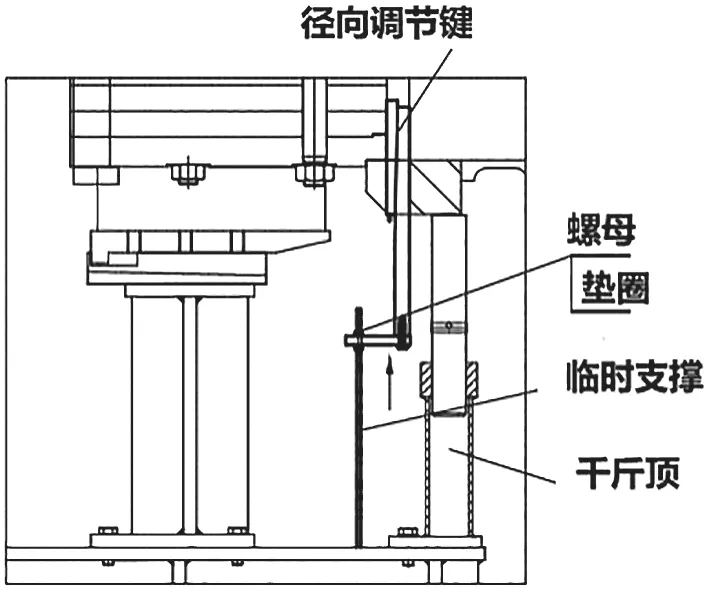
图5 第一段磁轭环径向调整工具示意图
(4)磁轭环调整过程中,磁轭起吊工具不拆除,为方便磁轭调整,可将磁轭略微吊起进行调整;打键前在键与键接触面、键与键槽接触面涂二硫化钼。在后续磁轭环调整过程中,工具切向调节键和工具径向调节键不拆除,以保证磁轭中心位置不变。
(5)调整合格后,测量磁轭与主轴的同心度,记录测量结果并进入下一段磁轭环叠装。此时,在磁轭键槽内安装适量的用于快速调整磁轭环段间错牙的工具以及磁轭T 尾定位工具。用于快速调整磁轭环段间错牙的工具已获国家实用新型专利。
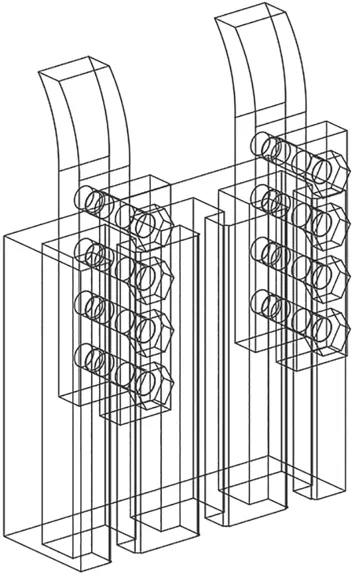
图6 一种用于快速调整磁轭环段间错牙的工具示意图
(6)后续磁轭环在叠装过程中均通过此工具调整各磁轭环之间错牙,径向和周向错牙均不大于0.05 mm,使用刀口尺和塞尺检查合格(表1)。
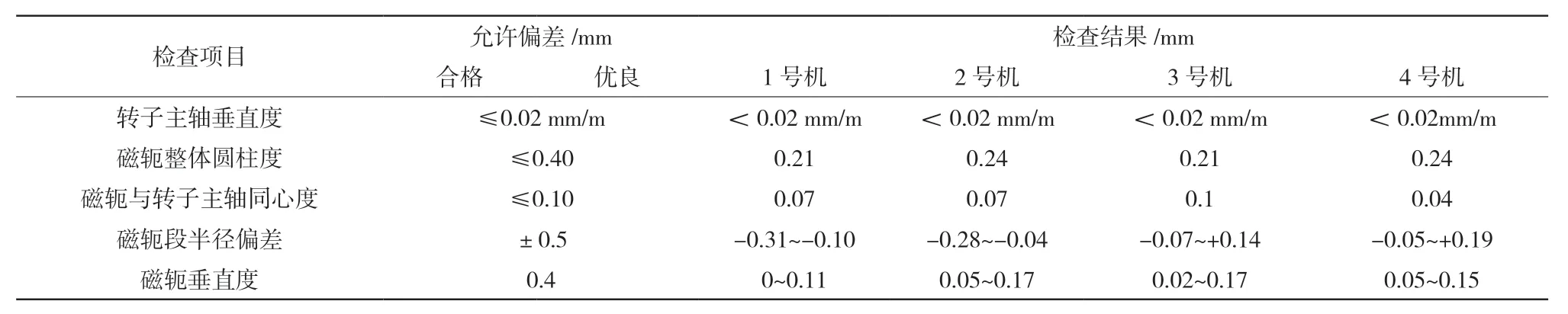
表1 转子磁轭环组装后质量检查表
4.2 磁轭热打键工艺
1 号~4 号机组转子磁轭热打键是机组组装过程中一项十分重要的工作,直接影响机组安装质量和运行振摆。长龙山抽水蓄能电站在采用可靠的加热方式基础上,利用自制的集水防护装置,保证了转子中心体支架与转子磁轭之间能够形成一定的温差,以满足磁轭膨胀从而产生理想的径向间隙,圆满完成转子磁轭热打键工序(表2)。

表2 转子磁轭环热打键后质量检查表
4.3 “三段轴”组装工艺
5 号、6 号机组转子下端轴的上法兰面水平度、垂直度调整合格后,将销套安装于下端轴孔内,销套外表面涂一层二硫化钼。清理中心体下法兰面并调整其水平至0.02 mm/m,将其吊至下端轴上方并缓慢下落,当中心体下法兰面距下端轴上法兰面约80 mm 时停止下落,调整中心体方位,使其销套孔与下端轴销套对齐,缓慢下落中心体,当中心体下法兰面距下端轴上法兰面67.5 mm 时,中心体销套孔进入销套倒角,再次调整中心体位置,使中心体销套孔与下端轴销套对齐。缓慢下落中心体,使中心体落在下端轴上法兰面上。自下而上装入M80 联轴螺栓及螺母,使用拉伸工具对称跳跃式拉伸联轴螺栓,分3 次进行拉紧,液压拉伸力为2 442 kN,带油压伸长量1.36 mm,无油压伸长量0.865 mm。
清理上端轴下法兰面后调整上端轴水平至0.02 mm/m,将其吊至转子中心体上方并缓慢下落,当下法兰面距中心体上法兰面约40 mm 时停止下落,调整上端轴方位,使上端轴的止口与转子中心体的止口对齐,安装锥销后,缓慢下落上端轴,使上端轴落在转子中心体上法兰面上。安装M80 联轴螺栓及螺母,使用拉伸工具对称跳跃式拉伸联轴螺栓,分3 次进行拉紧。锥销堵板焊接后需做PT 探伤检测(表3)。
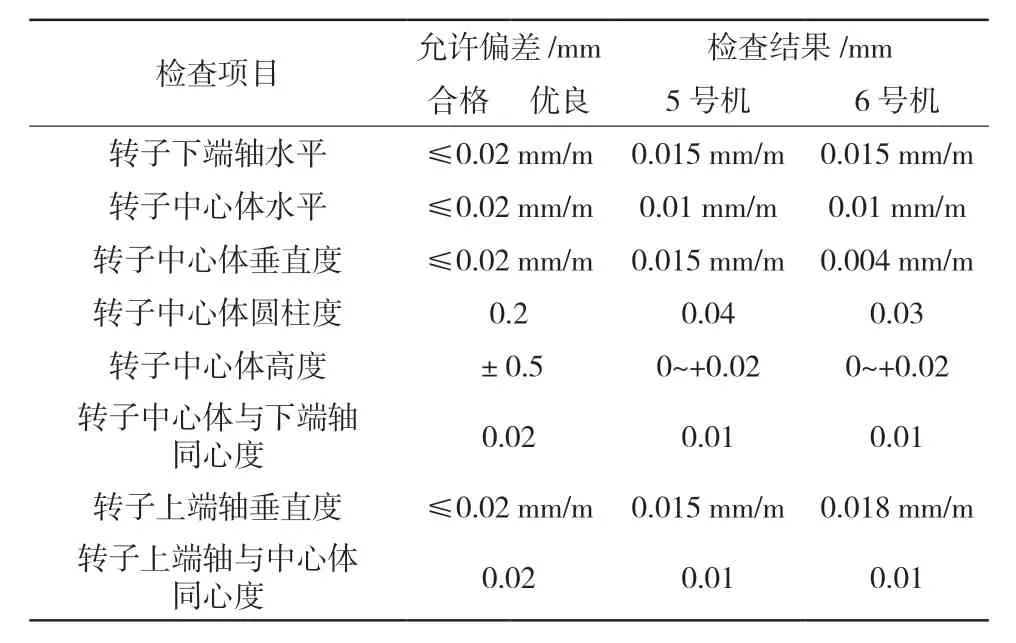
表3 转子三段轴组装后质量检查表
4.4 磁极键安装工艺
5 号、6 号机组转子磁极挂装完成后,在磁极键安装时使用径向磁极键将磁极沿径向向外涨紧。在磁极固定键及滑动键斜面涂一层薄薄的二硫化钼,将固定键及滑动键安装进键槽内,轻轻敲紧滑动键。滑动键在打紧状态下进行划线,线高与转子中心体上平面平齐,切割多余部分时,根据打紧程度,预留3~5 mm 进行切割,切割需慢速进行,防止过快而产生高温变色变形,去除边缘毛刺。在滑动键大头端钻M12 螺孔,清理干净后在接触面上涂抹一层二硫化钼,装入滑动键并打紧,使用固定板压住滑动键并焊牢,以防止磁极键松脱,确保机组安全稳定运行。
5 总结
作为机组运行的核心部件,转子组装质量是机组安全稳定运行的基础,其重要性不言而喻。即使是两种不同高额定转速抽蓄机组,在结构和工艺方面虽有不同,但每个质量控制要点都需根据现场实际情况进行记录和分析。目前,长龙山抽水蓄能电站1 号~6 号机组均已投产发电,其中4 号机组实现了“零配重”,充分证明了在转子组装过程中各项工序质量管控到位,安装质量优良。本文以长龙山抽水蓄能电站布置的两种不同高额定转速抽蓄机组为例,通过机组结构对比分析,分别阐述了两种不同高额定转速抽蓄机组转子组装工艺的控制重点及施工工艺,为高转速、大容量抽蓄机组安装提供了宝贵的经验,具有很强的推广价值。
