水电站上机架一次性安装调整工艺
2023-08-16张硕
张 硕
(中国水利水电第十四工程局有限公司,云南 昆明 650041)
1 引言
通常在机组安装流程中,上机架一般与下机架同时吊入机坑进行预装,预装完成后将上机架吊出机坑,摆放至厂房合适位置,待转子及上端轴吊入机坑后再将上机架吊入机坑进行正式安装,但这种方法在上机架预装完成吊出机坑后将占用的场地面积较大,导致厂房工位紧张,影响后续设备进场,且多次吊装势必会引起上机架变形,可能造成上机架回装后需进行二次调整才能满足规范要求。本文以永泰水电站发电机上机架一次性安装的施工工艺为例,总结上机架一次性安装不做二次吊装的方法,为以后水电站上机架安装工艺提供指导和借鉴。
永泰抽水蓄能电站,位于福建省福州市永泰县白云乡境内,电站共布置4 台单机容量300 MW 的立轴单级混流可逆式水泵水轮发电机组,总装机容量1 200 MW,其中电站发电电动机上机架为辐射型机架,由1 个中心体和8 个支臂组成,中心体与支臂在现场采用螺栓、键、螺柱、螺母、销钉等把合成整体结构。上机架轴向通过8 个安装在定子机座上环板处的垂直支墩与定子相连,径向通过8 组支撑装配与上机架基础板相连。支臂处最大直径10 180 mm,上机架总高度1 125 mm,相邻支臂弦长3 895.7 mm,上机架重约33.555 t。
2 施工工艺流程及操作要点
2.1 施工工艺流程
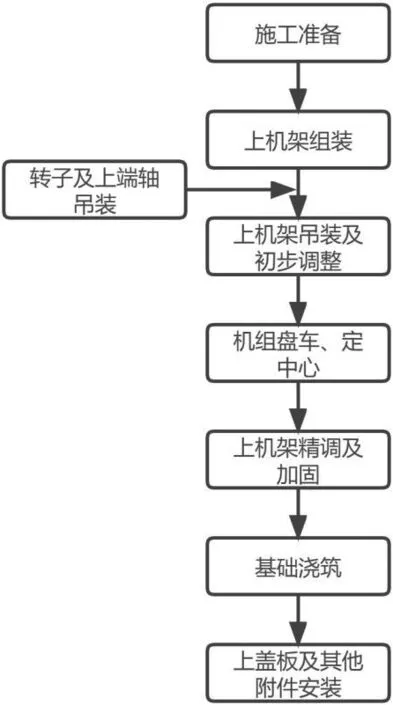
图1 施工工艺流程图
2.2 操作要点
2.2.1 施工准备
在下机架预装时将机组高程控制点上引至发电机层固定位置,并做好保护。
2.2.2 上机架组装
(1)根据现场实际情况,选择在安装间或发电机层机组间的位置进行上机架组装,布置4 个800 mm高钢支墩和调整楔子板,作为上机架组装用支撑。初调支墩半径并将楔子板顶面水平调整至1 mm以内。
(2)将上机架中心体、支臂运到组装位置,对所有组合面进行清扫。对中心体的加工面进行清扫,检查高点并除去毛刺。对所有组合块螺杆孔进行清理。
(3)将上机架中心体吊放在支墩上,注意其方位,调整上机架中心体的水平,要求水平偏差值不大于0.05 mm。
(4)根据上机架支臂与中心体间的配对标记,将上机架支臂按对称方式及编号依次挂装把合在中心体上,在支臂端部轴向用千斤顶支撑。然后通过螺栓、键、螺母、销钉等部件连为一体。中心体与支臂把合螺栓。
(5)上机架组装完成后,复测上机架中心体的水平,要求不大于0.05 mm。检查各支臂分布半径、相邻两支臂间的弦符合厂家图纸要求,组装完成后,将上机架支臂与中心体间的螺栓、螺母、螺柱、垫圈之间全部点焊牢。
(6)根据图纸要求,安装并把合挡油管。测量挡油管挡油环至上机架中心体上导支柱螺栓抗重环的距离,以上机架中心体上导轴承座圈为基准计算出挡油管外环的圆度和同心度,做好标记后拆除挡油管。
2.2.3 上机架吊装及初步调整
在转子与上端轴吊装完成后,清理、检查上机架各支臂与径向支撑之间组合面、螺栓孔等,除去其局部高点、油污以及毛刺等,并按厂内编号预装径向支撑,检查各垫板及螺栓底座的接触面是否良好,支柱螺栓转动是否灵活。
清理、检查上机架与定子机座支墩组合面、组合螺栓孔等,除去其局部高点、油污以及毛刺等,并试装连接螺栓、销钉等。
按图纸要求方位,将上机架吊放到定子机座的支墩上,用螺栓将上机架支臂把合在定子机座上。起吊上机架时应注意其油管路方向。
吊入上机架,以上引至发电机层的高程控制点调整上机架水平在0.02 mm/m 以内,再调整上机架上的上导轴承座与上端轴的上导轴领同心不大于0.5 mm,符合要求后打紧上机架与定子连接支墩的螺栓。
2.2.4 机组轴线调整及定中心
盘车前分别在推力头、上导、下导、发电机轴下法兰、水机轴法兰及水导6 个断面均匀分出8 个点,每断面的分点必须在同一轴线(同一方位角度)上,在下导处对称抱4 块下导瓦,抱瓦间隙0.01~0.03 mm,并在瓦面上滴少许透平油。
分别在推力头、上导、下导、发电机轴下法兰和水机轴法兰、水导处外侧的X 及Y 方向设置10 mm量程百分表,每块百分表均对在5.00 mm。在推力头或镜板上放置0.02 mm/m 的框式水平仪监测镜板水平。
根据盘车记录确定水导处的最大摆度点并根据厂家及规范要求计算出各导轴承处的最大摆度值。如果上导处摆度超出范围,可以采用调整上端轴和转子中心体的同轴度来进行,调整后再次进行盘车检查,合格后进行上端轴与转子中心体定位销钉的钻铰。
调整转轮与迷宫环之间的间隙,符合要求后,启动推力高压油顶起装置1 min 后停止,检查迷宫间隙。目的检查转动部分是否处于自由状态。可进行2~3 次检查,无变化后测量各导轴承的镗口尺寸,定转子之间上下部的空气间隙和迷宫间隙,符合要求后将转动部分固定。在水导处Y、X、-Y、-X 四个方位对称抱紧水导瓦。抱紧过程用百分表监视大轴位移情况,确保中心不变后,再将其余导瓦对称抱紧。完成后复查镗口尺寸,无变化后可进行下、上导处抱紧大轴。先检查镗口尺寸有无变化,无变化后按照水导处的方法进行抱紧。抱轴顺序应从下到上进行,固定完成后复查镗口尺寸,应无变化。测量空气间隙并作记录。导瓦在定中心之前应进行清扫,检查。固定中心用自制的千斤顶抱紧。
2.2.5 上机架精调及加固
机组定中心完成后,松开上导抱紧的4 块轴瓦,同时松开上机架与定子连接支墩的螺栓,注意监测水导轴承处百分表是否有变化,以上导轴承轴领为基准调整上机架上导轴承座与轴领同心度不大于0.05 mm,以上引至发电机层高层控制点为基准,调整上机架高程与设计高程偏差不大于±0.5 mm,用专用的调整垫调整上机架水平不大于0.02 mm/m,符合要求后把紧上机架与定子机座连接支墩的螺栓,钻铰上机架与支墩之间的销钉孔以及定子机座与支墩之间的销钉孔,复查上机架中心、高程及水平。
2.2.6 基础浇筑
按照厂家图纸安装上机架径向基础及其附件,完成后浇筑上机架径向基础二期混凝土,注意架设百分表检测上机架水平等,待混凝土养生期满足要求后,复查上机架中心、高程和水平应满足要求,同时在监测下、水导的前提下重新抱紧上导定中心时的4 块上导瓦。
2.2.7 上盖板及其附件安装
待基础混凝土浇筑完成,机架复测数据符合要求后,按照厂家图纸安装上盖板及其他附件。
3 结语
随着大型水电站的不断开工和建设,上机架作为承载机组上导轴承的基础,若其安装质量得不到保证,则必然会影响机组的稳定运行,若按照常规的安装工艺对上机架预装后吊出机坑,待转子与上端轴吊入机坑后再进行吊装,会使得上机架在预装后较长时间的占用厂房工位,影响后续设备进场,且上机架吊装时会引起上机架的局部变形,将会影响上机架的安装精度。
为了更好的适应国内水电站建设的发展,发电机上机架一次性吊入机坑安装调整,不作二次吊装的工艺是非常有必要的,为以后水电站上机架安装工艺提供指导和借鉴。
