无级变速器锥盘车磨复合加工数控技术探析
2023-08-11高晓翔
高晓翔
(泰州技师学院,江苏 泰州 225300)
无级变速器简称CVT,其中主动轮与从动轮是CVT的重要传动部件。该部件由两个锥盘组合而成,由于锥盘本身对接触疲劳强度的要求较高,所以在选材、加工等方面的技术要求也较高。锥盘的加工质量与CVT的传动效率密切相关,还会影响其稳定性及使用寿命。为提高锥盘的加工质量,可采用复合加工中心数控技术,确保锥盘的孔径、锥面、沟道等达到精度要求。
1 无级变速器锥盘复合加工关键技术
1.1 沟道寻边定位
1.1.1 定位系统
通过分析锥盘结构发现,其内孔中有磨削而成的沟槽,以均匀形式分布于孔内。在锥盘磨削加工过程中,为提高加工效率,制造毛坯时可对沟道预加工,将磨削余量控制在0.2 mm内[1]。沟道磨削加工前,要快速、精准地对内控中的直线沟道定位及找正。通常情况下,数控设备对工件进行定位和找正时会用到寻边装置,多为接触式。实践表明,通过这种方法定位沟道时,受到沟道本身突起的影响,易造成传感器损坏。图像处理技术在定位中具有一定的适用性,但由于摄像机昂贵,导致成本过高,且处理算法的复杂程度较高,限制了该技术的推广应用。针对定位方法存在的不足,提出了一种在线定位方法。锥盘内控沟道的分布情况如图1所示。
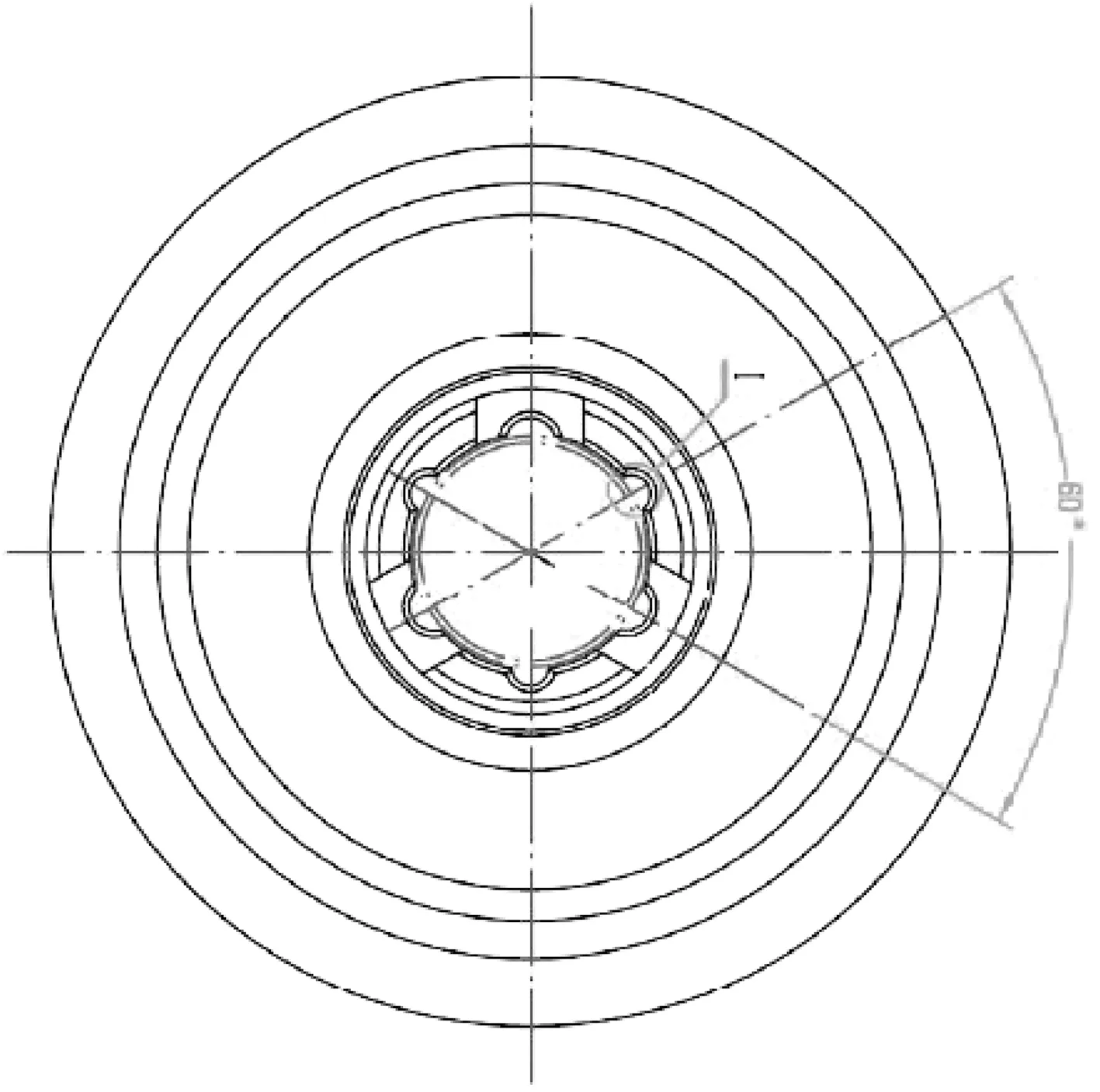
图1 CVT锥盘内控直线沟道示意图
图1中红线的圆形为通孔,在内控周围均匀分布多条间距相等的沟道,定位时找到其中任意一条沟道的位置便可通过计算得出其余各条沟道的中心线位置。锥盘的内控端面是一个具有漫反射性质的表面,根据该性质设计出一种定位方法,即基于漫反射光电式开关的在线定位,该方法工作时的时序关系如图2所示。

图2 基于漫反射光电式开关定位的时序关系
利用图2中的已知参数,通过计算,能够得出内孔沟道的中心线位置,计算公式如下:
(1)
1.1.2 计算方法
在锥盘内孔中共有6道均匀分布的沟道,测量距离设定为10 mm,传感器为IP67级光电式开关传感器,光点的直径为10 μm。采集到的编码器脉冲数依次为50、80、140,用N1、N2、N3表示,通过上述公式,可计算出起始位置θ0=4.39°。第一条沟道的中心线位置θ1为9.66°,内孔中其余5条沟道的位置按从小到大的排列顺序依次为69.66°、129.66°、189.66°、249.66°、309.66°[3],由此能够快速地对内孔中的所有沟道进行准确定位。
1.1.3 试验验证
为了对该定位方法的可行性进行验证,开展了试验测试,结果显示,在未反馈细分情况下,转速为0.1 r/min、0.5 r/min时,定位误差分别为0.1517°、0.1151°,经100倍频细分后,可满足工件0.005°的定位精度要求,说明此定位方法合理、可行,适用于CVT锥盘车磨复合加工。
1.2 孔径与锥度测量
由CVT锥盘复合加工的关键技术指标可知,当车削、磨削加工完毕后,需测量锥盘的内孔直径及其端面的锥度。按照锥盘的结构,结合数控机床工位要求,设计测量装置,为数控机床在线测量目标的实现提供支撑。测量装置的基本原理如图3所示。
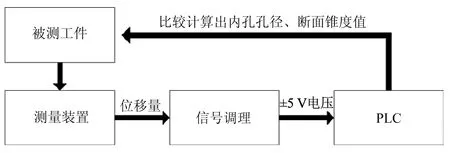
图3 锥盘孔径及锥度在线测量原理
设计的测量装置由多个传感器构成,包括内孔传感器、轴向位移传感器等。传感器的测量精度范围可达到±100 μm,内孔及锥度传感器的测量精度分别为0.0015 mm、0.0010 mm[4]。
1.3 电动机调试
对电动机的调试主要是伺服特性,选用西门子公司出品的6.1 kW伺服电动机,其额定转速为3000r/min,自带增量编码器,配有电源模块。电动机伺服特性调试回路如图4所示。

图4 电动机伺服特性测试回路示意图
由于CVT复合加工机床有较多的进给环节,采用常规的PID控制器很难达到预期的控制效果。UMAC(运动控制器)采用全新的PID算法,对系统的整体性能加以改善,可使其满足高精度的要求。与传统的PID相比,UMAC引入前馈控制算法,在确保系统运行稳定的基础上补偿被调增量,从而使系统的鲁棒性得到进一步增强,解决了机械谐振问题。UMAC提供多种信号源,包括7种特定及1个自定义,能够对PID的相关参数加以调节,满足伺服系统要求。对PID参数整定后,系统的响应时间、跟随误差有所减小,伺服系统的动态响应特性随之提高。
2 基于无级变速器的锥盘复合加工数控系统构建
2.1 系统结构
2.1.1 结构特点
按照CVT锥盘的加工情况,采用开放式设计方法,构建以PC与UMAC相结合的数控系统。该系统的结构特点如下:模块化。所有模块之间相互独立,互相关联,有标准化的接口,模块可按照需要增加。可移植性。数据格式及控制机制统一,源代码能够兼容多种计算机平台,软件可在不同平台中运行。操作性。系统中所有的组件都采用具有标准化特征的应用程序界面,即API,从而使模块间的数据能够按统一格式传输,可操作性更强。可扩展性。按照生产需要,利用系统提供的API,依据编程规范,可在较短的时间内开发出功能模块,使系统具备扩展能力。
2.1.2 总体结构方案
按照系统的结构特点,在充分考虑CVT锥盘复合加工工艺及对数控系统高要求的基础上提出基于PC与UMAC相结合的数控系统。PC归属于硬件设备范畴,为系统重构提供了便利。还有极为丰富的软件资源,在软件开发上具有较强的灵活性,故将PC作为平台搭建数控系统。基于PC的数控系统实现途径较多,常用的有NC+PC、PC+NC及纯PC。对比分析发现,PC+NC的灵活性好,可使软件资源得到有效利用,故选择PC+NC构建数控系统。整个数控系统采用工控机与运动控制卡相结合的控制模式,将工业计算机作为主机,主要负责非实时性任务的处理(如系统管理、故障诊断、数控编程及通信等)[5]。运动控制卡与工业计算机经现场总线连接,负责实时性控制任务,包括位置控制、刀具补偿及速度处理等,还能对系统的运行状态进行实时监控,确保模块的独立性。
2.2 硬件设计
2.2.1 运动控制器
UMAC是数控系统的核心部件,要求其能够对多台电动机进行多轴协调控制,其选型直接关系着整机的控制性能,需在系统硬件设计过程中对运动控制器的选择予以高度重视。
本次开发的数控系统主要为CVT锥盘复合加工服务,因此选用的UMAC应满足如下要求:输出分辨率不低于24位,最高脉冲的输入频率不低于13 MHz,可接收到相关的反馈信号,包括光栅尺的绝对值及编码器的增量等。可对Windows系统的资源加以利用,开发友好的人机交互界面,可以扩展,便于开发更多新的功能。
通过比较确定,选用TAU公司出品的UMAC伺服运动控制器。该控制器的处理器为DSP56303,最多能够同时控制32个轴的运动,最高脉冲的输入频率为40 MHz,完全可以满足CVT锥盘复合加工过程对精度及速度的控制要求。其与上位机的通信方式较多,可根据实际情况合理选择,配有多种接口模块,为伺服驱动器及编码器的连接提供便利条件。其有3种常用的输出模式,即PFM、PWM及DAC,支持扩展I0口。此外,UMAC还为用户提供了开发调试软件,可对电动机的运行参数进行实时监测。
UMAC具有如下特性:运动控制、伺服、换相、补偿、安全、计算、笛卡尔坐标系、运动程序、PLC程序等,因此UMAC具有诸多功能:支持直线及圆弧插补,运动前瞻控制,可随时改变PID参数,支持用户自定义伺服算法,输出模式为PWM时,支持数字电流环,支持多种补偿(如力矩补偿、刀具半径补偿、位置补偿等),软硬件限位,跟随误差报警,可对多项任务在同一时间内进行处理,能够对不同的变量类型自动匹配,支持笛卡尔坐标系自定义与多个电动机不同的坐标系,支持各类高级程序语言(如C++、JAVA等)。UMAC模块的构成情况如图5所示。

图5 UMAC模块结构示意图
UMAC命令包括以下几种:在线、运动程序、PLC程序等。其中,在线命令包含全局命令、坐标系命令、电动机命令等。运动程序命令包含运动模式、运动特征及轴特征等命令。PLC命令包含命令发布、数据信息传输与显示等命令。UMAC的任务优先级如图6所示。

图6 UMAC的任务优先级示意图
2.2.2 伺服系统
CVT锥盘复合加工过程对机床精度有较高的要求,故选用模拟控制。在该控制方式下,伺服装置的选择是重点,为达到CVT锥盘机床复合加工的性能要求,X、Z及A轴全部选用德国西门子公司生产的交流同步电动机,选用德国威马公司生产的电主轴作为工件的电主轴。驱动器为西门子公司的产品,型号为611U,其特点是功能强大,配置灵活,由电源馈入、控制板及功能等模块组成,相互独立,通过标准化的方法设计[6]。
2.2.3 机床电气回路
为避免数控系统运行过程中受到外界干扰,UMAC引入直流稳压电源,利用光谱隔离技术,实现回路中强电与弱电的分离,最大限度降低电压波动产生的影响并抑制噪声干扰。伺服系统的主回路采用380 V交流电源输入,UMAC经板卡底部的端口输出模拟量控制信号,电主轴内置磁栅编码器。PLC的输入和输入电压均为24 V,内孔、锥面及沟道3个磨削主轴及修形电机由PLC进行控制。
2.3 软件开发
2.3.1 开发方法
面向对象。主要步骤包括OOA、OOD,前者是面向对象分析,后者是面向对象设计。与结构化的软件开发技术相比,面向对象的软件开发更容易操作,任务间的耦合程度非常高,开发出来的软件更加可靠,能够重复利用。
操作系统。支持数控软件的有DOC、LINUX、WINDOWS、RTXC、QNX等,这些操作系统既有通用型,也有专用型。确定选用WINDOWS作为数控系统的操作系统,其功能强大,技术成熟,可以满足数控加工需要,能够缩短产品的开发周期。
.NET框架。这是一款由微软公司开发的技术平台,为软件开发提供了良好的编程环境,令Web程序及服务建立变得更加容易。.NET框架在软件开发方面的优势如下:可自由选择适宜的编程语言,编写好的程序能够移植到不同系统中,基础类库与组件库非常丰富,无需注册表。CLR的加入避免了内存泄漏问题的发生,可对数据库进行访问。C#是一款专为.NET框架设计的编程语言,具有面向对象的基本特征,即继承性、抽象性、多态性、封装性。C#语法简单,支持XML,安全性更高。
2.3.2 软件功能
开发的数控系统软件结构如图7所示。
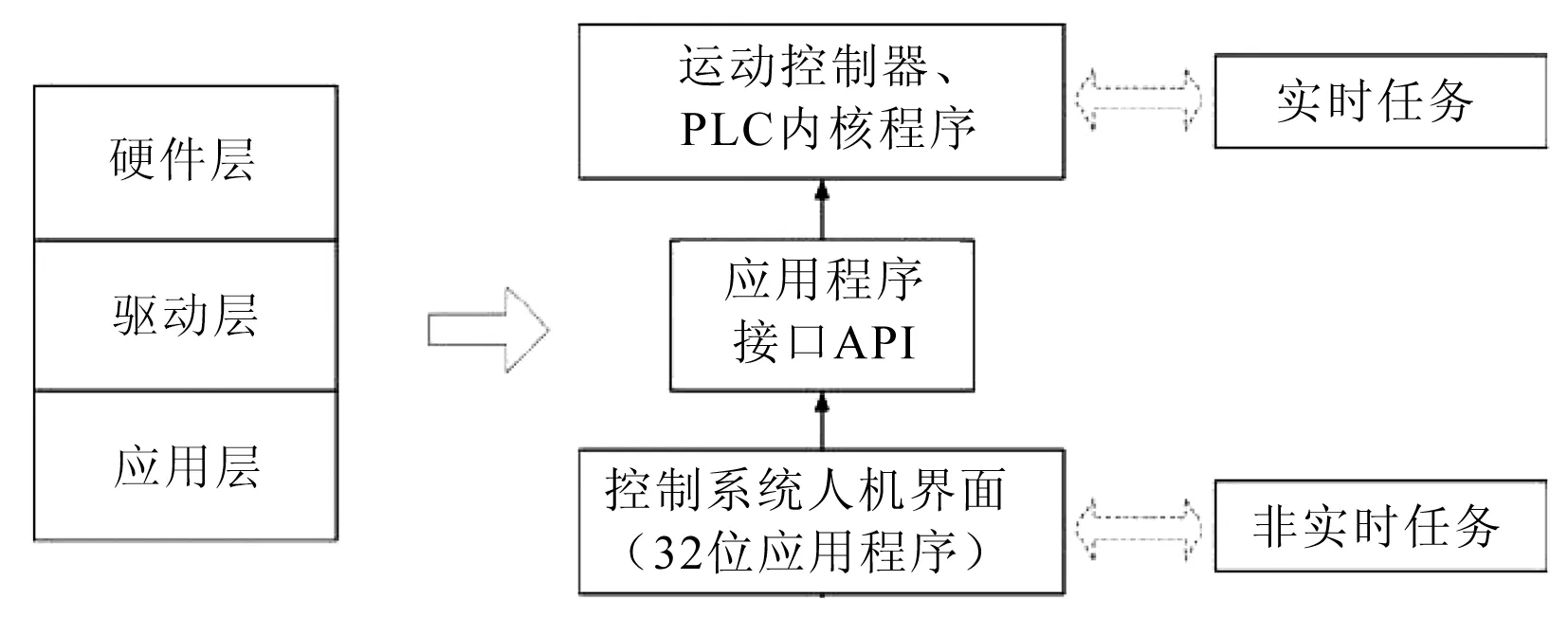
图7 数控系统软件结构体系
控制系统能够完成实时与非实时性任务的控制(如位置、速度、刀具补偿、参数设置、故障诊断等)。其中,实时任务由UMAC与PLC共同完成,而非实时性任务则由PC机负责完成。软件借助任务协调模块,对UMAC及PLC进行调用,以实现实时控制。通过C#语言编写任务协调模块,保证该模块的可用性。按照CVT锥盘的加工特点,对人机界面加以规划,使其满足应用需要。作为整个数控系统的操作平台,人机界面尤为重要,为人机交互提供了可能。在人机界面功能模块软件开发中选用PcommServer通信驱动,支持以太网总线通信,带有COM接口程序,通过对PcommServer的调用,可实现PC机与UMAC之间的通信联接[7]。为了解机床的运行状态,在人机界面的开发中加入显示界面,对伺服轴所在的位置及运转速度等进行实时显示,为运行监测提供便利。
3 结束语
无级变速器锥盘车磨复合加工是一项复杂的工作,为提高锥盘的精度及质量,应采取有效的控制措施,对加工过程进行控制。未来,要加大对数控技术的研究力度,不断改进优化,使其更加完善。
