活塞式压缩机在线监测系统技术应用
2023-08-10刘雷牟国平
刘雷,牟国平
(中海沥青股份有限公司,山东 滨州 256600)
随着化工业的迅速发展,很多行业都用到了氢气压缩机,由于氢气具有密度低、体积能量密度小的特点,氢气压缩机必须要具备承压大、流量大、安全和密封性好的特质,所以氢气压缩机的安、稳、长、满、优运行尤为重要,从而保障企业尽可能地追求较少的能源损耗,保持良好的市场竞争力。
2013年8月,某炼厂新增项目30万t/a润滑油原料加氢脱酸装置,该装置共计4台活塞式氢气压缩机(对置平衡往复式),属于该炼厂A类设备及特护级转动设备。其中新氢压缩机2台(设备位号:K-101A、K-101B;流量:2 000 m3/h;额定压力:4.7 MPa;压缩级数:四级压缩;气缸数量:4个气缸),循环氢压缩机2台(设备位号:K-102A、K-102B;流量:18 634 m3/h;额定压力:4.53 MPa;压缩级数:单级压缩;气缸数量:2个气缸)[1-2]。
活塞式压缩机目前广泛应用于化工企业,活塞式压缩机是一种容积式压缩机,作为容积往复式压缩机与容积回转式压缩机及速度式压缩相比具有一系列的特点。
其优点是:
(1)不论流量大小,都能得到所需的压力,排气压力范围广。
(2)单机能力为在500 m3/min以下的任意流量。
(3)在一般压力范围内,对材料的要求低,多采用普通的钢铁材料。
(4)热效率较高,一般大、中型机组绝热效率可达0.7~0.85左右。
(5)气量调节时,排气量几乎不受排气压力的变动影响。
(6)气体的重度和特性对压缩机的工作性能影响不大,同一台压缩机可以用于不同的气体。
(8)驱动机比较简单,大都采用电动机,一般不调速。
其缺点是:
(1)动力平衡性能差,转速低,结构复杂笨重,体积大,成本高,易损件多,使用周期短,生产能力小,维修工作量大,需要备存较多的备件,维护检修工作量大。
(2)排气不均匀度高,气流脉动大,机组系统振动大,特别是管道系统容易发生振动,影响机组的运行稳定性。
(3)制造质量虽有很大的提高,但故障率仍然较高,满足不了生产的需求,最为薄弱的零部件是连杆螺栓、活塞杆、填料函、活塞环和阀片,它们的使用周期较短。
(4)机组的自动控制和监控系统仍比较简单。
(5)辅助设备的尺寸大,重量大,占地面积大。
4台氢气压缩机投入运行后,维保人员通过对氢压机故障处理记录及原因分析汇总发现,除以上缺点与不足外,该装置4台氢压机存在相同的一个问题,一旦设备出现填料密封泄漏或活塞环磨损故障,通过传统的温度测量法无法有效监测故障发生的时间及判断故障发生的部位,因无其他有效监测手段,造成设备维保极其被动。一是无法提前制定检修计划开展计划性检修;二是无法提前梳理检修配件,经常发生拆检后非易损件损坏,因无库存定额进行紧急采购,其中活塞、缸套等重要部件采购周期需要3至6个月,对设备完整性影响较大;三是无法准确判断故障点,造成盲目性检修,检修周期长,对人力、物力影响较大。
1 运行过程中存在的问题
(1)自4台氢气压缩机投用运行后多次发生填料密封泄漏故障,因无有效监测手段,不能准确判断哪一级填料密封泄漏,新氢压缩机只能从一级到四级逐级拆检,循氢压缩机也只能同时拆检左侧气缸及右侧气缸,拆检计划性不强,维修时长为2~3 d不能满足特护设备一开一备的管理要求。
(2)拆检填料密封需先抽取活塞,此过程活塞杆与十字头连接部位极易损伤填料密封径向面,基本抽取一次活塞需更换一套填料密封、一套中体密封、一套刮油环,一套填料密封费用1.5万元,一套中体密封费用0.15万元,一套刮油环费用0.3万元,占用维修费比例较大。
(3)该类型压缩机活塞环、支承环材质为聚醚醚酮,运行过程发生磨损不易判断。例如:新氢压缩机K-101/A四级气缸排气压力突然降低,拆检发现活塞环、支承环磨损严重,活塞底部与气缸发生刮擦,活塞前端磨损严重已无法使用,气缸底部镜面贯彻划痕严重已无法使用,被迫更换四级活塞及气缸缸套,因活塞、缸套购置周期较长,对活塞、缸套划痕研磨处理后进行回装,该机只能作为紧急备机使用。此次故障对装置运行带来较大的隐患,维保工作极其被动。
(4)为了避免再次出现活塞与气缸刮擦的严重故障,只能根据四台氢压机运行周期(3个月)进行被动性拆检,拆检活塞环步骤同拆检填料密封一样,拆检一次需更换一套填料密封、一套中体密封、一套刮油环。拆检过程测量部分活塞环虽有磨损但还可使用,因拆检气缸工作量较大为了稳妥起见也只能被动更换活塞环、支承环,造成人力、物力、财力的极大消耗。
(5)循环氢压缩机硫化氢含量较高(5 000×10-6~10 000×10-6),循环氢压缩机与新氢压缩机共用一个排气、排液罐,根据安全要求,拆检任一台压缩机前需对出口、入口管线及高压腔放火炬管线进行能量隔离,耗时耗力。
2 技改内容
为了有效解决上述存在的问题,通过对周边炼厂调研,与设备厂家技术人员交流及查阅技术资料,制定活塞式压缩机活塞杆下沉监测、填料漏气回收温度监测及机组振动监测技术改造方案:
(1)压缩机机体振动监测:通过安装机体振动变送器来监测机体振值,其量程是0~25 mm/s,设定报警值为高报警值8 mm/s和高高报警值12 mm/s。日常巡检在中控室观察振动监测值的曲线波动,正常情况下机体振动会很平稳地保持在一个低值,若振动烈度有缓慢增大的趋势,则需现场排查原因,检查是否因为某个部件连接出现松动或是压缩机左右两端受力不平衡等。
机组壳体振动采用压电式振动变送器,安装与压缩机主机机身X相Y相各一支,输出标准4~20 mA信号,可以在DCS画面上显示全程振动变化,振动变送器具体见图1~2。
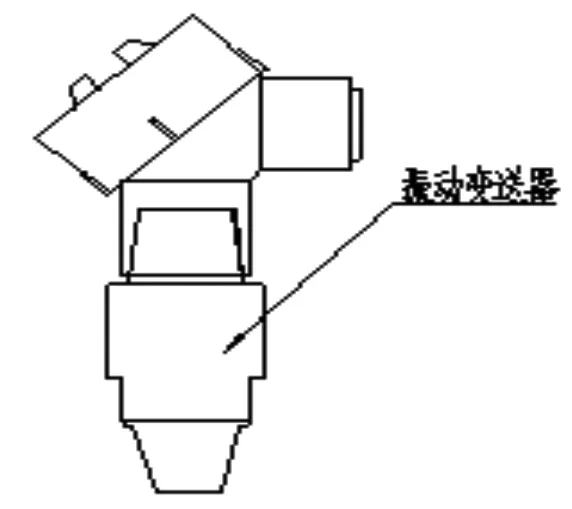
图1 机体振动监测示意图

图2 机体振动监测实物图
(2)活塞杆下沉位移监测:通过活塞杆上部安装监测探头监测活塞杆下沉位移数值,监测值是一直在微小范围波动的,但随着活塞环的磨损,下沉位移会慢慢增大。日常巡检若发现活塞杆下沉位移监测值趋势缓慢增大至报警值,说明活塞环已出现磨损,提前制订检修计划协调工艺做好检修准备工作。
活塞杆下沉监测采用电涡流位移变送器,安装于压缩机中间填料的上方,输出标准4~20 mA信号(下沉位移报警值≥0.4 mm),可以在DCS画面上显示全程位移变化,位移变送器由电涡流探头+延伸电缆+前置变送器组成,(4台压缩机计12个检测点)具体见图3~4。

图3 活塞杆下沉监测示意图

图4 活塞杆下沉监测实物图
(3)填料漏气回收温度监测:一是现场监测,在填料漏气回收管线安装埋入式测温仪,通过巡检观察表头温度变化趋势判定填料密封失效程度。二是远程监测,在现场温度表侧安装密封泄漏介质温度报警远传DCS系统到操作界面,漏气温度达到60 ℃时中控室报警提示,以便及时监控密封泄漏情况,消除安全隐患(4台压缩机计12个检测点)。
压缩机机体振动监测、活塞杆下沉位移监测,这两类仪表在压缩机旁没有显示表头的,所以仪表的监测数据需要在中控室观察。填料漏气回收温度在漏气回收管线上有显示表头及远传中控室监测数据,可现场监测和中控室观察(图5)。

图5 填料漏气温度表现场图
3 改造效果评价
(1)通过在线监测收集的实时数据可以观察掌握各测点的变化趋势。
(2)通过在线监测系统对设备进行实时状态监测,对压缩机发生的故障时间和故障部位能做出准确判断,及时制定检修计划,提高了计划检修率降低了事后维修率。
(3)有效延长了设备的运转周期,避免了无计划性维修造成的人力、物力的浪费。
(4)节约了维修费用,减少了氢气损耗。
(5)增加了设备使用的安全性。
该炼厂经技术人员评审评价后,利用装置停车检修的机会,对四台氢气压缩机进行机体振动监测、活塞杆下沉位移监测、填料漏气回收温度监测技术改造。
4 技改后应用实例
4.1 实例1
维保人员日常巡检中发现新氢机K101/A三级漏气回收温度较高,现场温度表显示55 ℃(正常温度40 ℃),调取温度趋势显示缓慢上升态势已接近报警值,询问操作人员耗氢量也较平日有明显增加,当日加工原料为常二线油,正常耗氢量为570 m3/h,耗氢量已经到了770 m3/h,切换停机后对该机三级填料密封进行了更换。由于通过数据监测,能及时判断三级填料密封泄漏,提前制订检修计划避免了采用原来的逐级拆检方式,能够当日修复投用,耗氢量正常,漏气回收现场温度显示40 ℃运行良好。技改后通过对数据的状态监测,及时发现故障、排除故障,节约了生产成本,缩短了维修时间。
4.2 实例2
维保人员接操作人员通知,新氢压缩机K-101/B三级气缸活塞杆下沉位移监测接近报警值,维保人员随即制定检修计划,梳理相关配件,班前提前安排人员对出口、入口管线及高压腔放火炬管线打盲板进行能量隔离,维保人员到岗后立即对三级缸进行拆检。活塞环标准厚度20 mm,经检查5道活塞环均有不同程度的磨损,其中活塞前端活塞环磨损较为严重经测量厚度仅为14 mm,活塞环已无弹性。如无活塞杆下沉位移监测系统提示,及时维修更换活塞坏,活塞将与气缸缸套发生刮擦,新氢压缩机K-101/A四级缸活塞与缸套刮擦报废的故障将再次发生。
4.3 实例3
维保人员日常巡检中在中控室观察振动监测值的曲线波动,发现循环氢压缩机K-102/A机身振动振值由2.8 mm/s逐步攀升至5.6 mm/s,虽未达到报警值但整体趋于上升趋势。维保人员经现场分析提前制定检修计划,提报采办计划购置连杆螺栓、连杆螺栓开口销、大头瓦、十字头瓦、十字头销等配件。配件到货后装置停工的时机对该机进行维修,拆检曲轴连杆过程中发现西侧气缸连杆螺栓有轻微松动,十字头连杆大头瓦表层巴氏合金有轻微点状剥离,剥离的巴氏合金堆积在连杆油路铜管内,十字头销、小头瓦经测量与着色探伤未发现异常。维保人员随即更换大头瓦、连杆螺栓及开口销,清洗连杆油路铜管,开机运行机身振动振值降至2.5 mm/s。此次故障如不是通过有效的监测手段,及时制定整改措施消除隐患,如果大头瓦表层巴氏合金持续剥离脱落,一是造成连杆大头瓦与曲轴轴颈形不成良好的油膜,造成油压系统压力降低,从而导致设备连锁停机,对整个工艺系统带来极大的安全隐患;二是剥离脱落的巴氏合金将会堵塞连杆至十字头油路,造成十字头瓦及十字头滑履形不成良好的油膜致使摩擦副烧损,此类故障可造成压缩机曲轴损伤、连杆损伤、十字头滑履损伤、十字头滑道损伤及大头瓦、小头瓦损伤,严重的情况下可导致压缩机整机报废,造成的后果极为严重。
5 推广应用
根据30万t/a润滑油原料加氢脱酸装置四台氢气压缩机在线监测系统技术改造的应用实例,该炼厂120万t/a加氢改质装置两台压缩机,30 000 Nm3/h制氢装置三台压缩机,技术协议要求设备厂家必须配套安装机体振动监测系统、活塞杆下沉位移监测系统、填料漏气回收温度监测系统。活塞式压缩机的监护操作系统布置在压缩机现场和中控室两个地方。
(1)在压缩机现场主要有各种管线的通断、调节阀门,主电机、辅助油泵电机、盘车电机等的操作柱,各级的进、排气压力,进、排气温度的一、二次仪表,分离器的液位显示,进气过滤器的压差、润滑油过滤压差、活塞杆下沉开关、机身振动开关等。
(2)在中控室,通常会设置各级的进、排气压力显示,各级进、排气温度的显示和声光报警,进气过滤压差、油过滤器压差、气缸压力填料超温、活塞杆下沉超限、机体振动监测等的声光报警、各档的主轴承的温度显示和声光报警,电机定子温度、轴承温度的显示和声光报警,分离器液位超限声光报警等。
(3)压缩机在正常运行时一般对下列项目进行监控:进气过滤器压差;各级排气的压力、温度、过滤器压差;压缩机主轴承温度;电机定子温度;电机轴承温度;气液分离器液位;填料漏气回收温度;机身振动;活塞杆下沉。
6 小结
在未安装压缩机在线监测系统之前,对故障原因进行逐级排除,活塞环、支承环的磨损及密封泄漏情况也只能通过各级缸吸气和排气压力的大小去判断,每次维修都做不到计划性,造成维修被动和设备配件的浪费。通过在线监测收集的实时数据,可以监测压缩机各测点的变化趋势,提前制订维保计划避免盲目拆卸降低维修费用。通过新氢机K101/A应用实例可以看到,因维保及时降低了大量氢气的损耗,给公司节约了维修成本同时减少了环境污染。目前氢气采购成本1.8元/m3,耗氢量每小时增加200m3就是360元,提前修复一天就可节约8 640元。
氢气压缩机介质含有硫化氢对人的安全因素影响较大,通过技改缩短了维保时间提高了工作效率,也间接对人的安全因素有一定的保障作用。大型压缩机的安全运行率,往往要求达到99%以上,否则,任何事故都会带来较大的经济损失。所以这类压缩机以及某些防爆要求高的、介质有毒有害的压缩机,根据地域的差异、介质的差异、工况的差异配备相对应的在线监测监护系统。
通过有效的监测系统来推行“预知性维修”和“计划性维修”,从而全面实现“改善性维修”,它是企业在生产中所需要的预防性手段,它可以使设备运行周期达到一至两年,甚至长期使用并保持良好的设备完整性状态,在企业生产过程中是成本预算的重要组成部分。随着现代工艺、技术、设备的不断进步,有目的、有层次、有节点做好设备的维保技改,是控制维修成本的有效管控手段。随着在线监测、离线监测、日检周检、计划维保、信息档案、文本档案的同步实施,动设备“网络”化管理模式已日趋完善,成为设备管理的重要手段,“网络”化管理可实时监测设备的运行趋势并记录相关数据,设备管理人员可通过运行趋势及数据的分析及时掌握设备的运行态势,提前制定具有针对性的措施,可有效增强设备维护保养的计划性,可有效增强设备运行安全可靠性,可有效增强设备维修费用控比性。
