基于DIC技术的选区激光熔化Inconel 625拉伸性能及各向异性的研究
2023-08-01杨来侠李素丽
杨来侠,杜 康,徐 超,高 伟,李素丽,2
(1.西安科技大学 机械工程学院,陕西 西安 710054;2.西安交通大学 机械制造系统工程国家重点实验室,陕西 西安 710049)
0 引 言
镍基高温合金因为其良好的结构稳定性、优越的高温强度和抗氧化性广泛应用于航空航天和能源行业。目前已成为涡轮叶片、发动机盘、燃气轮机等高温应用中不可替代的材料之一。随着航空航天技术的不断发展,对其零部件的功能、结构和性能提出了更加严格的要求,结构成型的一体化有利于提高航空零部件的功能、轻量化和机械性能。然而,目前仍有30%~40%的航空零部件采用传统的合金锻造方法生产,加工难度大、工艺复杂,不能生产出结构轻量化、质量优良的整体零部件,这些都制约了航空航天技术的发展[1-2]。选择性激光熔化(SLM)是近年来发展迅速的增材制造技术之一,在复杂结构一体化成型、轻量化、拓扑优化、材料利用等方面具有无可比拟的优势。将SLM制造方法运用到航空航天复杂零部件的生产中,可以为一体化成型的材料和元件生产开辟一条新途径。
目前,国内外SLM成型过程研究主要集中于控制工艺参数和材料改性来提高成型件的密度和质量,但这已不再是主要的瓶颈问题。有别于传统铸造、轧制或锻造制造工艺,增材制造成型过程较为复杂,SLM打印方向的改变会引起试件局部力学性能变化并引起各向异性差异[4-7]。SLM整个加工过程是一个非平衡的凝固过程,金属粉末经历一个独特的热循环,从快速熔化,快速凝固到重熔,在局部极短的时间内输入高热能并相互作用,这决定了材料的均匀性、微观结构和力学性能。激光束作为强热源点作用于粉末,使熔池中出现类似锤体的温度场,产生对流,熔池中熔融态流体在短时间内被连续搅拌。因为激光“重熔”作用,粉末层被反复熔化且快速冷却凝固,高致密度的镍基合金中存在位错及残余应力导致成型件的内部裂纹缺陷、几何形变、各向异性等失效问题。不同打印角度的扫描策略、层间结合面与扫描区域大小也不尽相同,这些都会直接导致SLM成型件与传统铸造、轧制或锻造产品有各向异性及材料性能差异。如何避免这些问题,制造高质量成型件一直是学术界和产业界关注的重点。
Inconel 625是镍基高温合金的一种,它是一种非磁性、耐腐蚀和抗氧化的镍基合金,在1 100 ℃的温度范围内具有很高的强度和韧性。目前对于改变打印角度Inconel 625成型件的各向异性及拉伸强度、应力分布还缺乏相关的评估与研究。为分析Inconel 625各向异性及整个拉伸应变场,单轴拉伸试验过程中采用数字散斑(Digital Image Correlation,DIC)技术观测拉伸受力过程中成型件全应变场变化并提取数据,通过DIC高速照相机追踪特殊标记点未变形图像和变形后图像间选定的子集进行关联进而确定位移并建立应变场云图,从而观测整个变形过程中应变场的变化。
文章旨在研究不同的打印角度下SLM制造Inconel 625构件的材料强度,通过DIC技术观察获得打印角度对SLM成型件力学性能及应变场影响,分析内部各向异性。最后使用电子显微镜观察试件断口,并分析打印角度对断口形貌的影响。
1 试验
1.1 材料
试验所用材料Inconel 625粉末来自EOS Gmbh-Electro Optical System公司制造的球磨镍基合金粉末。表1为Inconel 625粉末的化学成分。图1为粉末电镜图,粉末表面光滑、有光泽,摩擦力小,具有良好的流动性。粉末粒径范围为15~53 μm,平均粒径为35 μm。试验前须将Inconel 625粉末置于110 ℃的干燥箱中烘干2 h。

表1 Inconel 625粉末的化学成分Table 1 Chemical composition of Inconel 625 (wt%)

图1 Inconel 625粉末Fig.1 Inconel 625 powder
1.2 试件制备
制备试件的选区激光熔化设备由铂力特公司生产,型号为BLT-210。试验最优工艺参数由正交试验获得,见表2。成型过程在氩气环境下进行,打印前预热温度为200 ℃,激光功率控制在350 W,扫描速度为500 mm/s,扫描间隔为70 μm,激光光斑直径为60 μm,打印层分层厚度保持在0.02 mm,扫描方式选择倾斜分区式。

表2 SLM试件制备工艺参数[8]Table 2 Preparation process parameters for SLM specimen
为研究3D打印试件各向异性差异,分析不同打印角度下的应力-应变关系及全应变场变化,SLM同时制造三种同工艺参数、不同打印角度典型拉伸试件。制备过程中试件与设备基板的夹角分别为0°、45°、90°,如图2所示。图3为哑铃型拉伸试件的尺寸参数,试件长220 mm、厚4 mm,为了避免疲劳开裂及应力集中,标距段两边采用圆倒角半径10 mm。中部标距段长100 mm,每组试验准备3个试件,结果计算平均值。经排水法测量得致密度为98.65%,表面无缺陷,内部有少量孔洞外,其余部分接近完全致密[9-10]。

图2 试件打印夹角Fig.2 Specimen printing angle
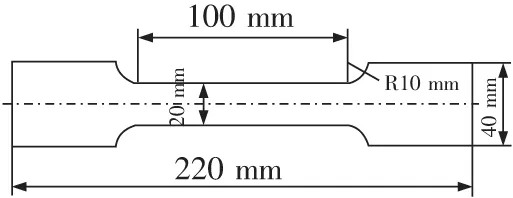
图3 试件尺寸Fig.3 Specimen size
1.3 试验过程
为验证试验的可重复性,分别对Inconel 625试件与SLM设备基板的打印夹角为0°、45°、90°3种打印方式的试件进行单轴拉伸试验。将试样记为T-1,T-2,T-3等3组,每组试件进行3次测量并求取平均值,该试验在MTS-LPS105 型试验机上进行,试验机拉伸传感器进度为0.01 kN。通过MTS拉伸机和DIC等2种方式完成应变测量,采用标距为50 mm引伸计测量标距段的变化,试验过程控制方式选用位移控制拉伸试验设备,如图4所示[11-15],拉伸试件前对标距段使用黑色及白色漆进行喷绘,获得随机灰度水平表面。DIC试验采用高速摄像机拍摄,相机的摆放位置与正确加持后的试件中心位置平齐,每次拉伸前需调节相机焦距,调整两侧冷关灯至合适亮度,查看软件界面散斑拍摄紫色区域为90%以上,避免过度曝光或补光不足。完成调试后抓拍一张空载照片建立参考位置,拉伸过程中使用数字相机1 s一张拍摄,拍摄像素分辨率为1 280×1 024的图像,当测试终止至试件断裂大约产生600~1 000张图像。随后使用GOM-Correlation软件对试件标记段表面进行位移的测量及应变计算,拉伸初始状态手动拍摄定义初始图像,开始处理定义范围内标距段的网格。由初始图像相关联决定每个测量点在网格上的位移,通过对比灰度级,获得标距段表面位移场[16-19]。
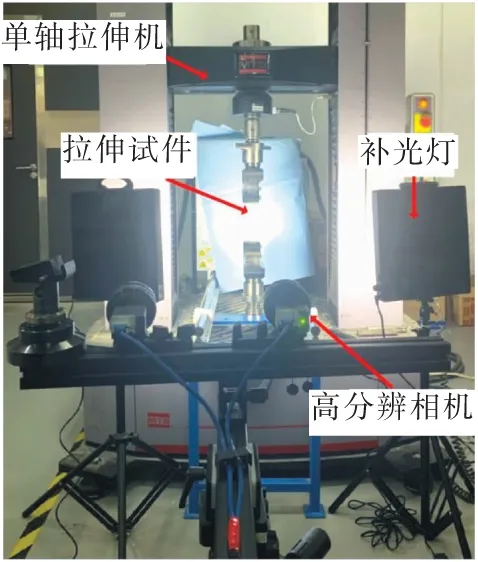
图4 DIC性能测试装置Fig.4 DIC performance test device
2 结果和讨论
2.1 单轴拉伸试验结果
首先对0°角试件进行拉伸,随后对45°角及90°角打印方向的试件进行测试,图5为试验数据求平均后的应力-应变曲线及误差,3次结果基本一致。可以看出三种构建类型的曲线趋势大致相同,均呈现双线性特征,初始阶段有轻微的J型变形,这可能与材料内部缺陷及打印扫描路径引起的细小空隙和缺陷相关,0.2%的验证屈服强度为676,612,520 MPa,对应抗拉强度为1 681,1 587,1 472 MPa[20]。随着分层角度的增大成型件屈服强度与抗拉强度变小,屈服强度降低22%、抗拉强度降低12%,由此可见小角度打印既能减少分层数、支撑数,又可以提升试件拉伸强度。
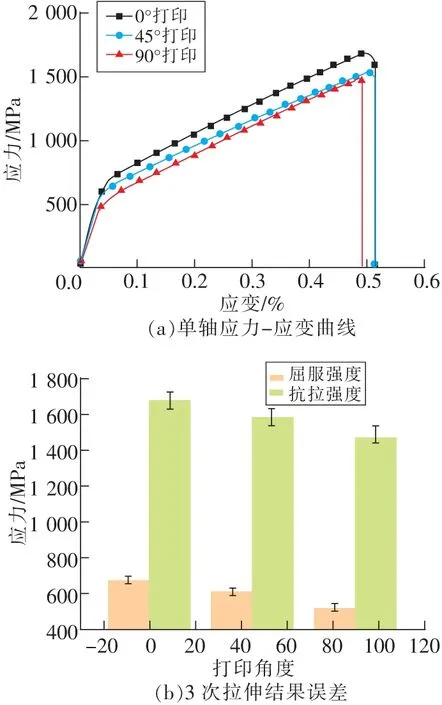
图5 拉伸结果及误差Fig.5 Tensile results and error bars
表3为不同打印方式下拉伸性能对比。参考ASTM B446-03与GJB 3317A-2008进行对比,ASTM B446-03为常规退火态Inconel 625 锻件的拉伸性能标准;GJB 3317A-2008为中国航空高温合金热轧板标准。由表3可知,最优工艺参数下,SLM 3种打印方式的拉伸数据均远高于以上两种参考标准,可运用于航空航天等领域复杂元件的一体化制造[21]。

表3 拉伸性能对比Table 3 Comparison of tensile properties
2.2 DIC试验结果分析
DIC方法拍摄为整个试验进程,每1 s一张,拍摄全程图片数量达上千张,为了缩短GOM-Corrleate软件处理时间,对数字散斑图片间隔数量为50张等距提取,为明显的表示屈服特征,对屈服阶段的照片进行间隔10张提取。随后将筛选出的照片重新编号排序,导入GOM-Correlate软件进行分析,提取试件中段观测应变云图,如图6所示。
2.2.1 试验结果对比
图7为单轴拉伸引伸计与DIC方法提取数据的应力-应变曲线对比,DIC应变提取位置为试件标距段颈缩的应力集中区域。3组试验结果的对比显示,拉伸机和DIC数据误差极小,2种测量方式的应力-应变曲线屈服点几乎重合,对比引伸计数据验证了DIC测量的一致性和可靠性。DIC测得屈服强度为639,587,490 MPa,与拉伸机引伸计测得的误差在5%以内,且单轴拉伸数据为3组试验平均值,所以试验具有可重复性[22-23]。
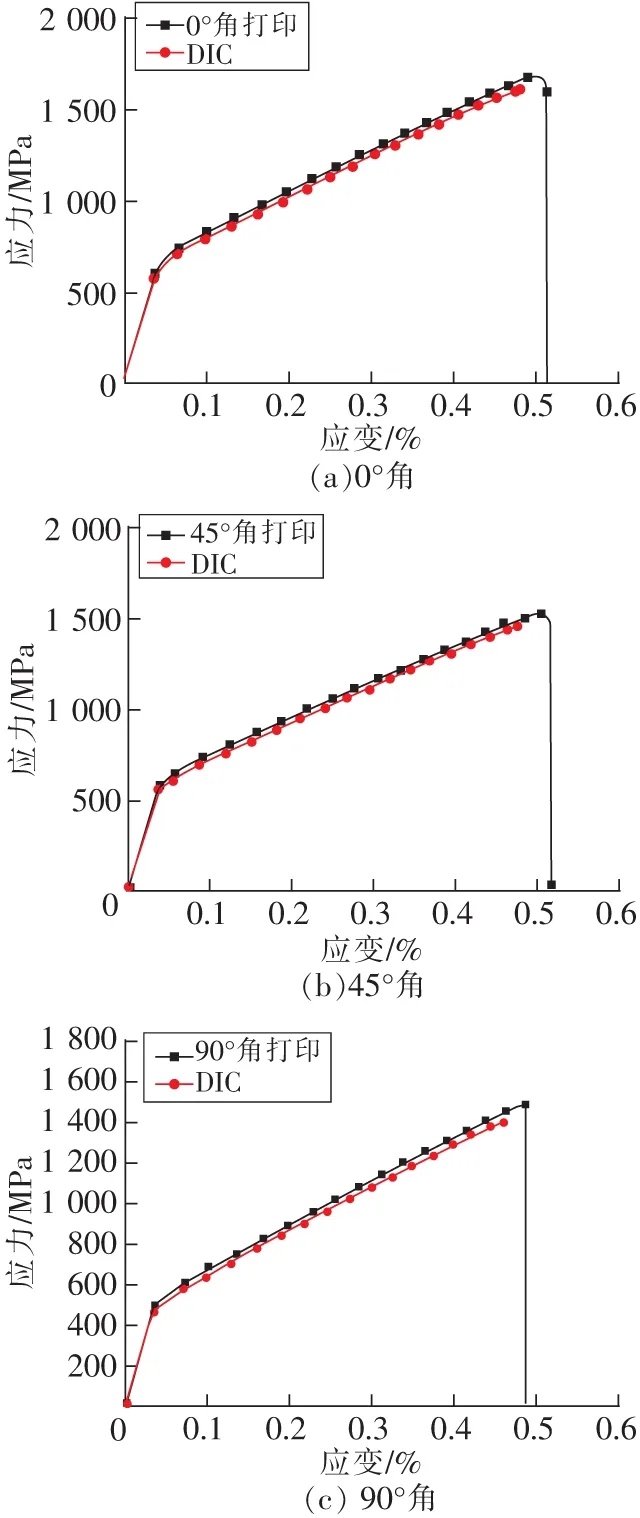
图7 引伸计与DIC应力-应变曲线对比Fig.7 Comparison of stress-strain curves between extensometer and DIC
2.2.2 DIC云图应变分析
通过采集图像子区域中整像素位移搜索法获得位移场的变化,根据位移场数值分析计算拉伸过程中的应变场变化,图8为应变场位移原理。应变场的计算采用最常见的最小二乘法,通过二维一次多项式拟合计算位移场。
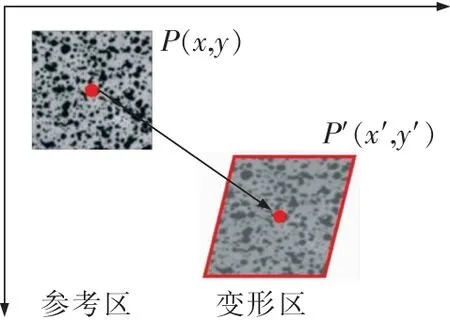
图8 DIC位移原理Fig.8 Basic schematic diagrams of DIC
自区域位移函数如下式
(1)
式中u,v为像素点在x,y方向上的位移分量;(a0,a1,a2),(b0,b1,b2)为多项式系数;εx,εy分别为x,y方向上应变。
应变分量计算如下式
(2)
图9~图11为3类试件DIC应变场分布变化云图。其中图9为0°角打印试件应变场云图。从图9可以看出,试件拉伸至300 s时,标距段中心区域首先出现应变,随着试验不断推进,标距段应变呈现向中心区域集中的趋势。当拉伸时间至440 s时刻时,如图9(c)所示,应力集中区域逐渐开始颈缩,并从中心向两侧扩展。

图9 0°角打印试件应变场分布变化云图Fig.9 Nephogram of strain field distribution of 0° specimen
颈缩边缘附近散斑由于无法承受局部变化的塑性形变开始出现破裂,散斑喷漆脱落失效,颈缩现象向两侧扩展直至试样断裂;图9(c)当接近拉伸断裂时刻(约560 s)散斑脱落区域继续增大,边缘已基本失效,这也导致此处的DIC测量应变数据出现缺失。从DIC测量的应变数值来看,试件中部变形量最大,在DIC测量应变未失效之前随着外载荷的增加应力集中区域不断增大,红色应变区域断裂前最大应变0.487左右。应力集中及断裂部位位于标距段中部,与传统成型件拉伸断裂现象基本一致[24]。
图10为45°角打印试件应变云图,从图10可以看出,应力随着试验推进出现了多条应力集中带,与其构建方式的45°分层夹角基本一致。说明在拉伸过程中应力会集中于分层结合处,这可能与过度烧结及分层搭接率相关。

图10 45°角打印试件应变场分布变化云图Fig.10 Nephogram of strain field distribution of 45° specimen
图11为90°角打印试件应变场云图,对比图11的变化,随着试验推进,出现了多条横向应力集中带,与打印试件的铺粉分层平行。结合45°角打印应力集中带分布情况分析,说明构建过程中的分层方向会直接影响3D打印件各向异性的形成与应力集中带的角度,这也是SLM各向异性现象形成的基本原因[25-26]。

图11 90°角打印试件应变场分布变化云图Fig.11 Nephogram of strain field distribution of 90° specimen
2.3 强度分布曲线分析
结合DIC可获得拉伸标距段屈服强度分布曲线,如图12所示,距中心距离±30 mm为监测区域。从图12可以看出三类结果存在明显差异。GOM-Corrleate软件选择线分析提取标距段应力,发现0°角打印断裂附近应力分布较为规律,断裂颈缩最初也出现在峰值应力处,峰值两侧应力逐渐下降,最低降至中心峰值应力的60%。45°角打印与90°角打印试件屈服强度分布多为起伏波动形式,断裂处峰值为520,612 MPa,峰值两侧与裂纹初始处均呈现起伏波动。对比DIC云图发现应力波动处为应力集中带位置。0°角打印试件断裂位置附近的应力-应变响应完整,颈缩伸长量也大于其它两类试件。这是由于激光熔化结合强度较高、内部结合致密,所以在SLM制备成型件时,建议减少分层厚度,应多采用平铺的方式进行切片打印,不仅可以减少应力集中带各向异性的出现,也能获得力学性能更优的成型件。
3 微观分析
图13为不同打印角度试件的SEM断口形貌。图13(a)所示为0°角断口形貌,高倍数电镜扫描下断口存在大量深度较浅且尺寸小而均匀的韧窝,这是因为0°角打印方式下层与层结合紧密未出现层间断裂。拉伸过程中0°角打印试件比90°角方式的塑性变形量大,伸长率也高于其他两类打印方式。观察图13(b)、(c)断口形貌,断口表面较为整齐,并未出现细小的韧窝,可以清晰地观察到试件的分层,材料断口相对整齐,断口多出现于层间结合面及应力集中带。分层间隙可见有少量细小裂纹、孔隙,这是由于材料熔化后,层间边界的搭接不足引起的。经排水法测得试件致密度为98.65%,材料内部较为致密,但仍存在少量的孔洞和缺陷,这些孔洞是在熔池搭接的边界中产生。空隙缺陷的形成是因为SLM制备过程中有氩气流,粉末会捕获气体形成孔隙,熔化过程中熔融态金属的飞溅也会形成缺陷增大孔隙率。除气体孔隙外,影响致密度的来源还包括分层未熔合和粉末未熔等原因,这些都直接影响SLM试件的力学性能。
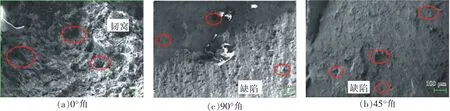
图13 不同打印角度试件的SEM断口形貌Fig.13 SEM fracture morphologies of specimens with different printing angles
4 结 论
1)针对3种不同打印角度的SLM试件,通过单轴拉伸获得Inconel 625应力-应变曲线。屈服强度为676,612,520 MPa,对应抗拉强度为1 681,1 587,1472 MPa,均高于Inconel 625的标准值。
2)基于DIC得到SLM成型Inconel 625三类试件的全场应变云图,拉伸过程中出现分层方向一致的应变带和应力集中区域。0°角打印强度分布规律,45°角与90°角打印强度分布存在一定的离散性。
3)SLM Inconel 625成型件断裂模式为韧性断裂。拉伸后0°角打印试件断口处有小而均匀的韧窝,而其他2类打印方式断口多发生于分层结合面,断口平滑整齐。
