海外航油工程施工过程质量管理
2023-07-29李刚,田文钊,德志等
1 引言
施工过程质量管理是指在工程建设过程中为了保证和提高工程质量, 运用一整套质量管理体系对工程质量进行系统的管理活动。施工过程质量管理,对于海外航油工程的建设及其功能的正常发挥起着决定性的作用。基于此,本文提出了强化海外航油工程施工过程质量管理的施工措施和质量管理理念[1]。
2 建立健全质量验收制度,强化现场质量管控
2.1 项目部三检制度及检验流程
2.1.1 初检
初检是保证施工质量的基础, 通常抽检比例要求为100%,初检责任人由作业班组组长承担,其职责具体而言就是要求和督促班组成员彼此之间开展内部检查、 内部监督和内部把关,当每一道工序施工结束之后,当班班组应根据单元工程所规定的检查(检测)项目或者工序逐个检查,并对施工记录进行如实填写, 同时必须由班长亲自对记录进行签字确认。 初检通过之后, 由班组长对初检相关资料进行整理和上报,进一步为现场复检工作做好铺垫[2]。
2.1.2 复检
复检负责人一般是由现场专业工程师来承担, 且复检抽检比例通常为30%,现场专业工程师的复检职责具体包括:现场专业工程师以班组内部初检作为基础, 对班组内部初检产生的有关记录资料进行复核。 复检工作的主要项目有:对初检项目的齐全性进行检验;对初检数据的准确性进行检验;对初检结果和施工记录之间的相符性进行检验等。 与此同时,现场专业工程师要承担起复检工作的主导责任, 切实做好对复检工作工序和项目内容的检查。 复检通过验收之后,由现场专业工程师对复检相关资料进行整理和上报, 从而为后续的现场终检工作打下良好基础[3]。
2.1.3 终检
终检负责人通常是由项目部专业工程师承担, 且终检的抽检比例通常为10%。 终检是指由项目部专业工程师对初检和复检产生的有关记录和结果做出最后的审核。 终检工作项目内容大致包括: 对复检之后检验结论与设计规范要求之间的相符程度进行检查;对检验资料的完整性、正确性以及与工程施工的一致性进行检查; 由项目部专业工程师对终检工作进行最终验收。 当终检验收通过之后,由项目部专业工程师将终检相关资料进行整理并上报给现场监理工程师, 从而为最后的现场质量检查工作做好铺垫[4]。
2.2 现场质量控制
储罐壁板成型质量控制是工程施工现场质量控制的关键核心,本文以柬埔寨暹粒吴哥国际机场供油工程为例,浅谈航煤储罐壁板几何成型检验过程中如何做好施工的质量控制,把好质量控制关[5]。
2.2.1 罐壁板和罐顶安装
罐壁板和罐顶安装是储罐壁板成型的关键, 罐壁板和罐顶的安装工艺流程如图1 所示。
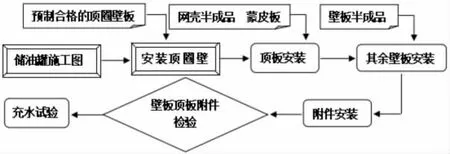
图1 罐壁板和罐顶安装工序
2.2.2 技术交底
罐壁板和罐顶安装之前, 应由工程项目部的技术人员向施工人员完成施工安全、施工质量和施工技术的交底工作,确保施工班组人员明确各道工序的施工规范要求和施工准备工作, 以及在工程施工过程中需要注意的现场施工安全和施工质量问题。
2.2.3 壁板组装要求
在开展壁板组装工作之前, 铆工组人员须对预制壁板进行复验,只有复检合格之后才能进行壁板的组装。
罐壁组装应符合下列规定。
1)倒装法:储油罐组装需要以顶圈壁板安装作为基准,而顶圈壁板的安装质量直接决定了其余壁板能否正常安装,通常顶圈壁板相邻两个壁板上口水平的偏差应≤2 mm。 在整体圆周之上任何两点的水平偏差应≤6 mm; 而且壁板的垂直度不应大于3 mm:壁板全部焊接后,在顶圈和底圈壁板l m 高处,内表面任意半径的允许偏差应符合表1 规定。

表1 内表面任意半径允许偏差
2)其余各个圈壁板的垂直度偏差应小于或等于该圈壁板高度的0.3%。
3)对接接头和壁板之间的组装间隙必须满足图纸设计要求。
4)在组装壁板之时,应当确保壁板内部表面平齐,且错边量必须要符合设计规范要求。
2.2.4 罐顶板安装
先预制罐顶临时中心伞,临时中心伞由两圈构成,如图2所示。中心支架立柱采用4 根φ114 mm×5 mm 钢管制作,每根立柱用2 根φ48 mm×3.2 mm 的焊接钢管斜撑连接固定,环梁采用14 号工字钢煨制。 中间支架用12 根φ114 mm×5 mm 钢管制作,每根立柱用2 根φ48 mm×3.2 mm 的焊接钢管斜撑连接固定,环梁采用14 号工字钢煨制。 立柱高度要比拱顶设计值高50~80 mm(因为罐顶板组装完成、拆除临时中心伞后,罐顶有微量的下沉)。
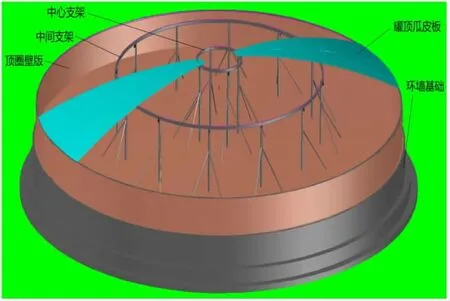
图2 罐顶临时中心伞安装示意图
2.2.5 组装储罐壁板
1)在上圈壁板上,距离纵向焊缝1/3 壁板长度处,画出第九圈壁板的起始位置定位线。 用吊车将第九圈壁板按编号依次吊装到位,第一张板对齐定位线。 除活口焊缝外,其余各张壁板控制好相邻纵缝的错边量、焊缝间隙和点焊固定壁板,控制好环向焊缝的错边量和焊缝间隙,点焊固定环向焊缝,随后组对活口处的焊缝,检验合格后调整好壁板上、下位置,下部均用角销楔紧临时固定。 用活口收紧装置收紧后,焊接前用槽钢和弧形板加固,以防止焊接时产生变形。
2)除顶圈壁板外每圈壁板安装时,留一道活口用于搭接,而且活口搭接的区域尺寸通常为100~200 mm。
3)壁板组对接结束之后便可以对纵焊缝进行焊接。 当结束焊接之后,使用气割将多余的弧形板去掉,并对焊疤进行清理以确保焊缝清洁。 如果有比较大的弧坑出现时,必须对出现弧坑的地方进行补焊并将多余的焊疤打磨平整。
4)完成壁板焊接以后,整个圆周上任意两点水平的允许偏差为3 mm。 壁板组装时,必须确保壁板内部表面平齐,相邻壁板之间的错边量应当满足以下要求。
一是纵向焊缝错变量要求:若壁板的厚度≤10 mm,错边量应≤1 mm;若壁板的厚度>10 mm,错边量应≤0.1 倍的壁板厚度,同时错变量应≤1.5 mm。
二是环向焊缝错变量要求:若上圈壁板的厚度≤8 mm,壁板任意一点的错边量均应≤1.5 mm;若上圈壁板的厚度>8 mm,壁板任意一点的错边量均应≤0.2 倍的壁板厚度,同时错变量应≥2 mm。
三是单圈壁板安装焊接完成后对环焊缝, 纵焊缝表面进行清理,按设计要求进行无损检测,对单圈壁板几何尺寸进行以下验收:倒装法除顶圈壁板和底圈壁板垂直度单独要求外,其他各圈壁板的垂直度不应大于该圈壁板高度的0.3%;罐壁的局部凹凸变形应平缓,不应有突然起伏,用样板进行检查,罐壁的局部变形偏差应符合表2 的规定。

表2 罐壁局部凹凸变形允许值
3 施工资料报审制度
3.1 施工资料的分类
施工资料是在工程建设施工过程中形成的文字和影像材料,通常可以分为8 种,分别是:施工技术、施工物资、施工管理、施工记录、施工试验、施工测量、过程验收及工程竣工质量验收资料,类别编号为C1~C8。 施工资料的过程管理包括施工资料的形成、收集(发放)、分类、处理、储存、查阅、归档7 部分。
3.2 施工资料管管理要求
施工资料的管理要求真实性、完整性、时效性。 真实性是指资料管理员应分析、甄别,使其资料真实反映工程实际,发现疑点(如涂改、伪造、时间错位等)后要积极考证。。 完整性是指资料管理员应在签署(如不规范、漏签等)、文整(如字迹不清晰、缺页、缺少附件、份数不足等)等方面检查、把关。 时效性是指资料管理员应根据资料的时间要求,采取相应措施,保障资料及时的移交归档。
4 建立项目日报制度,加强施工现场管控
航油工程是机场工程建设中的附属配套工程, 其施工作业面广、交叉区域多,涉及专业较复杂,所以,在施工过程如何统筹管理、协调指挥是项目部日常生产管理的重点和难点。 为了全面掌控施工现场情况,统筹管理每日的施工任务,妥善安排下一步的施工计划, 项目部要求各专业负责人每天下班后汇报本专业的当日施工情况和进度安排, 并由工程技术部负责统一整理汇总形成项目日志,项目生产经理负责审阅,以电子版的形式在规定的时间内分发至各专业负责人手中, 更好地帮助各施工班组之间互相了解彼此施工任务, 衔接好施工先后顺序作业安排,在不断的磨合中形成流水施工作业。 项目日志的存在,使得项目管理转入精细化的管理。 这是项目管理工作中的一大创新, 在项目顺利地开展过程中起到举足轻重的作用,并得到了建设方、监理方及其他各参建单位的一致认可,大大提升项目部的管理水平。
5 结语

