家用空调遥控器上盖产品逆向设计及其注塑模具设计
2023-07-28伏可珣韩微笑
伏可珣,韩微笑,章 伟
(芜湖职业技术学院,安徽 芜湖)
前言
作为工业之母的模具,又被称为工业放大器,通过逆向设计,可以大大缩短同类型产品的模具生产周期,提高生产效率,本文针对某款家用空调遥控器上盖产品进行产品逆向设计,并进行相应的注塑模具设计[1]。
1 产品分析
制品尺寸为长136 mm、宽36.5 mm、高约为10 mm、体积5 248.63 mm3、质量13.8 g;外表面光滑,四周有圆角,内部十字加强筋,制品属于小型的塑料制品,在设计模具时可以设置为一模多件,以提高生产效率。实物及产品尺寸如图1、图2 所示。
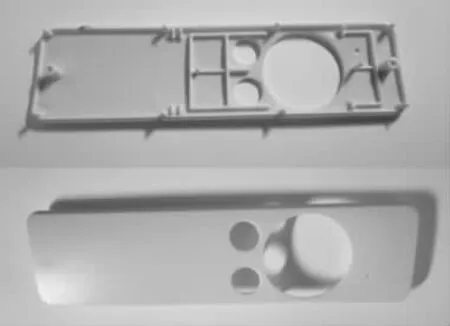
图1 制品实物
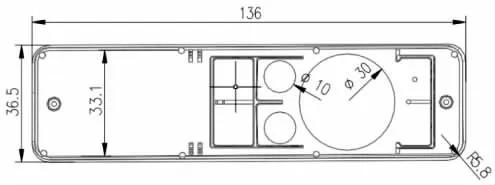
图2 制品外形尺寸
该塑件要求选用PC 材料,年产量50 万件,表面粗糙度Ra=0.8,一般精度要求,精度等级为MT3。PC材料性能参数见表1。
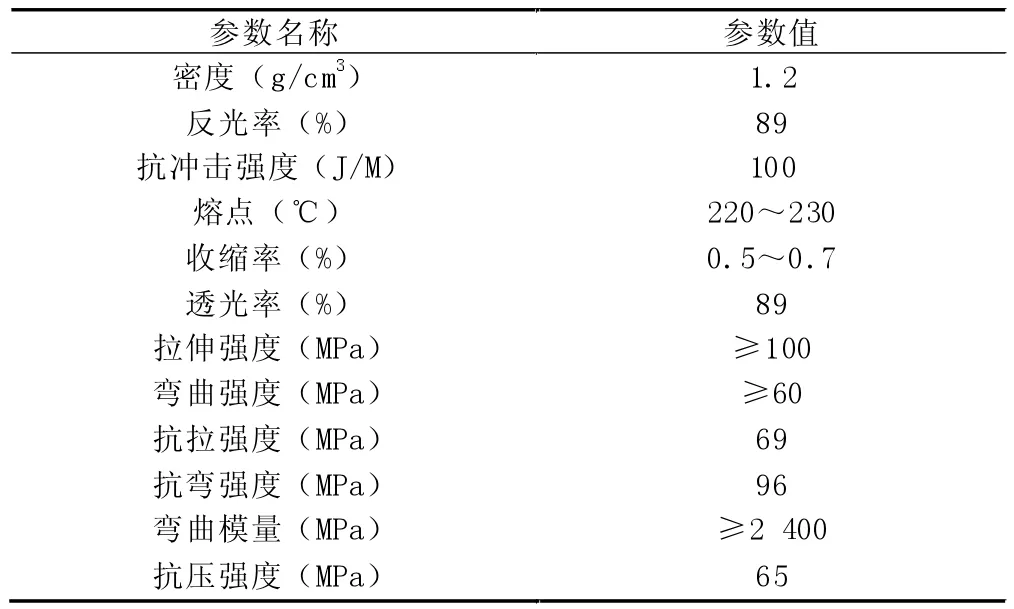
表1 材料性能参数
2 产品逆向建模
该上盖产品的逆向建模,是通过三维扫描仪对上盖实物进行了三次扫描,获得相应的点云数据,并将点云数据导出成面片文件,再使用Wrap 软件对面片进行优化处理,最后利用Design X 软件进行逆向建模,逆向建模的准确与否可以用偏差分析来表示,图3为逆向过程,图4 为偏差分析的效果,整体误差满足要求。
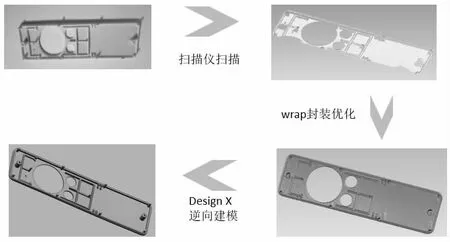
图3 逆向过程

图4 偏差分析
3 模具结构设计
3.1 分型面设计
对于空调遥控器上盖来说,通过斜率分析可以大致得出分型线的位置,中性面则通过拔模来确定出前模或者出后模,模型中四个通孔则采用出前模方式,这样可以避免产生毛刺和飞边,使产品表面质量更高[2]。
3.2 型腔数量与排列形式设计
本产品,要求年产量50 万件属于大批量生产,外观面要求完整无明显缺陷,表面粗糙度Ra=0.8,精度等级为MT3,所以综合考虑采用一模两腔,排列方式为180 度中心对称[3]。
3.3 浇注系统设计
3.3.1 主流道设计
流道是连接注射机喷嘴和分流道的部分,在设计主流道时,一般带有1~2°的锥度以方便脱模。另外主流道应尽量设计短一些,这样可以减小凝料体积,达到节约材料目的[4]。结合空调遥控器上盖制品,主流道采用浇口套形式,主流道总长67.6 mm,喷嘴半径11 mm,上端直径3 mm,下端直径4.77 mm,主流道带有1.5°的锥度,M8 螺丝定位[5]。
3.3.2 分流道设计
在产品一模两腔排位的基础上,结合PC 料的流动性能,确定分流道单边长度15.5 mm,截面形状取圆形,同时设计前端冷料穴来储存前锋冷料,保证进入型腔的凝料是符合温度要求的,这样制品的质量会更高,可以减少产品缺陷[6]。
3.3.3 浇口设计
由于空调遥控器上盖产品体积较小,侧边壁厚壁厚1.5 mm,表面精度要求较高,所以不宜选用直接浇口和点浇口,结合模型结构和模具结构,采用侧浇口[7]。
3.4 凹凸模结构设计
凹模负责遥控器上盖外表面的成型,型腔主要对塑件的外观面进行成型,塑件上表面光滑平整,表面质量要求高,型腔采取整体嵌入式结构,尺寸为160 mm×200 mm×40 mm。
凸模负责遥控器内表面的成型,型腔主要对塑件的外观面进行成型,塑件上表面光滑平整,表面质量要求高,型腔采取整体嵌入式结构,尺寸为160 mm×200 mm×50 mm。
图5、图6 为凹凸模结构。

图5 凹模结构示意

图6 凸模结构示意
3.5 模架型号的确定
(1)A 板尺寸。凹模的深度是40 mm,因为凹模是安装在A 板上面的,再加上要预留冷却水路的空间。综合考虑,确定A 板的厚度为70 mm。
(2)B 板尺寸。凸模的厚度为50 mm,在模具成型过程中,B 板承受了大部分的重量又要预留水路空间,所以B 板的强度要求较高,取厚度为80 mm。
(3)C 板尺寸。C 板尺寸的确定主要参考制品的高度和推出行程,一般来讲要预留5~10 mm 的推出距离,这样可以方便脱模时的制品取件。另外推出的距离不宜设置过长,以免增加推件的时间,降低了生产的效率。综上确定C 版的高度为90 mm,顶出距离为40 mm。
综上各板及型芯的尺寸,选择模架CI-2730-A70-B80-C90,整体尺寸为320 mm×300 mm×291 mm。
3.6 脱模机构设计
根据制品的结构可知对于两个boss 柱采用司筒顶出,其余部分采用顶针顶出[8]。空调遥控器上盖的内部,上半部分加强筋较多结构较为复杂,且有三个通孔结构,使可用于顶出的接触面积较小,所以采用4大顶针φ5 mm 和4 小顶针φ2.5 mm 相互配合顶出。下半部分则采用4 个大顶针直接顶出。
3.7 冷却系统设计
冷却系统的作用主要是带走熔体凝固时释放的热量,使凝料成型在合适的温度范围内,良好的温度控制系统可以使塑件的变形更小,有利于成型出更好的表面质量[9]。确定冷却水道直径8 mm,结构为回型分布,另外,凹模和凸模的冷却系统设计分开的,这样可以提高冷却的效率。
3.8 导柱导套设计
本次模具一共设计了4 个导柱导套,材料选用SKD61,淬火后硬度54-58HRC,导柱导套相互配合进行合模时的导向,均匀分布在定模板的4 个角落,导套安装在定模板上,导柱安装在动模板上,并且导柱开了油槽可以添加润滑油来降低摩擦,增加其使用寿命[10]。
3.9 复位机构设计
复位机构的功能是在制品推出后能够使顶针返回到初始状态。本设计采用矩形弹簧来实现顶针复位,弹簧总长60 mm,预压10 mm,经验证压缩比在合理范围内,能保证推件板的复位。
综上,设计的模具如图7 所示。
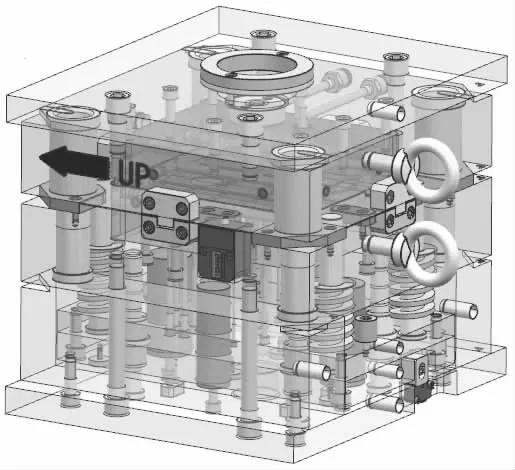
图7 模具三维图
4 注塑机型号的选择
本次课题的选择方案根据模架的尺寸来确定注塑机拉杆内距的尺寸大小,最终确定注塑机的型号。空调遥控器模具的模架选择的是CI 型2730,尺寸为320 mm×300 mm×291 mm,根据吊模需求和开合模行程需求,选择海天注塑机型号为HTF86/TJ。结合所设计的模具,进一步校核注塑机锁模力、最大注射压力、合模力和开模行程,均在合理范围内,故所选用的HTF86/TJ 型注塑机与产品注塑需求完全匹配,符合生产要求。
结束语
本设计主要将已有的遥控器上盖产品进行逆向,并设计模具。使用的软件有Wrap、DesignX、UG 等。也可以为企业在进行批量生产同类型产品时提供一些参考,具有一定的实际意义。