平衡力继电器定位针真空炉钎焊工艺研究
2023-07-28朱世良
朱世良
(厦门宏发密封继电器有限公司,福建 厦门)
序言
平衡力继电器底板结构具有一定的对称性,为了避免继电器在生产制造和使用过程中因为低级错误导致的质量损失,特意在继电器底板上增加一个定位针。
继电器定位针(4J29)与底板(4J29)采用的是电阻点焊的焊接方法,该工序点焊结构如图1 所示,目前主要问题是焊后的尺寸不满足要求、焊接强度低。电阻点焊过程中定位针端部和底板接触的部位电流密度最为集中,产热也最为集中,在电阻热和电极压力的作用下,不可避免的会产生大量的塑性变形,进而导致定位针和底板接触部位尺寸变大。

图1 定位针点焊形变过程
以某型号平衡力继电器为例,定位针焊前直径为1.5 mm,焊后端部熔瘤直径实际值约为1.8-1.9 mm,无法满足装配要求(小于1.7 mm)。如果通过减小焊接工艺参数的方式来减小端部熔瘤尺寸,焊接强度会大幅度下降,焊接接头断开的力值甚至不足80 N(力值标准为不小于100 N)。
为了彻底解决该工序焊接强度和焊后尺寸的问题,本文决定从根本上改变此种焊接方式,采用钎焊[1-2]的方法对定位针和底板进行焊接,并从钎料选择、钎焊工艺参数优化、界面元素扩散等方面对钎焊工艺进行研究。
1 继电器底座部分工艺路线制定
平衡力继电器底座部分制作工艺主要包含底板与定位针钎焊、底座玻璃烧结两部分。
钎焊是采用比母材熔点低的金属材料作为钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接的一种焊接方法。
底座玻璃烧结是将组装好的玻璃胚与预氧化后的4J29 底座在特定的保护气氛和温度(最高温度约为980 ℃,高温持续时间约为20 min)曲线下进行高温熔封,使具有两种特性不同的材料形成具有一定热稳定性和耐压绝缘性能的气密封接体[3]。
本文如果采用钎焊的方法对定位针和底板进行焊接,首先就需要对钎焊和玻璃烧结的工艺先后顺序进行分析,具体分析如下:
方案一:先玻璃烧结后钎焊。玻璃的软化温度约为450 ℃,如果在玻璃烧结之后进行钎焊,就需要选择熔点低于450 ℃的钎料。熔点低于450 ℃的钎料为软钎焊焊料,强度较低(一般不超过40 MPa)。
方案二:玻璃烧结和钎焊同时进行。如果钎焊和烧结在同一道工序进行,就需要所选择钎料的熔点低于底座玻璃烧结温度(约980 ℃),在保证钎焊强度的条件下,可供选择的钎料主要为Ag 基钎料。但是,烧结工序的保温时间比较长(至少20 min)容易导致钎料溢流严重。因此,玻璃烧结和钎焊工序同时进行的方案是存在较大风险的。
方案三:先钎焊后玻璃烧结。如果在钎焊之后进行玻璃烧结,最主要的是保证钎焊工序中熔化的钎料在烧结工序不会重新熔化(钎料重新熔化容易导致继电器绝缘耐压不良),这就需要钎料的熔化温度超过烧结温度(约980 ℃)且低于母材熔化温度(约1 400℃)。此方案具有一定的可行性。
通过以上三种工艺方案的对比分析,本文决定采用方案三(先钎焊后玻璃烧结)进行工艺攻关。
2 试验材料及设备
2.1 钎料选择
该工序钎焊母材定位针和底板材质均为4J29 可伐合金(主要成分Ni 为28.5~29.5%,Co 为16.8~17.8%,余量为Fe,其物理性能如表1 所示),钎焊性能良好。当采用方案三(先钎焊后烧结)进行工艺攻关,主要可供选择的钎料为Cu 基、Mn 基、Ni 基等焊料。

表1 4J29 物理性能参数
综合考虑成本等方面的因素,本文选用纯铜作为钎焊焊料进行工艺研究[4-5],焊料为环状,定位针为为双头SR 形状,此种形式的定位针加工成本极低,而且熔融钎料更容易填充钎焊缝隙。选择的铜丝直径为0.2 mm,铜环内径1.5 mm(定位针直径为1.5 mm,铜环内径需要与定位针直径相匹配)。
2.2 钎焊设备及工艺参数
钎焊设备采用VJS-60 真空钎焊炉,将铜钎料环放置在定位针之后,放入真空炉进行钎焊,试验初定工艺参数为900 ℃保温30 min,1 000 ℃保温10 min,钎焊温度为1 090 ℃,时间为2 min。钎焊前后工件外观如图2 所示。由图可知,钎料已经完全润湿定位针和底板,钎焊效果良好。
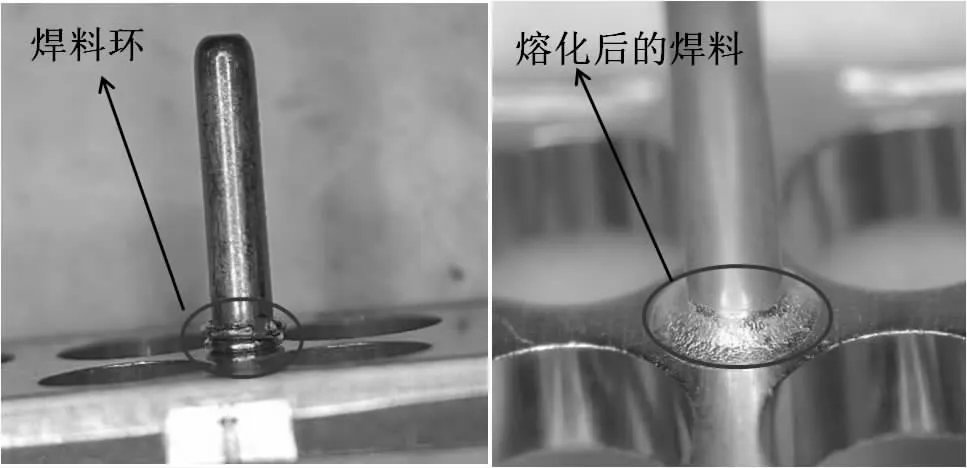
图2 定位针和底板钎焊前后外观
此外,为了避免熔化的液态钎料流至玻璃孔(会影响后续的玻璃烧结),还需要优化出合理的钎焊工艺参数范围,进而满足钎料铺展润湿距离的要求。将试验钎焊温度设定为1 090-1 130 ℃,时间为2-5 min。7 组不同工艺参数条件下,钎料的溢流情况如表2 所示。由表可知,当钎焊温度为1 090 ℃,钎焊温度少于4 min 时,钎料不会溢流至玻璃孔;当钎焊温度为1 110 ℃,钎焊温度少于3 min 时,钎料不会溢流至玻璃孔;当钎焊温度为1 130 ℃,钎焊时间即使减少至2 min,钎料也会溢流至玻璃孔。因此,在实际生产中,合适的工艺参数范围为钎焊温度1 090-1 110℃,钎焊时间2-3 min。

表2 不同工艺参数条件下钎料溢流情况
3 实验结果及分析
3.1 钎焊界面分析
钎焊接头金相和不同区域元素分析结果如图3和表3 所示。由图3 可知,钎料已经润湿铺展整个焊缝,没有任何空洞、虚焊等缺陷。由表4 电镜元素分析结果可知,定位针和底板母材4J29 中的Fe、Ni、Co 元素均已经扩散至钎料中,钎料中的Cu 元素也已经沿晶扩散至母材4J29。
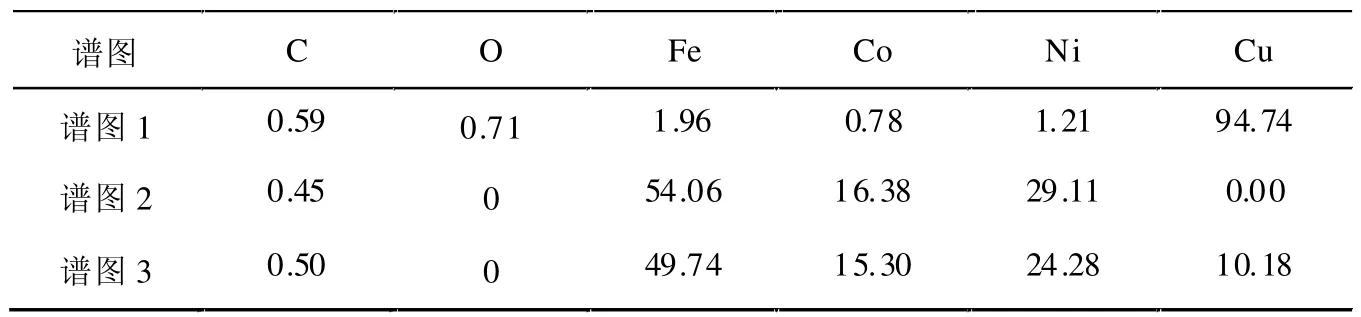
表3 元素分析结果(%)
图3 电镜分析
由分析结果可以推测,在钎焊过程中4J29(底板和定位针)中Fe、Ni、Co 元素向钎焊焊缝不断的扩散,钎料熔点会不断的升高。当钎料熔点超过钎焊设定温度后,钎料开始等温凝固,停止铺展,在一定温度范围内更有利于控制钎料的流动,避免钎料流进玻璃封接孔。
3.2 钎焊和电阻点焊接头力学性能对比
对钎焊和电阻点焊的定位针焊接接头进行力学性能测试,如图4 所示。对于钎焊接头(钎焊温度1 090 ℃,钎焊时间2 min),力值达到188 N 时,定位针弯曲变形,钎焊接头依然没有脱开;对于电阻点焊(焊后接头端部熔瘤直径实际值约为1.83 mm,已经超出设计1.7 mm 尺寸要求)接头,力值达到137 N 时,焊接接头完全脱开。
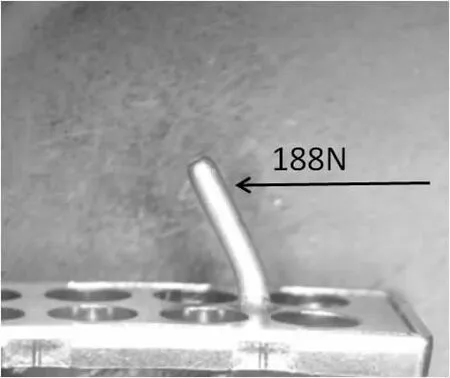
图4 HF9515 定位针钎焊型接头焊接力值测量
对20 组钎焊接头(钎焊温度1 090 ℃,钎焊时间2 min)和点焊接头的力学性能进行测试统计,点焊接头力值最小值107 N,最大值167 N,均值127 N;钎焊接头最小力值157 N,最大值197 N,均值177 N。由此说明,定位针钎焊接头的力学性能要优于点焊接头。
此外,在钎焊过程中,定位针和底板并没有发生变形,所以并不用考虑焊接后钎焊接头不满足产品尺寸要求的问题。
4 结论
本文采用钎焊代替电阻焊的方法对定位针和底板进行焊接,并从钎料选择、钎焊接头设计、钎焊工艺参数优化等方面展开研究,得到以下结论:
(1)采用T2 铜钎料对4J29 底板和定位针钎焊,当钎焊温度1 090 ℃、钎焊时间2 min 时,钎焊接头力值可以达到197 N。
(2)采用钎焊代替电阻点焊对定位针和底板进行焊接,彻底解决了定位针和底板焊后尺寸和焊接强度的问题。