基于视觉定位的螺钉自动紧固装配系统
2023-07-13陈勐昊李迎欣魏臣隽陈伟雄
陈勐昊,李迎欣,叶 敏,魏臣隽,陈伟雄
(上海无线电设备研究所,上海 201109)
0 引言
在航天产品生产过程中,涉及到大量的微小螺钉连接装配。传统的人工装配螺钉的方式工作效率低、工人的劳动强度大、产品装配质量不稳定,难以满足目前航天产品快速、高质量、高可靠的生产需求[1]。因此,有必要采用适应性强的自动化设备代替人工进行螺钉紧固。
从20世纪中后期起,国内外学者就开展了自动化装配理论的研究以及自动化装配设备的研制。国内自动化螺钉紧固设备[2-4]的研制已经有一段历史,取得了一定的成果,特别是在珠三角、长三角一带市场需求很旺盛。市场上比较成熟的自动化螺钉紧固设备主要有直角坐标机器人与SCARA(selective compliance assembly robot arm)机器人。前者性价比高,紧固效率高,后者通用性强。但现有的自动螺钉紧固设备对夹具定位精度要求高,并且通常无法实时检测螺纹孔状态,也无法校正螺纹孔位的偏差[5]。对于螺纹孔分布规律、螺钉种类单一的工况,这些自动螺钉紧固设备可以满足稳定、可靠的紧固要求。然而在复杂工况下,这些紧固设备就很难适应不同规格的螺钉,无法实现精确定位。
本文在SCARA 机器人基础上,引入视觉定位技术对螺钉进行定位补偿,开发通用性强、可用于航天产品的微小螺钉自动紧固装配系统,并进行应用验证。
1 螺钉自动紧固装配系统需求分析
选取相控阵天线作为典型产品展开研究,相控阵天线冷板局部如图1所示。冷板上紧密分布了用于装配螺钉与同轴连接器的通孔,176颗M2小螺钉穿过冷板,拧入背面发射/接收(transmitter/receiver,T/R)组件的螺纹孔中,将组件与冷板压紧,保证散热性能。

图1 相控阵天线冷板局部图
螺钉自动紧固装配系统的主要功能是实现冷板上数百颗小螺钉的自动紧固,在提高生产效率的同时确保装配可靠性。由于螺钉尺寸较小,且装配时周围紧密排列着同轴连接器,因此系统要求具有较高的装配定位精度,通常定位偏差应小于0.05 mm。
2 螺钉自动紧固装配系统结构设计
螺钉自动紧固装配系统结构如图2所示。该系统主要由SCARA 机器人、机械抓手、螺钉供料器和工作台等几部分组成。

图2 螺钉自动紧固装配系统结构示意图
该系统工作时,将产品通过专用的夹持工装固定在工作台上,机器人携带机械抓手完成初定位,并通过视觉定位算法进行定位补偿。系统对螺纹孔精确定位后,供料器将螺钉输送到机械抓手上的自动螺丝枪内进行紧固。为了满足通用性使用要求,SCARA 机器人的工作半径应在0.5 m以上;夹持工装根据产品外形进行设计,主要起固定作用,其定位精度要求不高;螺钉供料器选用转盘式排列,吹气式上料,并通过气管连接到机械抓手的夹嘴上。
机械抓手作为核心的执行组件,主要由视觉组件、自动螺丝枪与夹嘴等组成。
视觉组件用于螺纹孔中心位置的定位补偿,主要包含一个高清定焦工业相机与一个有色光源。有色光源用以减小零件材质、外部光照等因素影响,尽可能保证照片质量一致性,便于视觉算法检测螺纹底孔轮廓。
自动螺丝枪根据螺钉及扭矩要求选取,内置精密扭矩及角度传感器。螺丝枪可分步实现螺钉紧固,紧固过程大致包括螺钉寻牙、全长旋入、定力紧固三个阶段。各个阶段都通过传感器记录旋拧角度及力矩,实现螺钉紧固过程的实时控制与有效追溯。
夹嘴的具体结构设计如图3所示。夹嘴安装在螺丝枪批头前,主要由斜管、夹片、绷簧及固定座组成。其工作原理是气管将螺钉经过夹嘴的螺钉进料口(斜管)送至夹嘴内腔,螺钉落入到两片夹片之间,经夹片导正,垂直对准螺纹孔;螺丝枪批头下压螺钉,夹片翻开,批头将螺钉送到螺纹孔位锁付,完成后批头缩回,绷簧将翻开的夹片恢复至原本状态。
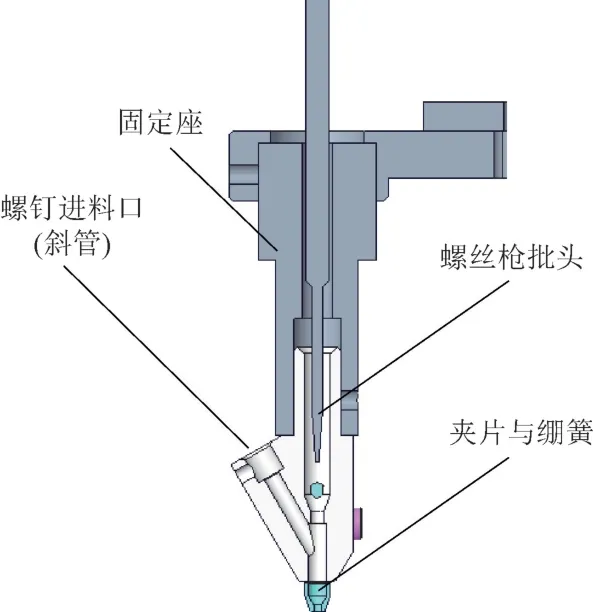
图3 夹嘴结构示意图
3 视觉定位技术
螺纹孔中心位置定位是螺钉自动紧固装配的关键工序之一。利用视觉技术对螺纹孔进行智能识别与定位,并对机械臂位置进行纠偏补偿,从而实现螺钉的精密可靠装配。考虑到螺纹孔外形一致性较高的特点,为了提高识别效率,螺纹孔定位采用基于模板匹配的视觉定位算法。整个视觉定位算法流程包括图像采集、边缘检测、模板匹配及中心定位等几个主要部分。
定位精度作为视觉定位的关键指标之一,直接影响到螺钉自动紧固的可靠性。为了提高视觉定位精度,在确定合适的硬件设备后,软件算法需进行优化。本文采用亚像素边缘定位方法,提高螺纹孔边缘定位精度。
亚像素边缘定位[6]在单像素精确边缘提取的基础上进行,是一种提高定位精度的有效手段。单像素边缘提取涉及图像滤波、图像分割、边缘检测等视觉处理方法。
边缘检测采用Canny算法[7],该算法首先利用二维高斯函数进行滤波。二维高斯函数G(x,y)的表达式为
式中:x,y为图像的像素坐标;σ为高斯函数的标准差。
设f(x,y)为输入图像灰度函数,则经过高斯滤波后的图像
式中:* 为卷积运算符。在像素点(x,y)的2×2像素的邻域内计算其一阶偏导数
像素点(x,y)的梯度幅度M和方向角θ可表示为
该算法再利用非极大抑制法对像素点进行处理,即仅保留同方向邻域内梯度最大的像素点,实现边缘细化。最后,设定梯度阈值,提取边缘信息,通过高低阈值过滤伪边缘,提高边缘检测的可信度。
以单像素精确边缘信息为基础,使用邻域像素的灰度值作为边缘判断的补充信息,再利用插值、拟合、矩估计等方法,可实现更高精度的亚像素边缘定位。拟合方法具体可分为两类:第一类是基于确定的函数表达式,利用最小二乘法进行拟合;第二类是基于边缘函数在边缘点附近的连续性,进行离散的切比雪夫(Chebyshev)多项式拟合。
对于最小二乘法,根据圆的一般方程给出误差函数,求取误差平方和并令其最小,拟合问题转化为包含三个未知量的多元函数极值问题。误差函数f(A,B,C)的表达式为
式中:min(·)为取最小值函数;n为用于拟合的边缘像素点数;ei为实际边缘像素点坐标与拟合圆的距离偏差;xi,yi为实际边缘像素点坐标;A,B,C为拟合圆的一般方程参数。
对于Chebyshev多项式拟合法,若仅取初始位置k邻域的4个像素点进行拟合,则像素点的位置区间
设f(x)为图像x方向灰度函数,利用Chebyshev多项式拟合边缘曲线并求导,在一阶导数最大,即二阶导数为零处的x值,就是当前点x方向的亚像素位置Xk。Xk的表达式为
式中:P2(x),P3(x)分别为2,3 次Chebyshev多项式。
同理,可得到当前点y方向的亚像素位置。
两种方法相比,最小二乘法能够一次计算出边缘图像边界,定位快速,但是这种算法要求已知边缘图像中像素点的分布表达式。而Chebyshev多项式拟合法每次计算只能针对边缘图像的单个像素进行,得到的是单个像素的亚像素边缘位置,要完成边缘的亚像素定位,需要对边缘图像上的所有像素逐一进行计算。因此,Chebyshev 多项式拟合法定位相对较慢,但定位精度比较高,并且不需要预知边缘图像像素点的分布表达式。
为了尽可能提高亚像素边缘定位精度,本文将上述两种拟合方法相结合。首先采用Chebyshev 多项式拟合法对边缘图像上的每个点进行亚像素定位,再将得到的结果代入螺纹孔的圆形轮廓函数中进行最小二乘拟合,确定最终的亚像素边缘。
基于上述原理开发的程序,可实现高精度边缘识别并进行模板匹配,还可根据不同产品选择不同配置,实现模板特征可编辑。为了提高适应性,程序还保留了常用参数的调整接口,如曝光、调整缩放、公差参数、模板匹配度等。对螺纹孔进行识别定位后,用十字光标在操作界面中进行标识,螺纹孔中心相对坐标数据会在程序后台进行记录。
4 应用验证
在进行实际生产应用前,螺钉自动紧固装配系统的视觉定位精度等核心指标需进行应用验证。利用该系统对已进行高精度定位、明确坐标的螺纹孔进行多次检测,记录定位结果,并对定位偏差进行分析。基于视觉定位的螺纹孔定位精度测试结果如表1所示。
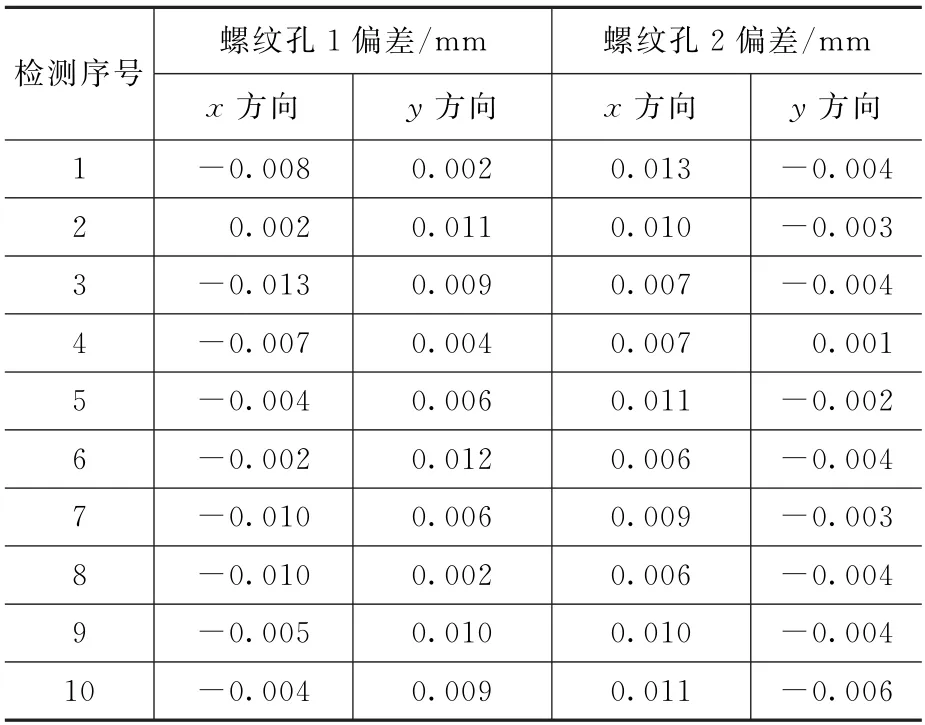
表1 基于视觉定位的螺纹孔定位精度测试结果
分析表1中数据,综合水平面内两个方向的定位偏差可知,视觉定位精度优于0.02 mm。
以相控阵天线产品为例展开实际生产试验。共对10套产品进行了紧固装配(每套手工预紧4颗螺钉,其余172颗螺钉自动紧固),通过系统扭矩与转角的测试结果以及目视检验结果判断螺钉紧固合格情况,试验结果如表2所示。
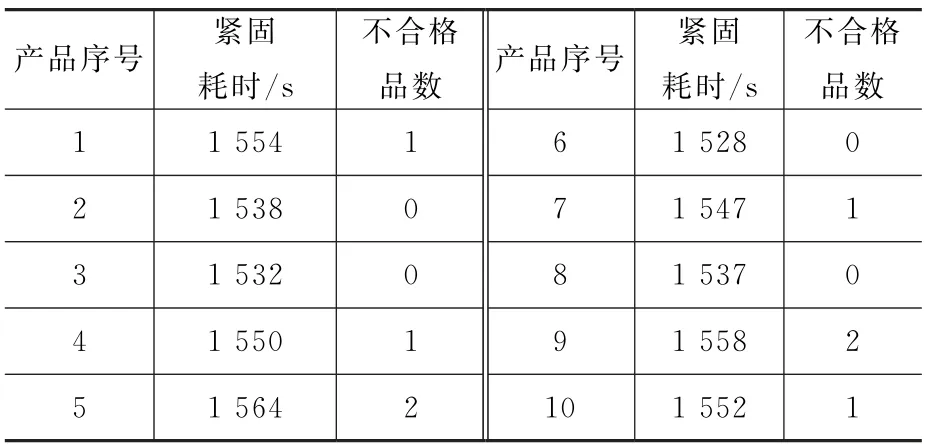
表2 相控阵天线螺钉自动紧固试验结果
通过分析试验结果可知,1 720 颗螺钉仅有8颗紧固不合格,其中2颗未进入螺纹孔,6颗未紧固到位,实际紧固合格率为99.8%。而紧固不合格的8颗螺钉中,有6颗紧固失败都是来料问题(螺钉、螺纹孔加工缺陷)导致。另外,螺钉自动紧固装配系统的单颗螺钉紧固平均时间为8.99 s,有效提高了生产效率。
5 结论
针对航天产品中大量微小螺钉可靠紧固的需求,本文基于SCARA 机器人开发了螺钉自动紧固装配系统,引入基于亚像素边缘的视觉定位技术,对螺钉装配定位进行精确补偿。结合SCARA 机器人与视觉定位技术,所开发系统具有灵活性强、适应性广、可靠性高等优点,实现了航天产品微小螺钉的高效自动紧固。通过试验验证,系统的视觉定位精度优于0.02 mm,螺钉紧固合格率高于99.8%。
