大型危化品企业事故致因研究
2023-07-06高明
高 明
(中海石油化学股份有限公司,海南东方 572600)
0 前言
危化品企业事故除了具有一般化工事故的社会影响大、现场情况复杂的特点外,还具有社会恐慌与排斥等非理性的特性。因此,进行危化品企业事故致因的研究具有现实意义。近年来,许多学者对危化品事故致因进行了研究。其中,据2006—2010年我国危化品事故统计分析[1]显示,人因可靠性占比35%;2011—2015年分析[2]显示,违反操作规程占总事故起数的 43.7%;2016—2020年分析[3]显示,人的不安全行为占比50%以上,设计缺陷占比30%,督查检查占比14%,培训占比4%。尽管上述研究揭示了危化品行业在宏观空间和时间上事故发生的规律性,但对流程长和连续性生产的大型危化品企业,一些重大事故仍然防不住[4]。另外,事故致因模型是事故预防与控制的理论依据,也是事故调查与分析工具[5],且已形成较多的事故致因理论[6]。从文献中看出,目前开展事故致因的相关研究多是从危化品整个行业角度出发,而针对大型危化品企业的事故致因研究还很少。因此,本文基于大型危化品样本企业统计数据,提出构建更适用于大型危化品企业自身风险特征的事故致因模型,为大型危化品企业的事故预防与控制提供参考。
1 事故致因理论
事故致因理论是一定生产力发展水平的产物[7]。在生产力发展的不同阶段,生产过程中出现的安全问题不同,特别是随着生产方式和组织方式的变化,人们安全理念也随之变化,由此产生了反映安全理念的不同事故致因理论,如图1所示。当前多种事故致因理论,在分析事故致因方面都存在一定的局限性[8]。其中系统安全理论用概率来衡量危险源可能造成的伤害和损失机会,在事故归因方面引入系统论,要素包含人因、物因、组织因素等。本文用该理论构建危化品企业事故致因模型,认为有必要把物因进一步细分为设备和工艺物料,因为企业组织架构中,通常也把设备管理部和工艺生产部分设。上述理论与企业管理实践的结合,是构建模型的基础。
2 事故致因模型构建
2.1 选取样本
本文所选取的研究样本为某央企的4套大型化工装置,分别是:①1996年投产的ICI1000MTPD合成氨配套52 kt/a尿素装置;②2002年投产的KBR1500MTPD合成氨配套80 kt/a尿素装置;③2006年投产的LRUGI2000MTPD甲醇装置;④2010年投产的DAVY2700MTPD甲醇装置。代表其安全绩效的指标OHSA统计的平均可记录事件率为0.068,见图2。

图2 某央企的4套大型化工装置历年可记录事件率
2.2 确定事故致因
事故[9]是一个人、机、管理、环境等多元因素相互作用的结果。为了更加贴近企业安全管理现状,在借鉴既有模型基础上,结合上述样本中的历年事故数据,利用问卷法获取各评估指标的隶属度,再采用模糊综合评价法计算出十余年现场安全的评价结果,如图3所示。其中人因可靠性、设备完整性、工艺物料、管理程序共4项事故致因占比合计为97.98%。

图3 某央企4套大型化工装置现场安全
根据图3结果,对某央企的4套大型化工装置事故致因的二级因素进一步筛选,将每个事故致因的①事件频率、②风险值、③措施项三者数值做无量纲化处理和汇总,其中有24项因素的事件频率、风险值、措施项分类占比均大于2%,合计占比分别为99.11%、98.55%、98.30%。利用立体分析法展现不同维度的数据关系(图4)。
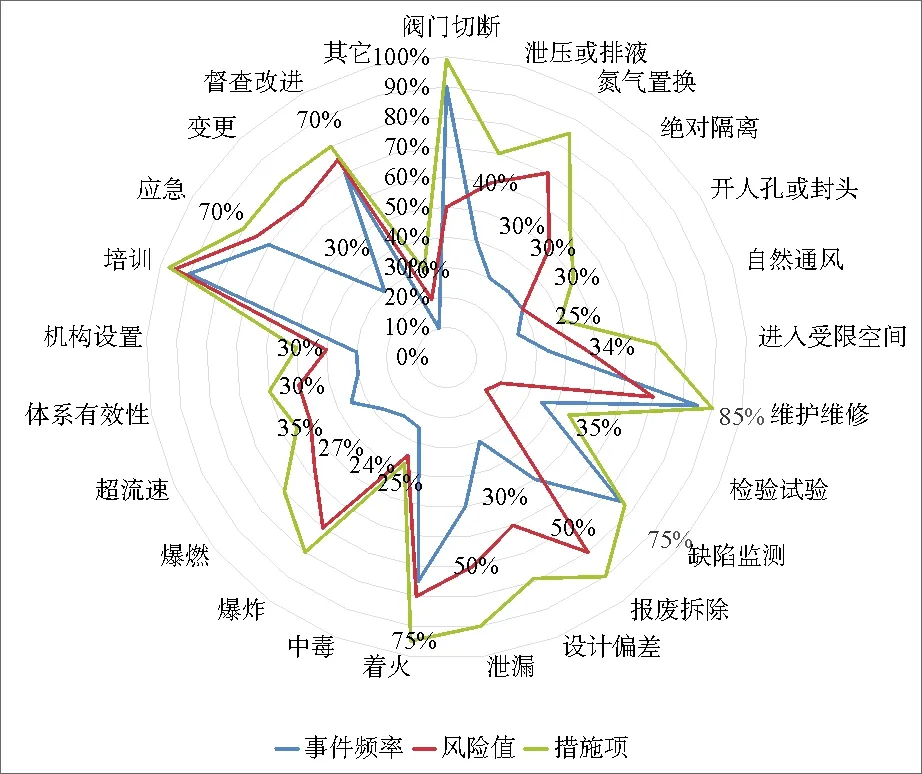
图4 某央企4套大型化工装置24个事故致因
2.2.1 人因可靠性
人因可靠性是在规定的最小时间限度内,在系统运行中的任一阶段,人员成功完成任务的概率。海因里希提出人的不安全行为是大多数工业事故的原因。人因可靠性研究虽已覆盖危化品领域,但人因可靠性定量分析还具有很大的难度,相对滞后于设备及工程的可靠性研究。
统计发现,在各行业发生的重大事故中, 约有70%~80%[10]为人失误直接或间接造成的,人失误构成了所有类型伤亡事故的基础,其中民用航空器事故中70%以上是由人为因素造成的[11];煤矿业30年的统计数据发现,由于人的不安全行为导致的事故占95%以上[12]。总体看,人的不安全行为造成的事故占70%~90%,越是劳动密集性场所,这个占比就越高。越是自动化程度高场所,这一占比就越低。研究[13]提出,人误是结果,不是原因,人误的产生是由其上游的因素,即工作环境和组织因素引起的。应该通过改进工艺、设备和组织管理程序,以及通过加强技能培训等措施来预防失误的发生[14]。
根据图4结果,利用分组分析法,对人因可靠性统计归类,得出事故致因二级要素包括:阀门切断,泄压或排液,氮气置换,绝对隔离,开人孔或封头,自然通风,进入受限空间等。
2.2.2 设备完整性
企业经验是,即使有设备管理系统,设备风险的控制仍然是一个难题。根据单台设备的运行初期、中期、末期、危险期的规律,动态评估检修周期及方法[15],对改进设备风险管理有现实意义。
建立设备系统化管理平台并不是最难的,真正的挑战是系统化管理的路径,也就是专业化管理。以设备大修安全管理为例,并不是单个系统有多复杂,而是系统包含了几乎所以的高风险作业,每一种风险作业都需要近乎严苛的措施,每一个失效的措施都可能带来难以预料后果。另一方面,复杂系统发生风险外溢的方式,反而是异常简单的。化工设备大修安全管理的要义,是分析每一种风险及其后果,最终形成冗余的有反馈的保护层。
根据图4结果,利用分组分析法,对设备完整性统计归类,得出事故致因二级要素包括:预防性维修,检验试验,缺陷监测,报废拆除,设计偏差等。
2.2.3 工艺物料
化工运行装置危险与可操作性(HAZOP)的过程偏差联合分析法[16]提出,对工艺物料的风险控制,应根据工艺管理边际效应递减现象,对生产运行装置的工艺物料偏差提出了联合分析范式,并在过程风险关注度模型基础上,利用偏差漏斗准确筛选偏差范围,对特定偏差及其趋势作HAZOP分析,进而有效控制偏差风险,提升了企业的安全绩效。在控制工艺物料风险方面,美国的经验[17]是大力推行过程安全管理(PSM)。韩国在推行PSM体系时进行了分级改进[18],对于类似危化品装置,必须向国家安全与健康管理局(KOSHA)提交工艺安全报告,通过法定程序化解工艺物料风险。中国AQ/T 3034—2022《化工过程安全管理导则》的20项管理要素中,也多次涉及工艺物料的内容。
根据图4结果,利用分组分析法,对工艺物料统计归类,得出事故致因二级要素包括:泄漏、着火、中毒、爆炸、爆燃、超流速等。
2.2.4 管理程序
安全管理组织机构应该服从生产力定律,即应符合企业风险特征和实际条件。安全管理程序设计应该考虑保护层冗余和事件随机性。不应过多追求表面的秩序,应面对随机性,才有可能把握秩序和掌控局面,这是因为安全风险永远领先于人们的认知[19]。管理程序应坚持“预警”、“警告”和“熔断”。即当安全管理资源摊薄时发出警告;当任一风险到达最后一道防线,梯级防护效果弱化时发出预警;当风险暴露时,应触发熔断。以风险作业为例,出现以下事故征兆时,应无条件熔断程序:①作业许可条件改变,没有按照程序进行许可便启动了作业;②作业检查中发现文本条件与现场条件不符;③风险评估结论临时降级。
从管理学的角度看,一件随机的例外事件正好可验证安全管理程序的科学性。类似的压力测试,也可不断刺激管理环节,让信息打通迟滞,补强短板,让安全保护层更加可靠,让体系的“反脆弱能力”得到提升。实践证明,风险可控的小事故和可记录事件会让安全管理程序更有生命力,并保持必要穿透性。坚持用系统性的方法对等过程安全中的风险因子和随机性。一个系统内部的某些部分可能必须是脆弱的,这样才能使整个系统具有反脆弱性[20]。
根据图4结果,利用分组分析法,对管理程序统计归类,得出事故致因二级要素包括:体系有效性、机构设置、培训、应急、变更、督查改进等。
2.3 确定模型
首先,根据图4中数据,把事件频率、风险值、措施项因素分类占比小于2%、合计占比小于2(分别为0.89%、1.45%、1.70%)的数据剔除,其次,参照PSM一级和二级要素分类法,结合样本企业部门职责,将24个二级要素归类到4个一级要素中,形成基于样本企业风险特征的“4-24”事故致因模型,即包括4个一级要素(人因可靠性、设备完整性、工艺物料、管理程序),以及24个二级要素,如图5所示。

图5 某央企4套大型化工装置“4-24”事故致因模型
2.4 实例验证
根据国内近年公开的事故报告,统计致因频次和死亡人数、结合文献调查[21]和归因分析,选取事故致因频次最高的前4个因素,输出结果如图6所示,可见前4个因素同样分别为人因可靠性、设备完整性、工艺物料和管理程序。图6中,在近100起事故案例中,按人因可靠性、设备完整性、工艺物料、管理程序,对应死亡人数分别为186,114,105,95人,依次递减;对应事故致因频次,分别为16,5,8,5次,管理程序紧随人因可靠性之后排第2位,主要原因是管理程序中的变更致因影响较大。

图6 国内典型事故致因统计
以上2组数据,验证了“4-24”事故致因模型在典型事故案例中具有一定符合性。
3 结论
对大型危化品事故中做深层次的价值挖掘,研究新的事故致因模型,提高对事故的普遍性和偶然性的认识,从企业的风险特点做系统归因分析,为企业提高安全绩效提供必要的理论和实践支持。
a) 提出“人因可靠性-设备完整性-工艺物料-管理程序”的“4-24”事故致因模型,适用于大型危化品企业的事故分析,有利于对前置因素快速归因,并得出防范措施的依据。
b) 人因可靠性虽然会随着企业的管理改进而提升,但在所有事故归因中,它仍然是事故首位因素;设备完整性是企业风险管理的基础,这与它全生命周期的管理要素密切相关;工艺物料可能不是事故的前置原因,但往往是事故的直接原因,这对构建工艺保护层提出较高要求。
c) “4-24”事故致因模型具有一定的动态性,它能结合企业具体风险活动进行事故致因分析,并针对风险典型性,将风险活动与专家知识结合。
d) 本文研究所选样本为相对成熟和管理完善的企业,小型或基础偏弱的危化品企业利用“4-24”事故致因模型时,可能出现偏差。其原因是,样本企业是一级标准化达标企业,与其它企业在软硬件上有一定差异。
