医疗器械组装中用于返工的各向异性导电粘合剂研究
2023-07-04孙国君
孙国君
摘 要:選择包含热固性环氧树脂和热塑性聚合物的粘合剂基质,它显示出确保良好电气和机械完整性的潜力,同时仍然允许可各向异性导电胶(ACA)互连的可再加工性。介绍了ACA应用相容的环氧树脂体系与具有良好机械强度和可再加工性的高性能热塑性聚合物之间的良好混合比的发现。研究了与生产/储存(23 ℃)、医用超声波探头(50 ℃)操作和ACA键(190 ℃)返工相关的不同温度下的模具剪切强度。确认完全清除粘合表面上残留的粘合剂,以便成功返工。结果表明,在温度23~50 ℃条件下,含有质量分数高达67%热塑性聚合物的粘合剂配方具有较高的模具剪切强度,与普通无铅焊料和传统ACA获得的剪切强度相当。在温度190 ℃时,模具剪切强度急剧下降,与返工评估结果非常吻合。
关键词:各向异性导电粘合剂,可重新加工,可修复,医疗器械
中图分类号:TQ437+.4
文献标志码:A文章编号:1001-5922(2023)04-0037-05
Research on anisotropic conductive adhesive for rework in medical device assembly
SUN Guojun
(Equipment Department of Shanghai Childrens Medical Center,Shanghai 200127,China)
Abstract:Adhesive matrices comprisedof a blend of thermosetting epoxy and thermoplastic polymer are selected becauseit has shown potential to ensure good electrical and mechanical integrity while still allowing reworkability for ACA interconnects.The findings of favourable mixing ratios between an epoxy system compatible with ACA applications and a high-performance thermoplastic polymer that offer good mechanical strength combined with reworkability were presented.Die shear strength at varying temperatures relevant for production/storage (23 ℃),operation of medical ultrasound probes (50 ℃) and rework of ACA bonds (190 ℃) wasstudied.Complete removal of adhesive remaining on bonding surfaceswas verifiedfor successful rework.The results show a high die shear strength at both 23 ℃and 50 ℃ for adhesive formulations comprising up to 67% of thermoplastic polymer,comparable to the shear strength obtained for common lead-free solders and conventional ACA.The die shear strength at 190 ℃ drops dramatically,and agrees very well with the results from the rework evaluation.
Key words:anisotropic conductive adhesive;reworkable;repairable;medical devices
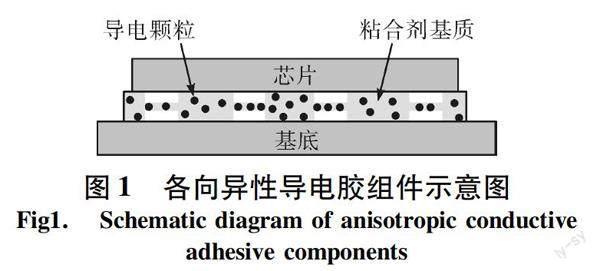
各向异性导电胶(ACA)已成为电子器件倒装芯片与多种基板互连的替代焊接材料。ACA包含填充有低浓度(低于渗流阈值)单分散导电颗粒的非导电粘合剂基质[1-2]。所述颗粒为固体金属颗粒或金属包覆聚合物球体。ACA互连的机械强度来自粘合剂基体,而当导电颗粒被捕获在芯片上的匹配凸块焊盘和基板之间时,各向异性导电胶组件构成如图1所示。ACA可以是浆料形式,也可以是薄膜形式,分别称为各向异性导电浆料(ACP)和各向异性导电薄膜(ACF)[3-4]。ACF是ACA最常用的形式,因为它能够更好地控制材料的体积、密度和样品中导电颗粒的分布,以及易于处理。与焊料技术相比,ACAs具有加工温度低、加工步骤少、互连间距小等优点[5]。
ACA已被广泛用作平板显示器组装中的标准互连技术,其中由于可获得低间距和金属化,焊接不适用于将芯片接合到玻璃基板[6]。该技术还显示出在将芯片接合到硅/陶瓷基板、芯片接合到有机基板(如柔性和刚性印刷电路板(柔性和FR4印刷电路板)、柔性到柔性印刷电路板、柔性到FR4印刷电路板[7-8])方面的高潜力。主要原因是ACA技术可以在一个快速粘合步骤中提供电连接、机械强度和密封/底部填充。此外,该技术能够提供高互连产量和可靠的互连[9-11]。
目前的工作是通过装配医用超声波探头,其中电子模块是用ACF粘合。由于这些模块的成本很高,如果ACF粘合是可返工的,这是一个巨大的优势。这意味着在生产过程中或维修退回产品时,可以将配套模块彼此分离,去除粘合表面上的残留粘合剂,并重新使用/重新粘合功能模块。商用ACF通常不可返工,因为通常使用热固性粘合剂基质[12]。尽管一部分商用ACF声称可返工/可修复。然而,成功的返工仍然具有挑战性,尤其是去除粘合表面上残留粘合剂的过程[13]。与传统ACA材料相比,ACA材料具有竞争性的性能,并且在适当的条件下具有适当的可返工性。要实现ACAs的可返工性,需要对其粘合剂基体进行修改。由热固性环氧树脂和热塑性聚合物的混合物组成的粘合剂基质是令人感兴趣的,因为它已显示出实现可再加工性的潜力,同时仍确保良好的电气和机械性能以及基于粘合剂的互连的可靠性[14-15]。
本文介绍了與ACA应用相容的环氧树脂体系与热塑性聚合物之间的良好混合比的发现,该混合比可产生具有良好力学性能的胶粘剂共混物,同时提高胶粘剂的可再加工性。试样包括使用不同比例环氧树脂和热塑性树脂的粘合剂混合物粘合的硅基模具和基板。研究了与生产/储存、超声探头操作和ACA键返工相关的不同温度下的模具剪切强度。还验证了完全去除粘合表面上残留的粘合剂以成功返工的能力。
1 实验部分
1.1 粘合剂共混物及胶膜的制备
热固性环氧树脂体系包括低黏度双酚F树脂、固化剂和固化催化剂。选择环氧系统组分之间的混合比,以确保在黏度、固化温度和固化时间方面与ACA应用相容。所使用的热塑性聚合物是具有低分子量的聚砜(PSU),以促进树脂在粘合过程中流动。PSU材料为无定形聚合物,具有优异的热稳定性(玻璃化转变温度Tg为180~280 ℃)、良好的机械性能和耐化学品(如稀酸、碱、电解质)[16]。由于PSU以颗粒形式提供,因此使用1-甲基-2-吡咯烷酮(NMP)溶解PSU。选择NMP是因为它对PSU具有良好的偿付能力。另外,这种选择是可以接受的,因为NMP还可用作多种聚合物的溶剂,并在电子、汽车、化学品、医药等各种工业应用中用作清洁剂[17]。本工作中的粘合剂配方中不包括导电颗粒。由于ACA配方中的颗粒浓度较低,因此这对粘合剂的机械性能没有显著影响。
在PSU的NMP溶液中加入环氧树脂、固化剂和固化催化剂,制备了环氧树脂与PSU共混物。使用FlackTek Inc.的DAC 150.1 FVZ-K型可调速搅拌设备获得无气泡的均匀浆料。然后使用Kapton胶带(厚度约70 μm)作为掩模将浆料以条纹形式涂覆到玻璃基板上。在室温下干燥2 d。干燥后的胶膜可从玻璃基板上剥离,其使用方法与ACF类似。
在本工作中,制备了包含25%~67%PSU的粘合剂配方。干燥后的粘合膜的厚度为30~45 μm,具体取决于配方。
1.2 模具剪切实验样品的制备
制备了由裸硅管芯结合到裸硅衬底上组成的测试样品,用于破坏性的管芯剪切测试。使用丙酮和异丙醇清洗模具和基板,然后使用氮气干燥。组装过程类似于典型的ACA/ACF粘接过程。将粘合膜切割成适当的尺寸,然后将其涂覆在基板上。对于仅使用环氧树脂粘合的样品,在基底上沉积一滴环氧树脂。使用Finetech GmbH的倒装芯片粘合机FinePlacer Pico将模具组装在粘合剂上。模具和基板之间的粘合线厚度为20 μm,通过垫片进行控制。通过在190 ℃下施加足够的力5 min来进行粘合。选择比所需时间稍长的粘合时间,以确保粘合剂的高固化程度。
1.3 不同温度下的模具剪切试验和目视检查
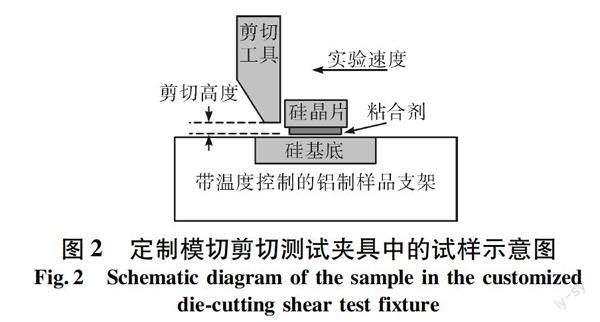
使用F&K DELVOTEC5600型粘结测试仪进行破坏性模剪测试。一个定制的样品支架是用铝加工的,它可以夹住样品并将其保持在指定的温度下。样品支架安装在粘接测试仪的工作台上,与传统的剪切测试程序兼容。图2说明了模具剪切试验的设置。样品支架由Watlow Firerod盒式加热器加热,并由安装在支架内的热电偶提供反馈。通过测量衬底顶部和管芯顶部的温度来检查在管芯剪切测试期间接合线中的实际温度。我们的测试样品的温度控制精度在±(1~5) ℃,具体取决于测试温度。模切试验在室温(约23 ℃)、50和190 ℃条件下进行,分别代表与生产/储存、医用超声探头操作和粘合电子模块返工相关的温度。
1.4 可返工性评价
返工过程包括2个主要步骤;将所述芯片从所述粘合样品的所述基板上分离,并去除所述芯片和所述基板的粘合表面上剩余的粘合剂。在这项工作中,对具有与实际应用相关的粘合面积(如25~36 mm2)的试样进行返工评估。将样品在热板上加热至190 ℃并保持约1 min。然后使用镊子将模具与基板分离,在两者之间施加扭转力。分离后,通过在室温下摩擦浸泡在溶剂NMP中的棉签,去除粘合表面上的残留粘合剂,然后使用木抹刀在约50~60 ℃的温度下对残留物施加轻微力。
2 实验结果
2.1 不同温度下粘合剂模具剪切强度实验结果
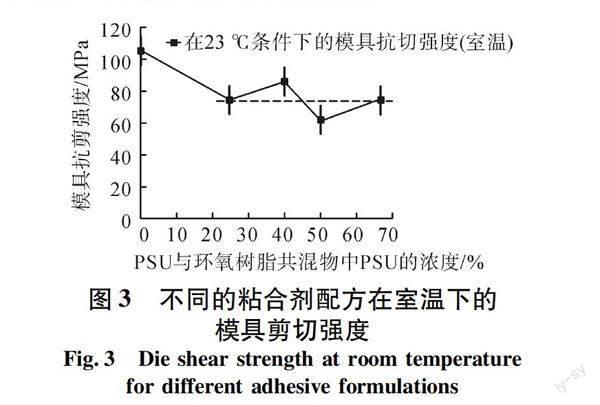
不同粘合剂配方在室温(23 ℃)下的模具剪切强度如图3所示。含有质量分数25%~67%PSU的粘合剂配方具有类似的模具剪切强度。与裸环氧树脂相比,含有PSU的胶粘剂配方的模具剪切强度降低约30%。在室温下对试样进行的目视检查显示,基于PSU粘合剂配方的试样主要出现粘接断裂;裸环氧树脂试样出现粘接断裂。
每个数据点是至少6次重复测试的平均值,质量分数25%、50%和67%PSU的粘合剂配方在温度50 ℃条件下的模切强度如图4所示。模具剪切强度在温度50 ℃时保持较高值(超过50 MPa)。质量分数50%~67%PSU的粘合剂制剂表现出可比的模切强度,该模切强度略低于包含质量分数25%PSU的制剂。目视检查显示,在温度50 ℃条件下测试的所有样品主要为内聚断裂。
每个数据点是至少6次重复测试的平均值,如图5显示了不同粘合剂配方在190 ℃下的模具剪切强度。虽然环氧树脂仍然保持超过4 MPa的模切强度,但所有具有PSU的粘合剂配方都表现出相当低的模切实力,约为1 MPa及以下。粘合剂配方中PSU的含量越高,模具剪切强度越低。在温度190 ℃条件下测试的样品的失效机制与在室温下测试的试样相似,主要是基于具有PSU的粘合剂配方的样品的粘性断裂,以及裸露环氧树脂样品的粘性粘合剂断裂。图6显示了用裸露环氧树脂和含有PSU的粘合剂配方粘合的试样的典型断裂表面。这些样品在温度190 ℃条件下进行剪切实验。
2.2 粘合剂返工实验结果
表1为可返工实验的结果。当PSU在质量分数为25%配方中时,可实现可再加工性。然而,与PSU含量较低的粘合剂配方相比,包含质量分数超过40%PSU的粘合剂配方允许以较少的努力成功返工。图7为基于包含PSU的粘合剂配方的试样返工实验的典型结果。将芯片与粘接样品的基板分离后,粘接区域25~36 mm2,用粘合剂覆盖模具和基板(如图7(a)所示)。去除残留粘合剂后,获得干净的粘接表面(如图7(b)所示),表明返工成功。
3 讨论
在温度为23~50 ℃时,对本实验中测试的粘合剂的机械模具剪切强度影响较小。该温度内的模具剪切强度保持较高值(超过50 MPa),与普通无铅焊料(30~65 MPa[18])和玻璃芯片应用中使用的传统ACF(40~110 MPa[19])在室温下测得的剪切强度相当。当温度升至190 ℃时,与室温和50 ℃条件下的相应值相比,所有粘合剂配方的模具剪切强度显著下降。这意味着可以通过在特定条件下施加较小的力,从粘接样品的基板上移除模具。
所有粘合剂配方在温度190 ℃条件下的模切强度显著下降,这归因于聚合物材料在Tg范围内外的温度下的模量降低。温度190 ℃的测试温度在PSU的Tg为180~280 ℃时,高于固化环氧树脂的Tg,通常低于所施加的固化温度(本实验为190 ℃)。在这样的温度下,PSU和环氧树脂的模量都会显著降低。然而,本实验中使用的PSU是一种无定形聚合物,具有低分子量,其模量可能比高度交联的固化环氧树脂的模量降低的更多。这解释了所有粘合剂配方在温度190 ℃时模切强度的急剧下降,以及与裸环氧树脂相比,含有PSU的配方的模切强度显著降低的原因。
本实验选择的模具剪切试验温度与生产/储存(23 ℃)、医用超声探头的操作(50 ℃)以及探头内部粘接电子模块的返工(190 ℃)有关。在温度23~50 ℃的高模具剪切强度以及在温度190 ℃时的极低模具剪切强度,表明使用包含PSU的粘合剂配方作为开发中ACA的基质的高潜力。这样的ACA,即使具有高含量的PSU,也应提供足够的机械和电气性能以及完整性,以用于医疗应用,同时促进可返工性。
包含PSU的所有粘合剂配方的失效模式相似,主要为内聚断裂。即使在不同的剪切实验温度下,破坏模式也是相同的。这意味着,带有PSU的粘合剂配方与硅模具和硅衬底表面的附着力相当。表明PSU和环氧树脂在本实验制备的胶膜中具有良好的分散性。
返工评估(见表1)和温度190 ℃下模具剪切实验(返工温度)(见图5)的结果彼此非常吻合。返修温度下的模具剪切强度越低,返修过程越容易。返修温度下低于1 MPa的模具剪切强度表明返修性良好。与医疗应用相关的进一步环境试验(如温度循环、温度老化、湿度试验)对于选择能够提供良好机械完整性和电气性能的粘合剂配方至关重要,同时还允许轻松返工。
4 结语
本研究开发了包含热固性双酚F环氧体系和热塑性聚砜(PSU)的粘合剂配方,以用作可返工各向異性导电粘合剂(ACA)中的粘合剂基质。在不同温度下表征了含有质量分数0%~67%PSU的粘合剂配方的模具剪切强度。测试温度分别为23、50和190 ℃,其分别与医用超声探头的生产/储存、操作(正在开发的ACA的目标应用)和ACA键的返工有关。并在实践中对这些粘合剂配方的可重复性进行了评价。
对于含有质量分数高达67%PSU的粘合剂配方,在温度23、50 ℃下获得高模具剪切强度,超过50 MPa。在返修温度190 ℃条件下,模具剪切强度急剧下降,这与返修评估结果非常吻合。返修温度下的模具剪切强度越低,返修过程越容易。返修温度下低于1 MPa的模具剪切强度表明返修性良好。研究结果证实了环氧树脂与聚砜共混物作为可重复使用ACA粘合剂基体的可行性。
【参考文献】
[1] 熊蘅.电子互连导电胶率相关力学性能及胶连结构跌落冲击行为[D].太原:太原理工大学,2022.
[2] 薛伟.基于改性环氧树脂各向异性导电胶的研究[D].哈尔滨:哈尔滨工业大学,2020.
[3] 郝长祥.新型各向异性导电胶的研制[D].哈尔滨:哈尔滨工业大学,2019.
[4] 刘维红,王帆,周六可.基于各向异性导电胶的板间垂直互连研究[J].固体电子学研究与进展,2017,37(4):294-298.
[5] 朱朋莉,孙蓉,汪正平.高密度系统级封装中的纳米材料和技术[J].集成技术,2012,1(3):35-41.
[6] 郭曦,范和平.RFID标签用导电胶封装材料的研究进展[J].印制电路信息,2009(S1):27-31.
[7] 黄丽娟,曾黎明.微电子封装用各向异性导电胶的研究进展[J].化学与粘合,2009,31(3):57-60.
[8] 单易飞.基于橡胶弹性体的可拉伸柔性传感器的研究[D].天津:天津科技大学,2021.
[9] 刘瑞.MXene基复合材料的制备及电容性能研究[D].青岛:青岛大学,2020.
[10] 吴峰.柔性太阳能电池阵导电胶接工艺及可靠性研究[D].哈尔滨:哈尔滨工业大学,2020.
[11] CATELANI M,SCARANO V L,BERTOCCI F.Experimental stress characterization of a biomedical ultrasound probe soldered with innovative silver isotropically conductive adhesive[J].IEEE Transactions on Instrumentation and Measurement,2011,61(3):719-728.
[12] QIN Y,ZHANG A,WANG X,et al.Acrylate pressure-sensitive adhesives tape as cover membrane for preventing ultrasound probes from cross-infections[J].Surfaces and Interfaces,2021,27:101-103.
[13] 李超,吴宇超,陈婷婷,等.类玻璃高分子:兼具热固性与热塑性的可逆交联聚合物[J].材料科学与工程学报,2023,41(1):154-168.
[14] 马兴华,岳立,孙尹晏.医疗器械评估中的不确定性特征及未来研究需求的确定[J].粘接,2021(7):159-162.
[15] 王博,冯东.超临界发泡法制备高性能热塑性高分子微/纳孔泡沫材料研究进展[J].化工进展,2021,40(6):3270-3286.
[16] 严永聪.聚氨酯热熔胶洗釜液的再生工艺设计[D].重庆:重庆工商大学,2021.
[17] 周政.AlNi薄箔自蔓延反应热源作用下的焊料组织及其演变[D].武汉:华中科技大学,2021.
[18] 王明智.高强度高塑性层状Al/Ni含能结构材料的制备及性能研究[D].南京:南京航空航天大学,2020.
[19] 张鹏.硅基植入式医疗器械用超薄膜聚合物涂层的灭菌效果[J].粘接,2022,49(5):108-121.