空间导电滑环绝缘环片等离子喷涂Al2 O3 绝缘涂层的性能研究
2023-07-04谢友金李迎春杨更生
谢友金,李迎春,杨更生,曲 昀,邱 明
(1.中国科学院a.西安光学精密机械研究所,b.空间精密测量技术重点实验室,陕西 西安 710119;2.河南科技大学机电工程学院,河南 洛阳 471003)
0 前 言
要求用于空间导电滑环上的绝缘环片要有良好的绝缘和导热性能,聚酰亚胺是目前应用较为广泛的绝缘环片的材质,但其存在薄壁件加工困难、结构稳定性差、导热性差、加工过程中冷却液易渗入材料内部,从而在真空环境中析出影响导电性能的有害物质等缺点,现拟采用铝合金材料作为绝缘环片基体,在铝合金结构件表面喷涂陶瓷绝缘涂层,替代非金属绝缘材料,以满足绝缘环片在绝缘和导热方面的需求。
常用于制备绝缘涂层的材料有氧化铝(Al2O3)、铝镁尖晶石(MgAl2O4)和氧化钇(Y2O3)等[1-3]。其中,Al2O3具有熔点高、硬度高、耐腐蚀、化学性质稳定、电阻率高等特点,是目前应用最为广泛的绝缘涂层材料。常用的制备Al2O3涂层的方法有凝胶-溶胶法[4]、热化学反应法[5]和等离子热喷涂法[6-8],其中大气等离子喷涂(APS)是制备Al2O3涂层最为常用的方法。涂层的显微结构和喷涂工艺参数直接影响涂层的孔隙率、各晶相含量、韧性与硬度、结合强度以及绝缘性能等。在APS 工艺制备的Al2O3涂层中,主相为γ-Al2O3,同时存在α-Al2O3相,α-Al2O3是稳定相,其力学性能与绝缘性能比γ-Al2O3相更好[9,10]。虽然纯Al2O3的绝缘性能更好,但纯Al2O3涂层的脆性较大,易产生裂纹,使用Al2O3-TiO2复合粉末喷涂的涂层,在硬度、韧性方面相比纯Al2O3涂层均有明显改善,为了保证涂层的结合强度及绝缘性能,应将涂层中TiO2的含量控制在合理范围内[11-13]。选择最佳工艺参数喷涂可大幅度提高涂层性能和质量。丛霄[14]发现,当等离子喷涂电弧电流从300 A 增大到600 A 时,Al2O3涂层的孔隙率由10.44%降低到2.25%,致密度显著提高,平均显微硬度值由816.5 HV3N升至1 447.8 HV3N;随着电弧电流的增大,等离子喷涂Al2O3涂层中α-A12O3相逐渐减少,γ-Al2O3相增多,涂层的电阻值随着γ-Al2O3相的增多而逐渐降低。李力[15]发现,随着喷涂距离的增大,涂层的沉积速度下降,孔隙率增大,涂层的显微硬度和结合强度下降,绝缘性能也下降。季珩等[16]研究发现,喷涂功率和喷涂距离均影响等离子喷涂Al2O3涂层的气孔率和介电常数,较大的喷涂功率会使涂层的微观裂纹增多,气孔率增高,而介电常数降低;在合适的喷涂功率下,适当增大喷涂距离,有助于获得较高介电常数的Al2O3涂层。闫祖鹏等[17]采用正交实验方法研究了大气等离子喷涂工艺参数主气流量、喷涂功率和送粉量对Al2O3陶瓷涂层结合强度和显微硬度的影响,影响因素的主次顺序依次为:喷涂功率、主气流量、送粉量,随着喷涂功率和主气流量的升高,涂层的结合强度和硬度均呈现出先增加后降低的趋势。
目前,等离子喷涂Al2O3涂层多在钢基体表面制备,主要研究其显微结构、力学性能、摩擦学性能等。本工作针对空间导电滑环上的绝缘环片的应用工况需要,采用大气等离子喷涂(APS)工艺在2A12 铝合金基体表面制备Al2O3涂层,并对涂层的微观结构、相成分、力学性能及绝缘性能进行表征和分析。
1 试 验
1.1 基体与粉末材料
基体为2A12 铝合金,用于测量绝缘电阻的试样的尺寸为20 mm×10 mm×5 mm;用于测量击穿电压的试样的尺寸为100 mm×100 mm×5 mm;用于测量涂层结合强度的试样的尺寸如图1 所示。喷涂前先用丙酮清洗试样,去除试样表面的油脂及污物,然后将待喷涂面用氧化锆进行喷砂粗化,喷砂压力为0.5 MPa,基体面粗糙度Ra由1.5 μm 增大至7.2 μm,喷砂粗化一方面可去除基体表面的氧化物,另一方面可以提高涂层和基体之间的结合强度。

图1 结合强度测试试样尺寸示意图Fig.1 Schematic diagram of sample size for bonding strength test
粘结层材料选用市售自熔性镍包铝粉末Ni/Al,粒径为15~45 μm,其化学成分为88.86%(质量分数,下同)Ni 和11.14%Al。陶瓷涂层原料选用市售Al2O3电熔破碎粉末(质量分数≥99.5%,在本工作中记为粉末A)、市售Al2O3团聚-烧结粉末(纯度≥99.5%,在本工作中记为粉末B),2 种粉末的粒度均为15 ~45 μm,2种Al2O3粉末的微观形貌如图2 所示。由图2 可以看出,粉末A 形状不规则且有尖锐的棱角,粉末A 是由Al2O3经烧结后破碎成适合喷涂的微米尺寸的粉末;粉末B 呈球形,粉末B 是由原始纳米颗粒经过团聚-烧结制备成适合喷涂的微米尺寸的粉末。喷涂前,需先将原料粉在120 ℃的干燥炉中烘干120 min 以上,以去除粉末中的水汽,使粉末具有良好的流动性,防止粉末在喷涂过程中堵塞送粉管。
1.2 涂层制备
金属粘结层和Al2O3绝缘涂层均采用Sulzer Metco Multi Coat 型大气等离子喷涂系统制备,采用F4 MB 型等离子喷枪,枪外送粉,主气和送粉载气采用Ar,辅气采用H2。基体在喷涂前使用焰流加热至100 ℃左右,可以降低因基体与涂层的热膨胀系数差异所产生的应力,提高涂层与基体的结合强度。经试验优化后的喷涂工艺参数如表1 所示,涂层平均厚度控制在0.27 mm左右。

表1 金属粘结层及Al2O3 陶瓷层的喷涂工艺参数Table 1 Spraying process parameters of metal adhesive coating and Al2O3 ceramic coating
每种粉末制备3 个试样。由于绝缘环片是在真空高温环境中使用,为保证导电滑环触点接触稳定可靠,要求涂层不能采用有机物封孔,故试样喷涂后未作封孔处理。
1.3 组织观察及性能测试
利用JSM-7800F 型场发射扫描电镜分析涂层表面及截面的微观形貌。采用DX-00B 型X 射线衍射仪(XRD,Cu 靶Kα 射线)对粉末和涂层进行物相分析。采用Time 2812 型覆盖层测厚仪测量涂层的厚度,每个试样选取10 个测量点,取平均值。采用图像法和Image Pro 图像分析软件计算涂层的孔隙率,涂层的结合强度测试参照GB/T 8642-2002 采用WDS-100J 型万能拉伸试验机进行,拉伸速度为1 mm/min,粘结剂选用E-7 胶。采用HVS-10Z 型数显维氏硬度计测定涂层的显微硬度,加载载荷为3 N,保持10 s,分别测试5 个不同点,取平均值。采用FLUKE-1508 型绝缘电阻测试仪分别在直流电压为500 V 和1 000 V 的条件下测试Al2O3陶瓷涂层在通电1 min 后的绝缘电阻值。采用HJC-20KV 型耐电压测试仪测定涂层在常温下的击穿电压,升压速率为3 kV/min。
2 结果与讨论
2.1 喷涂粉末的选择
已有研究[18-20]表明,在相同的工艺条件下,采用纳米结构材料制备的涂层比采用微米结构材料制备的涂层在硬度、韧性、结合强度等方面有更大的优势,因此,仅对采用这2 种粉末制备的涂层的绝缘电阻进行了测定,作为试验原料初选的条件,不同粉末制备的涂层的厚度及绝缘电阻见表2。由表2 可以看出,用粉末B 制得的涂层的绝缘电阻>用粉末A 制得的涂层,在相同条件下喷涂,涂层厚度可以反映涂层的沉积率,由表2 所示2 种涂层的厚度可知,用粉末B 制得的涂层的厚度大于用粉末A 制得的涂层,说明粉末B 的沉积率大于粉末A。测试2 种涂层的孔隙率,选区见图3。图3 中的“工作层”即Al2O3陶瓷绝缘层。用粉末B 制得的涂层的孔隙率为4.23%,小于用粉末A 制得的涂层的孔隙率11.18%,且球形粉的流动性好于块状粉,故后续试验选用粉末B 作为原料粉。

表2 不同粉末制备的涂层的厚度及绝缘电阻Table 2 Coating thickness and insulation resistance prepared by different powders

图3 测试2 种涂层孔隙率时的选区Fig.3 Selected areas for testing the porosity of two coatings
2.2 涂层的物相
图4 为Al2O3粉末及Al2O3陶瓷涂层的XRD 谱。由图4a 可以看出,Al2O3粉末的XRD 谱中显示出很强的α-Al2O3衍射峰,几乎见不到γ-Al2O3衍射峰,说明粉体主要以α-Al2O3为主;由图4b 可以看出,Al2O3陶瓷涂层的XRD 谱中也显示出很强的α-Al2O3衍射峰,同时在2θ=45.9°处出现了较强的γ-Al2O3衍射峰,说明在喷涂加热冷却的过程中Al2O3发生了相变,喷涂后涂层中的Al2O3以α 相和γ 相共存。有研究[21]表明,等离子喷涂后物相的变化与喷涂时的高温环境以及各相在不同环境中的稳定性有关,在喷涂过程中,α-Al2O3粉体颗粒在等离子射流中被熔化或部分熔化,在撞击到基体后变得扁平化并以较高的冷却速率冷却[22],在这种非平衡凝固的条件下,在Al2O3的液相和固相界面处,因为γ- Al2O3相具有较低的临界形核自由能[10],所以γ- Al2O3优先形成,因此在Al2O3陶瓷涂层中出现γ-Al2O3相。

图4 Al2O3 粉末及Al2O3 陶瓷涂层的XRD 谱Fig.4 XRD spectra of Al2O3 powder and Al2O3 ceramic coating
2.3 涂层微观形貌及孔隙率
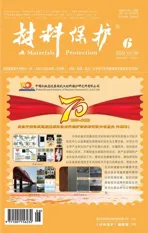
图5 为涂层的截面形貌,可以看出,涂层具有明显的层状结构,Al2O3陶瓷层、Ni/Al 粘结层及基体结合在一起,界面处呈相互嵌合的波浪形状,形成了结合良好的机械结合界面。在粘结层和陶瓷层中存在细小的不规则的孔隙和微裂纹,且在涂层中不均匀分布。分析认为,涂层中孔隙的形成主要是由于喷涂粉末粒子熔化不充分,这些呈半融化状态的粒子撞击在涂层上,无法充分变形、展开、平铺、凝固成扁平粒子,而周围的其他变形颗粒凝固时会发生收缩,形成孔隙,另外,粒子的不完全重叠或者有一定量的气体溶解于熔融的粒子内也可能造成孔隙[23,24]。从图5 还发现,Ni/Al 粘结层相对致密,而A12O3陶瓷层的致密性相对较差,这是由于Ni/Al的熔点较低,在等离子喷涂过程中Ni/Al 粉末熔化得比较好,而A12O3陶瓷粉末因熔点高只有部分发生熔化(图5c),存在半熔融态,沉积成层时易留下孔隙等缺陷,导致其结构相对疏松,致密性比Ni/Al 粘结层差。
图5 涂层的截面形貌Fig.5 Cross-sectional morphologies of the coating
孔隙率对涂层的绝缘性能影响较大,Al2O3涂层的绝缘电阻随孔隙率的减小而增大[15]。基于涂层截面的形貌,采用Image Pro 图像分析软件测得Al2O3涂层的平均孔隙率为6.22%,孔隙率比较低。
2.4 涂层的力学性能
涂层的力学性能是评价涂层是否具有实用价值的重要指标,包括涂层与基体的结合强度和显微硬度。观察采用拉伸法测试涂层结合强度后拉断试样的形貌,发现断口处一部分为从基体上脱落的涂层,还有部分为E-7 环氧胶层,此时涂层的结合强度与粘胶强度接近,因此认为此时所测得的结合强度即为涂层与基体的结合强度。涂层试样拉伸时的加载曲线如图6 所示。从图6 中可以看出,拉断时的最大载荷为9.203 kN,根据式(1)计算出涂层与基体的结合强度为18.76 MPa,满足项目中对零件涂层结合强度大于15 MPa 的要求。

图6 涂层试样拉伸时的加载曲线Fig.6 Force-time curve of coated specimens during tension
式中,σ为涂层的结合强度,MPa;P为拉伸过程中最大载荷,kN;S为涂层断裂面面积,mm2。
涂层硬度是反映涂层质量的重要指标之一,所制备涂层的5 次硬度测试结果分别为946,1 196,1 035,1 023,996 HV,平均硬度为1 039 HV,硬度值较高。由于制备的Al2O3涂层存在孔隙,因此,测得的涂层硬度有一定的波动。
2.5 涂层的绝缘性能
常用涂层的绝缘电阻评价涂层的绝缘性能。采用等离子喷涂法制备的Al2O3涂层的孔隙率较高,极易吸附空气中的水蒸气等杂质,导致涂层的绝缘性能降低。由于试样喷涂后均未封孔,为消除水蒸气的影响,对2个待测试样进行绝缘电阻测试前,先将待测试样在80℃的干燥炉中烘干30 min,然后再在500 V 和1 000 V直流电压下测试试样的绝缘电阻,测出的绝缘电阻值若超过检测仪器的量程,则在其测试结果前添加>,表3为不同测试电压下Al2O3涂层的绝缘电阻。

表3 不同电压下Al2O3 涂层的绝缘电阻 MΩTable 3 Insulation resistance of Al2O3 coating at different testing voltages MΩ
从表3 可以看出,测试电压为500 V 时,Al2O3涂层在通电1 min 后测的绝缘电阻均超过仪器量程(550 MΩ),说明涂层在该测试电压下具有优异的绝缘性能。测试电压为1 000 V 时,Al2O3涂层的绝缘电阻均超过3 800 MΩ,高于文献[25]中未作封孔处理的Al2O3涂层的绝缘电阻2 400 MΩ,接近文献[11]中报导的Al2O3-3%TiO2涂层平均表面电阻(约为4 400 MΩ),说明本工作制备的Al2O3涂层具有优异的绝缘性能,可以满足空间导电环绝缘环片的使用要求。
为表征Al2O3涂层在常温下耐受电压的能力,在室温下测试了涂层的击穿电压。测试击穿电压时Al2O3涂层的平均厚度为0.26 mm,平均击穿电压为1.15 kV,对应的介电强度为4.42 kV/mm。
涂层的绝缘性能与其内部微观结构关系密切,采用大气等离子喷涂制备的涂层难免会存在孔隙、裂纹以及层间界面等缺陷,容易吸附空气中的水蒸气等杂质,涂层在外加电场的作用下产生电荷运动,电荷主要向孔隙处聚集,导致局部电压升高,形成局部击穿[26]。同时,击穿过程中电能转化为热能,使涂层局部温度升高,从而破坏Al2O3结构,孔隙沿着电场方向扩展,为进一步击穿提供路径。随着局部击穿范围的扩大,涂层内部积累大量的热能和裂纹,使涂层内部结构迅速崩溃,形成完全击穿[27,28]。
3 结 论
(1)由原始纳米颗粒经过团聚-烧结制备的Al2O3球形粉末由于流动性好,在喷涂过程中熔融充分,制备的涂层的组织结构均匀致密,孔隙率低,涂层的绝缘性能比用微米块状粉末制备的涂层好。
(2)Al2O3粉末及涂层中的物相均以α-Al2O3为主,喷涂过程发生α-Al2O3向γ-Al2O3的转变;所获得的涂层与基体的结合良好。
(3)制备的涂层内无明显的宏观裂纹和大孔洞,虽未采用封孔处理,但涂层在大气环境下电压为1 000 V的绝缘电阻测试中仍表现出较高的绝缘性能,可满足空间导电滑环绝缘环片的服役要求。