焊接方式对铝型材性能及组织的影响
2023-06-26黄宗福韦彦丁郑长鑫廖斌
黄宗福 韦彦丁 郑长鑫 廖斌
(南南铝业股份有限公司,广西南宁 530031)
Al-Mg-Si 合金具有中等强度、韧性良好的加工性能、焊接性能及耐蚀性能,同时兼具质轻、外表美观等特点,广泛应用于汽车、轨道交通等领域[1-3]。在汽车轻量化应用中,Al-Mg-Si 合金广泛使于汽车车身、防撞梁、电池托盘等零部件中。这些零部件大多由多个部件组装而成,常用的经济、便捷连接方式为焊接。钨极惰性气体焊(TIG)是将钨电极作为负极,直流电作为焊接热源,在保护气体下产生电弧从而形成熔池;TIG 焊接常采用手工操作,其成本低廉[4]。金属极惰性气体焊(MIG)则具有设备简单、自动化程度高、生产率高等优点[5]。所以,TIG及MIG焊接被广泛应用于Al-Mg-Si合金焊接[6]。
然而,这两种焊接方法因其工艺条件存在差异,焊接后成品质量也有所区别。两者均属于熔化焊接,焊接过程中产生的高温引起合金成分改变、析出相变化等因素是导致力学性能衰减的主要原因[7]。所以对不同焊接方式进行研究,合适的焊接方式选择是确保产品合格及降低成本的重要因素。
本文针对某款产品型材支架焊接后存在滑牙风险产品为研究内容,以生产用铝型材为试验材料,通过MIG 及TIG 两种不同焊接方式模拟实际生产进行环焊试验。借助于硬度及微观组织表征手段,研究焊接方式对焊接后型材性能的影响,为生产实践提供数据支撑及实践指导。
1 实验材料与方法
本试验采用6061-T6 挤压型材,其合金成分见表1,试验型材截面如图1 所示,焊接采用环焊的方式进行焊接,MIG 及TIG 焊接工艺参数见表2,焊接处如图1b 中黑色区域所示,焊丝为直径1.2mm 4043焊丝。为便于后续记录,特对用样品进行编号并记录,详情如表3所示。
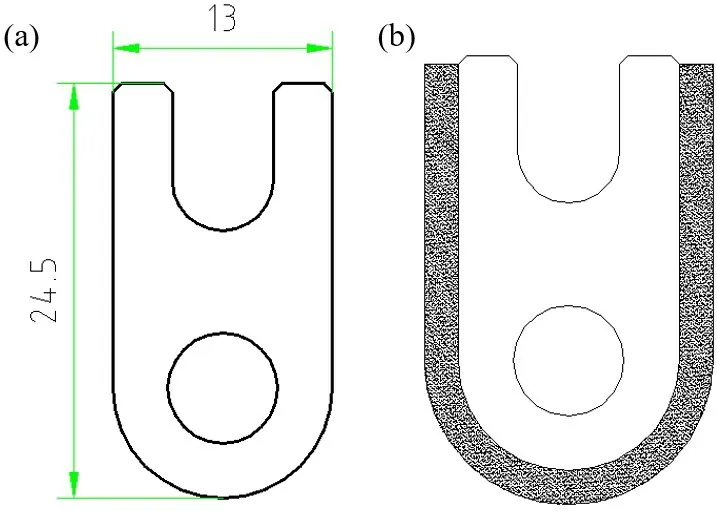
图1 试验型材信息:(a)试验型材截面;(b)焊接示意图

表1 试验用合金化学成分(质量分数/%)
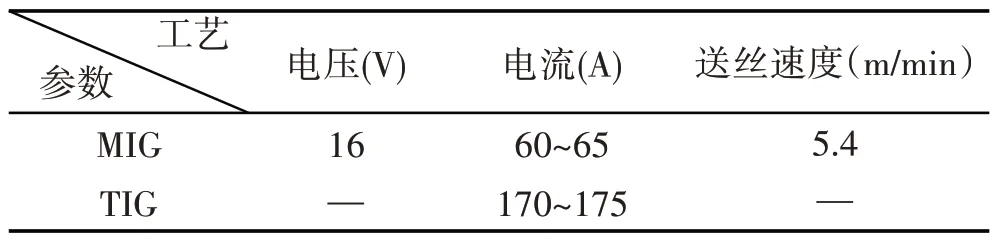
表2 MIG、TIG焊接工艺参数
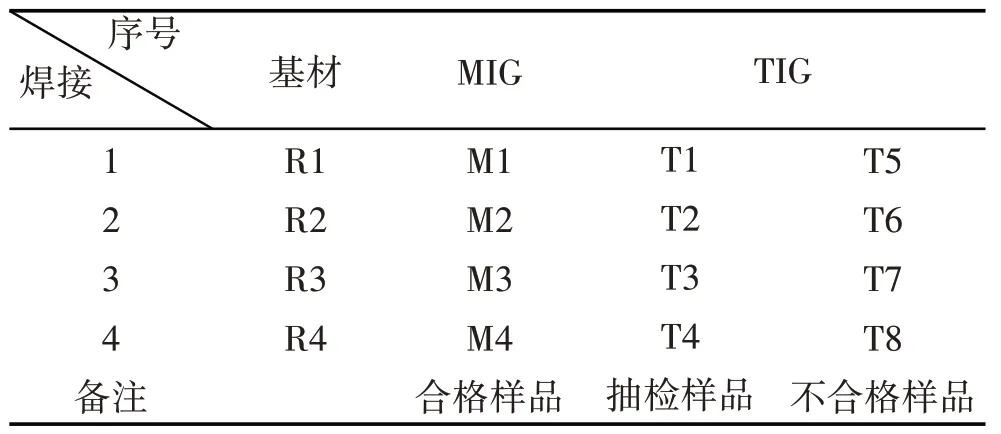
表3 样品分类及其编号
硬度测试在TMVM-1 维氏硬度计上进行,焊接后样品以环焊面为硬度检测面(图2a 所示),硬度测试示意图见图2。在检测面上,在距离螺纹孔最底端1mm 的线上以1mm 点间距依次进行硬度测试(如图2b所示)。
图2 样品的硬度检测示意图
环焊面经不同型号砂纸多次砂纸打磨后置于抛光机上进行抛光,抛光后样品经凯乐试剂腐蚀后置于Carl Zeiss Axio Vert.Al设备上进行观察并拍照。
2 实验结果
2.1 焊缝形貌
不同焊接方式焊接后焊缝形貌如图3所示,可以看出TIG 焊接后焊缝成形平整,没有裂纹、咬边等缺陷,焊接成型性好,呈现鱼鳞纹。而MIG 焊缝形貌较TIG略差,但两种焊接均满足客户要求。
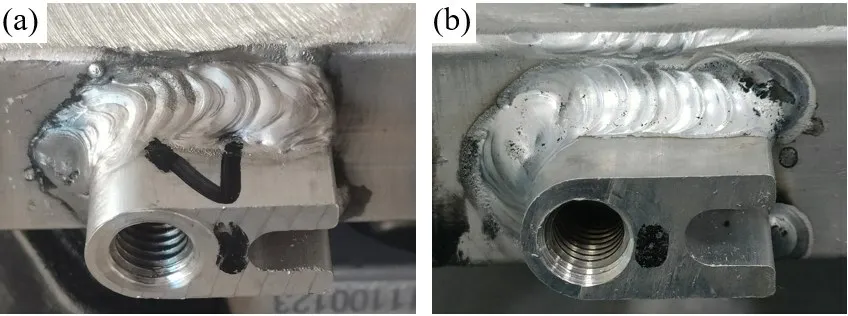
图3 不同状焊接方式焊接后焊缝形貌:(a)MIG;(b)TIG
2.2 硬度
材料硬度与螺纹滑牙密切相关[8,9],因此采用硬度对焊接后样品进行表征,不同样品结果硬度变化见图4。由图4a 可以看出基材绝大部分硬度值介于100~120HV 范围。根据国标GB/T 6892-2015 中对6061-T6 硬度要求为95HBW,换算为维氏硬度为100HV,所以基材性能满足国标要求。
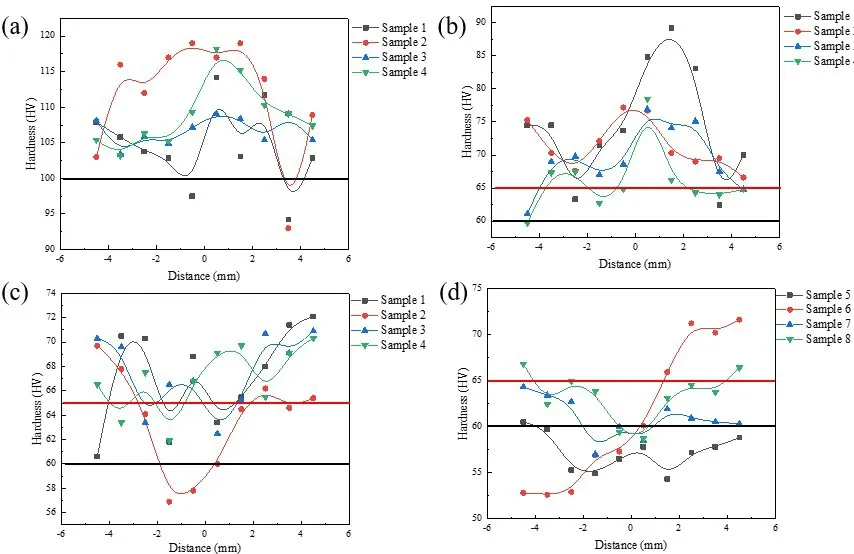
图4 不同状态样品硬度值:(a)基材;(b)MIG-合格;(c)TIG-抽检;(c)TIG-不合格
根据焊接技术要求,焊接后型材性能需>60%基材性能,通过硬度换算出焊接后硬度值应>60HV。由图4b 可知,MIG 焊接后样品其硬度值基本符合技术要求,而TIG焊接后不合格样品存在部分满足国家标准现象。这表明以60%国标硬度(60HV)不能作为判定样品是否滑牙的依据。
因此,为正确选择样品判定标准,特选取基材均值硬度60%作为判定型材硬度是否合格标准,即硬度值为65HV。通过计算相对基材硬度比例如图5所示,可以看出MIG 焊接后均满足要求,TIG-不合格样品焊接后其硬度值基本低于65HV,而TIG-抽检样品中T2不满足要求,存在滑牙风险。
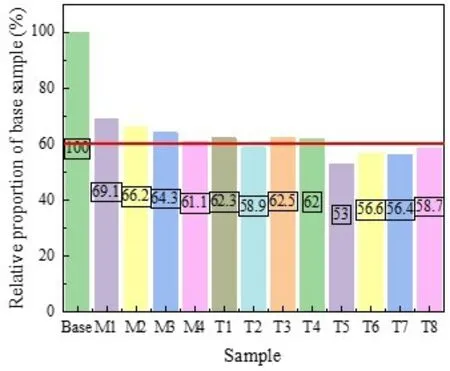
图5 相对基材硬度值比例
2.3 微观组织
图6 和图7 分别给出不同状态样品心部及表层微观组织情况,可以看出焊接后型材晶粒发生明显长大,且表层晶粒尺寸较心部晶粒大。基材表层晶粒较心部晶粒大是由于挤压过程中型材表层受挤压筒及模具摩擦力的影响,使得表层变形程度较大,挤出后型材截面呈现表层晶粒细小,心部晶粒粗大分布。焊接时能量输入使得金属熔化形成熔池,随后熔池凝固释放大量热量,使得焊接附近温度增加,表层细晶区晶粒尺寸明显长大。表层晶粒变形量大,储能较高,相较于心部晶粒更易发生再结晶和晶粒长大。所以表层晶粒长大趋势较心部晶粒更明显。
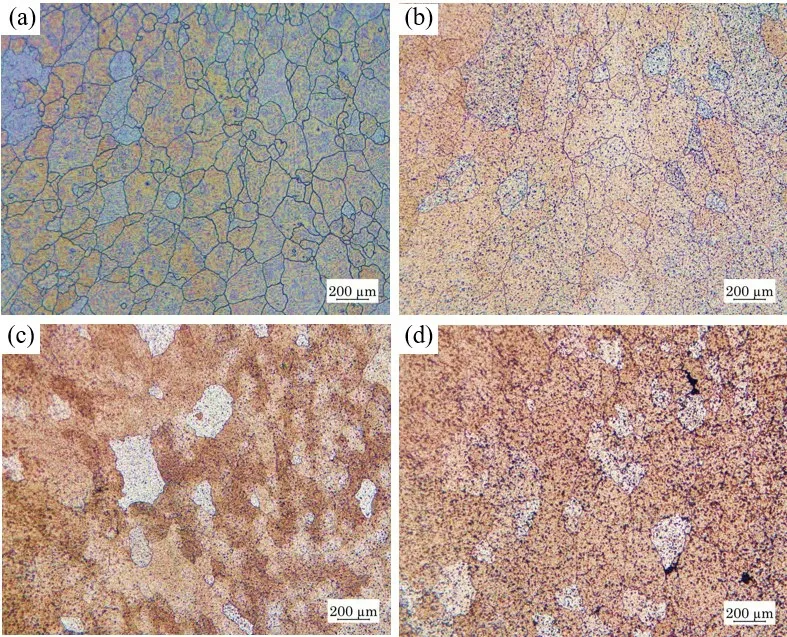
图6 不同状态样品表层微观组织:(a)基材;(b)MIG-合格;(c)TIG-抽检;(d)TIG-不合格
图7 不同状态样品心部微观组织:(a)基材;(b)MIG-合格;(c)TIG-抽检;(d)TIG-不合格
3 结论
通过对6061-T6 不同焊接方式及原始样品进行硬度及微观组织分析,得到如下结论:
(1)型材焊接后硬度值大于65HV 时可确保型材满足焊接后不滑牙要求;
(2)MIG 焊接比TIG 焊接热输入更少,焊接后不出现滑牙现象;
(3)焊接后型材晶粒发生长大,表层晶粒长大趋势大于心部晶粒。
