包缠对喷气涡流纺粗特纱断裂强度的影响
2023-06-20罗彩鸿王静安高卫东
罗彩鸿 王静安 高卫东
摘要:为了研究喷气涡流纺粗特纱断裂强度随线密度增大而降低的原因,从包缠效果的角度,对其影响因素进行分析。提出喷气涡流纺纱线包缠效果的客观评价方法,构建量化指标包纏系数。检测喷气涡流纺不同线密度纱线的包缠系数,分析喷气涡流纺纱线的断裂强度与包缠效果的相关性,建立并验证喷气涡流纺粗特纱断裂强度与包缠系数之间的关系模型。结果表明:纱线断裂强度随包缠系数的增加逐渐增高,包缠效果不良是喷气涡流纺粗特纱断裂强度劣化的原因。在生产实践中,依据断裂强度与包缠系数的关系模型,优化涡流纺工艺,可使喷气涡流纺粗特纱断裂强度得到显著改善。
关键词:喷气涡流纺;粗特纱;断裂强度;包缠效果;工艺优化
中图分类号:TS104.1
文献标志码:A
文章编号:1009-265X(2023)02-0122-08
喷气涡流纺纱技术具有纺纱效率高、环境友好、能耗低、成纱综合性能好等优点。随着新型纺纱技术的快速发展,喷气涡流纺纱线的应用越来越广泛,产品正在向着多元化[1]、差异化的方向发展。戴俊等[2]为了突破喷气涡流纺纯棉细特纱的生产关键技术瓶颈,对相关设备进行改进,研制专件优化工艺,成功开发了细度为7.3~9.7 tex的纯棉喷气涡流纺纱线。王文中等[3]通过选定合理的苎麻预处理方案,正确配置前纺各工序及喷气涡流纺工序的工艺参数,成功纺制19.6 tex 56/48苎麻/精梳棉喷气涡流纺纱。逄邵伟等[4]分析了喷气涡流纺涤纶缝纫线纱线结构,通过实验验证喷气涡流纺缝纫线的强力虽略低于环锭纺缝纫线,但也达到了缝纫线优等品强力的国家标准。
从目前的市场和研究上来看,喷气涡流纺注重突破细特纱领域的瓶颈,但粗特纱产品仍然较少,相关研究亦并不丰富。与细特纱相比,粗特纱产量大,对原料的要求相对较低,但在实际生产中,常存在强力不匀和强力弱环等问题,成纱质量不佳,生产效率不高。究其原因,独特的纺纱机理使得喷气涡流纱的纱体由包缠纤维和芯纤维两部分组成,在纺制粗特纱时,由于截面纤维根数多,纤维容易紊乱造成包缠不匀,更易出现包缠弱环,导致纱线断裂强度不足。
针对喷气涡流纺纱线的成纱质量与包缠效果,陈美玉等[5]从理论上分析了涡流纺纱线拉伸过程中的纤维形变与受力,详细研究了涡流压力和纺纱速度对涡流纺纱线力学性能的影响,总结了包缠加捻与成纱力学性能的关系。李浩等[6]使用图像法基于纱线截面和外观图像测试了喷气涡流纺纱线的捻度。但对于纱线包缠效果的表征方法,以及从包缠效果的角度分析成纱质量,目前相关研究相对较少。
因此,本文提出一种喷气涡流纺纱线包缠效果的表征方法,建立并验证喷气涡流纺粗特纱断裂强度与包缠效果之间的关系模型,为喷气涡流纺粗特纱的工艺优化提供理论基础和研究方向,以推动喷气涡流纺进一步发展。
1喷气涡流纺粗特纱强度不足的现象及成因分析
1.1纱线断裂强度一般规律
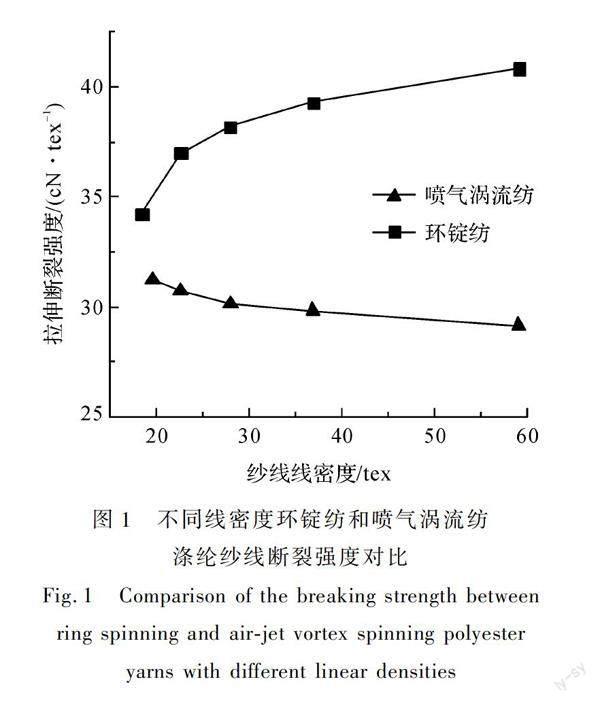
经查阅文献[7-8]得到环锭纺涤纶纱线断裂强度,通过实验测试成纱质量较好的喷气涡流纺涤纶纱断裂强度,将环锭纺和喷气涡流纺涤纶粗特纱的断裂强度进行对比,结果如图1所示。
在18.5~59.1 tex范围内,环锭纺涤纶纱的断裂强度随着纱线线密度的增加逐渐升高;喷气涡流纺涤纶纱的断裂强度随着纱线线密度的增加逐渐降低。纱线线密度为19.7 tex时,环锭纺与喷气涡流纺的断裂强度比值为1.12∶1;而在线密度为59.1 tex时,环锭纺与喷气涡流纺的断裂强度比值达到了1.40∶1。尽管喷气涡流纺纱线普遍较环锭纺纱线的断裂强度更低,但上述随着线密度增加喷气涡流纺纱线断裂强度明显劣化的现象,直接导致了喷气涡流纺粗特纱的生产与应用困难,值得开展深入研究。
1.2喷气涡流纺粗特纱断裂强度下降成因分析
采用VHX-5000超景深显微镜对喷气涡流纺纱样放大100倍进行观察,得到的59.1 tex和19.7 tex喷气涡流纺纱线表观结构,如图2所示。对比纱线表观结构,粗特纱的直径较大,单根纤维包缠的圈数较少,大量的芯纤维暴露于纱线表面。根据喷气涡流纺成纱机理,这种包缠效果的差异可能是喷气涡流纺粗特纱断裂强度不佳的主要原因,但目前仍缺乏包缠效果的有效评价方法用于指导生产。
2包缠效果评价方法
2.1包缠系数定义
为简化纱线结构并定义包缠效果的评价方法,参照喷气涡流纺纱线实物外观,建立仿真外观如图3所示。
如图3所示,包缠纤维与芯纤维总是交替成段
地暴露在纱体表面。因此,将单位长度内纱线表面的包缠面积占纱线总表面积的比例定义为包缠系数,用字母k表示,建立包缠系数的如式(1):
k=S1S1+S2(1)
式中:S1为包缠面积,mm2;S2为未包缠面积,mm2;0≤k≤1,k值越大,纱线包缠效果越好。
2.2包缠系数提取与计算
本文提出采用超景深显微镜与PS软件,建立一种包缠系数的计算方法,其步骤如下:步骤1:采用VHX-5000超景深显微镜,放大100倍,对喷气涡流纺纱样进行拍照。步骤2:使用PS软件,提取照片中纱线的包缠面积和总表面积,如图4所示。
步骤3:在PS软件界面中设置像素长度和逻辑长度的测量比例,记录测量并读取各部分面积如图5所示。
步骤4:显微镜下每张取样图中的纱线长度为3.5 mm,连续采样10张,以35 mm为单位长度,计算单位长度内纱线的包缠面积和未包缠面积,按式(1)计算包缠系数。
3喷气涡流纺粗特纱断裂强度与包缠效果的关系
3.1实验验证
3.1.1包缠效果评价方法的可行性验证
为验证上述包缠效果评价方法的可行性,拍摄两组纱线表观结构图如图6所示。从图6中可以观察到,图6(a)的包缠效果明显差于图6(b),包缠不匀且包缠紊乱,芯纤维暴露面积较大,而图6(b)包缠相对均匀,少部分芯纤维暴露于纱线表面。分别计算其包缠系数,图6(a)的包缠系数为0.405小于图6(b)的包缠系数为0.570,表明此方法可行。
3.1.2纱线强伸性能测试
采用YG068C型纱线拉伸强力测试仪对19.7~59.1 tex喷气涡流纺纱线样品进行强伸力学性能测试,测试样品的夹持距500 mm,拉伸速度500 mm/min,预张力系数0.50 cN/tex。每个样本测试50次,取平均值。测试结果如表1所示。对比19.7~59.1 tex喷气涡流纺纱线强伸力学性能,随着纱线线密度的增加,纱线的断裂强度逐渐降低。
3.1.3纱线包缠系数测试
19.7~59.1 tex喷气涡流纺纱线包缠系数提取与计算结果如表2,由表2可知随着纱线线密度的升高,包缠系数逐渐减小,纱线包缠效果逐渐劣化。随着纱线线密度的升高,纱线单位长度内的表面积增加大,但包缠面积相差不多,未包缠面积相应增加。
3.2断裂强度与包缠系数间的关系建模
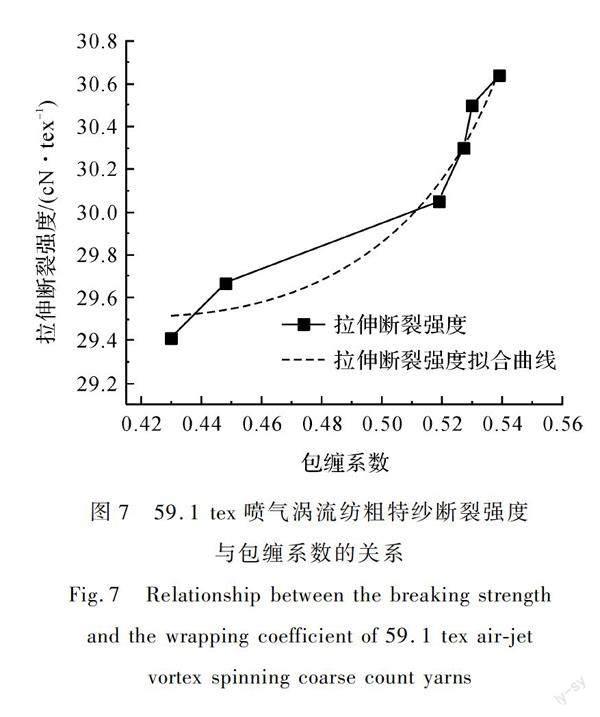
通过调整生产工艺,制备了具有不同包缠效果的59.1 tex涤纶喷气涡流纺纱,排除纱线线密度对此规律的干扰,并测试其断裂强度及包缠系数,实验结果如图7所示。
从数据趋势看,试样纱线的断裂强度随着包缠系数的增加而升高,并且其增长率也随包缠系数的增加而升高。这一现象产生的原因可能在于:
a)随着包缠系数从较低水平开始增加,纤维包缠比例提高,减少了包缠弱环,从而造成了断裂强度的提升,但由于仍存在一定的包缠弱环,断裂强度的提升较为缓慢。
b)随着包缠系数的进一步增加,包缠弱环所占比例较少,影响纱线断裂强度的主要因素由包缠弱环逐渐转向纤维间抱合牢度,因而断裂强度的提升逐渐加快。
综上,喷气涡流纺纱线断裂强度随着包缠系数的增加而升高,并且增长率逐渐提高。通过假设断裂强度对包缠系数的变化斜率与包缠系数成正比,则可构建指数增长模型[9]如式(2):
Q(k)=Q0+e(ak+b)(2)
式中:Q为纱线断裂强度,cN/tex,k为包缠系数,Q0为纱线初始断裂强度,cN/tex。
图7展示了59.1 tex涤纶喷气涡流纺粗特纱的断裂强度与包缠系数经拟合而成的函数曲线,所得关系如式(3):
Q(k)=29.46+e29.12k-15.51(3)
式中:在拟合结果中,可决系数R2为0.9602,表明擬合优度较好,模型可用于表述断裂强度与包缠系数之间的关系。
4针对包缠效果提升的喷气涡流纺粗特纱工艺参数优化
基于前述构建的模型,可知欲提高喷气涡流纺粗特纱断裂强度,应在工艺制定上尽可能提高包缠系数。而在喷气涡流纺成纱过程中,形成涡流的喷嘴气压以及涡流纺车速对纤维的包缠效果起到决定性的作用。因此本文针对喷嘴气压与车速两项关键工艺参数进行优化,在MVS870EX型喷气涡流纺纱机进行工艺优化实验,以59.1 tex粗特纱为对象,实现断裂强度的提升。
根据本实验采用的喷气涡流纺纱机的工艺设定范围,设定纺纱速度为400~490 m/min,喷嘴气压为0.45~0.57 MPa。以纺纱速度为A因素(取值为400、430、460、490 m/min),以喷嘴气压为B因素(取值为0.45、0.50、0.53、0.57 MPa),以纱线包缠系数为R1响应值,实施完全实验,实验结果如图8中数据点所示。继而,使用Design Expert V8.0.6软件对实验结果进行二次响应面拟合(响应面拟合结果如图8中曲面所示),并进行方差分析,结果如表3所列。
由表3可知,回归模型总体P值小于0.0001,说明回归效果高度显著,只有小于0.01%的可能性使该模型失拟。纺纱速度A对应P值为0.0021,小于0.05,表明纺纱速度对包缠效果影响显著;喷嘴气压B对应P值小于0.0001,表明喷嘴气压对包缠效果影响显著。
结合表3及图8来看,交互项AB对应P值为0.7561,远大于0.05,表明纺纱速度与喷嘴气压的交互作用对包缠系数的影响不显著,二者对包缠系数的作用大概率相互独立;二次项A2对应P值远小于0.0001,表明纺纱速度对包缠系数的影响呈二次函数趋势,包缠系数随着纺纱速度的增加先增大后减小;二次项B2对应P值为0.5208,远大于0.05,结合前述B对包缠效果的显著影响,表明在现有气压条件下,包缠系数与喷嘴气压仅具有一次函数关系,包缠系数随着喷嘴气压的升高逐渐增大,若进一步增大喷嘴气压,包缠系数望进一步提升,直到一定范围开始下降[10]。
综上所述,本次实验的最优工艺参数为:纺纱速度430 m/min,喷嘴气压0.57 MPa。包缠系数0.502,断裂强度可达30.75 cN/tex,根据FZ/T 12019—2018《涤纶本色纱线》涤纶本色纱线标准,纱线断裂强度等级由二等品提升至一等品,提升效果显著。受限于设备性能限制,喷嘴气压已经达到最大水平,若能进一步增大喷嘴气压,从数据分析结果看,纱线的包缠效果还有望得到进一步改善。
5结论
本文针对喷气涡流纺中粗特纱断裂强度会随着线密度增大而降低的问题,首先提出一种包缠效果客观评价方法,建立量化指标包缠系数。继而得到了喷气涡流纺涤纶中粗特纱线的断裂强度随着包缠系数的增加逐渐增高的变化规律。基于纺纱生产实验数据,建立了断裂强度与包缠系数的指数函数关系模型,拟合度R2达到0.9602,表明该模型具有较高的可靠性。最后,依据所得的断裂强度与包缠系数关系模型,对59.1 tex涤纶喷气涡流纺粗特纱的喷嘴气压和纺纱车速进行工艺优化,显著的提高了纱线的包缠系数及断裂强度,将纱线断裂强度等级由二等品提升至一等品。
在生产实践中,可采用本文提出的包缠效果评价方法对试纺纱进行包缠效果评价,并根据所建立的断裂强度与包缠效果关系模型,确立性能达到产品要求的包缠系数水平,继而调整工艺方案,实现所纺粗特纱性能保障与生产效率提升的目标。进一步的研究工作可着眼于适应更多纤维原料品种及混纺比例的断裂强度与包缠系数关系模型。
参考文献:
[1]章友鹤,赵连英,姜华飞,等.喷气涡流纺的品种开发及其关键技术[J].棉纺织技术,2016,44(10):29-33.
ZHANG Youhe, ZHAO Lianying, JIANG Huafei, et al. Product development and key technology of air-jet vortex spinning[J].Cotton Textile Technology, 2016, 44(10): 29-33.
[2]戴俊,高卫东,傅佳佳,等.喷气涡流纺纺制纯棉细号纱的实践[J].棉纺织技术,2019,47(7):61-64.
DAI Jun, GAO Weidong, FU Jiajia, et al. Practice of spinning pure cotton air-jet vortex fine yarn[J]. Cotton Textile Technology, 2019, 47(7): 61-64.
[3]王文中,王建明,卜启虎.19.6 tex 52/48苎麻/精梳棉喷气涡流纱生产实践[J].上海纺织科技,2015,43(1):40-41.
WANG Wenzhong, WANG Jianming, BU Qihu. The production practice of 52/48 19.6 tex air-jet vortex ramie/combed cotton yarn[J]. Shanghai Textile Science & Technology, 2015, 43(1): 40-41.
[4]逄邵伟,赵娜,赵学玉,等.喷气涡流纺缝纫线纱线结构分析[J].青岛大学学报(工程技术版),2018,33(3):125-129.
PANG Shaowei, ZHAO Na, ZHAO Xueyu, et al. Analysis on the yarn structure of MVS sewing thread[J]. Journal of Qingdao University (Engineering & Technology Edition), 2018, 33(3): 125-129.
[5]陳美玉,刘玉琳,胡革明,等.涡流纺纱线的包缠加捻对其力学性能的影响[J].纺织学报,2021,42(1):59-66.
CHEN Meiyu, LIU Yulin, HU Geming, et al. Effect of wrapping and twisting on mechanical properties of air-jet vortex spun yarn[J]. Journal of Textile Research, 2021, 42(1): 59-66.
[6]李浩,邢明杰,孙志豪,等.基于图像的喷气涡流纺纱线捻度测试方法探讨[J].纺织学报,2021,42(2):60-64.
LI Hao, XING Mingjie, SUN Zhihao, et al. Exploration of imaged-based test method for yarn twist in air-jet vortex spinning[J]. Journal of Textile Research, 2021, 42(2): 60-64.
[7]陈可,吉宜军,苏旭中,等.精梳涤纶18.5 tex针织纱的开发[J].棉纺织技术,2020,48(12):59-61.
CHEN Ke, JI Yijun, SU Xuzhong, et al. Development of combed polyester 18.5 tex knitting yarn[J]. Cotton Textile Technology, 2020, 48 (12): 59-61.
[8]陈可,苏旭中,吉宜军,等.精梳涤纶纤维含量对28 tex针织纱线性能影响研究[J].丝绸,2021,58(6):37-40.
CHEN Ke, SU Xuzhong, JI Yijun, et al. Effect of combed polyester fiber content on the properties of 28 tex knitted yarn[J]. Journal of Silk, 2021, 58(6): 37-40.
[9]姚江薇,邹专勇,闫琳琳,等.喷气涡流纺纱线拉伸断裂强力预测模型构建与验证[J].纺织学报,2018,39(10):32-37.
YAO Jiangwei, ZOU Zhuanyong, YAN Linlin, et al. Prediction model on tensile strength of air-jet vortex spinning yarn and its verification[J]. Journal of Textile Research, 2018, 39(10): 32-37.
[10]裴泽光,俞兆昇,郁崇文.影响纯涤纶喷气涡流纱强度的因素[J].纺织学报,2008,29(12):22-24.
PEI Zeguang, YU Zhaosheng, YU Chongwen. Effect of parameters on tenacity of polyester jet MVS yarn[J]. Journal of Textile Research, 2008, 29(12): 22-24.
Influence of wrapping on the breaking strength of air-jet vortex spinning coarse count yarns
LUO Caihong, WANG Jing'an, GAO Weidong
(College of Textile Science and Engineering, Jiangnan University, Wuxi 214122, China)
Abstract: With the rapid development of new spinning technology, air-jet vortex spinning occupies an important position in the spinning field for its advantages of high spinning speed, high efficiency and short process. In recent years, the continuous innovation of air-jet vortex spinning technology has broken through the bottleneck of many yarn varieties. The variety of yarns is becoming increasingly abundant, and the linear density tends to be fine and thick. Among yarns, the air-jet vortex spinning coarse count yarn is mainly used in industrial textiles, with a wide selection of raw materials. Combined with the advantages of air-jet vortex spinning, it shows a good application prospect. However, the spinning of coarse count yarns with air-jet vortex spinning is still faced with many problems. Compared with the medium count yarn with air-jet vortex spinning, the coarse count yarn has the problems of difficult yarn formation, weak wrapping ring, insufficient breaking strength, etc. Therefore, the 59.1 tex polyester air-jet vortex spinning coarse count yarn is studied in this paper, and the wrapping effect is quantified to solve the problem of low breaking strength of the air-jet vortex spinning coarse count yarn.
In order to improve the breaking strength of the air-jet vortex spinning coarse count yarn, based on the yarn structure and spinning mechanism of air-jet vortex spinning, starting from the wrapping effect, the wrapping effect is characterized, and the wrapping coefficient, a parameter for quantifying the wrapping effect, is proposed. The calculation formula of the wrapping coefficient is established, the area of the wrapped fiber and the total area of yarns in the air-jet vortex spinning yarn image are extracted, and the yarn wrapping coefficient is calculated. On this basis, the relationship between the yarn wrapping coefficient and breaking strength is analyzed, and the functional relationship model between breaking strength and the wrapping coefficient is established. Based on this model, the process improvement is guided, the spinning speed and nozzle pressure of air-jet vortex spinning are optimized, and the optimal process optimization parameters of yarn breaking strength are finally obtained by using the response surface analysis method. It is found that the breaking strength of the yarn increases with the increase of the wrapping coefficient, and the poor wrapping effect is the main reason for the deterioration of the breaking strength of the air-jet vortex spinning yarn. The optimized spinning process involve the following parameters: a spinning speed of 430 m/min and the nozzle pressure of 0.57 MPa. The wrapping coefficient is 0.502, and the breaking strength can reach 30.75 cN/tex. According to the standard of polyester plain yarns in FZ/T 12019—2018 Polyester Fiber Grey Yarn, the breaking strength grade of the yarn has been improved from the second grade to the first grade, with remarkable improvement effect.
In production practice, the wrapping level of yarns can be compared by calculating the wrapping coefficient proposed in this paper, and according to the established relationship model between the breaking strength and wrapping effect, the wrapping coefficient level whose performance meets the product requirements can be established, and then the process plan can be adjusted to achieve the goal of ensuring the performance of the spun coarse yarn and improving the production efficiency. Further research work can focus on the relationship model between the breaking strength and wrapping coefficient, which is suitable for more fiber raw materials and blending proportion.
Keywords: air-jet vortex spinning; coarse tex yarn; breaking strength; wrapping effect; process optimization
收稿日期:20220726
網络出版日期:20221104
基金项目:中央高校基本科研业务费专项资金项目(JUSRP121030);江苏省基础研究计划自然科学基金项目(BK200221061)
作者简介:罗彩鸿(1998—),男,辽宁丹东人,硕士研究生,主要从事喷气涡流纺方面的研究。
通信作者:高卫东,E-mail: gaowd3@163.com
