Numerical and experimental evaluation for density-related thermal insulation capability of entangled porous metallic wire material
2023-05-31ToZhouRongzhengFngDiJiPeiYngZhiyingRenHongbiBi
To Zhou ,Rong-zheng Fng ,Di Ji ,Pei Yng ,Zhi-ying Ren ,* ,Hong-bi Bi
a 92578 Troops of the Chinese People's Liberation Army, Beijing,100055, PR China
b School of Mechanical Engineering and Automation, Fuzhou University, Fuzhou, 350116, PR China
c Institute of Metal Rubber & Vibration Noise, Fuzhou University, Fujian, Fuzhou, 350116, PR China
Keywords: Entangled porous metallic wire material(EPMWM)Virtual manufacturing technology (VMT)Thermal resistance network Effective thermal conductivity (ETC)Thermal insulation factor
ABSTRACT Entangled porous metallic wire material(EPMWM) has the potential as a thermal insulation material in defence and engineering.In order to optimize its thermophysical properties at the design stage,it is of great significance to reveal the thermal response mechanism of EPMWM based on its complex structural effects.In the present work,virtual manufacturing technology (VMT) was developed to restore the physics-based 3D model of EPMWM.On this basis,the transient thermal analysis is carried out to explore the contact-relevant thermal behavior of EPMWM,and then the spiral unit containing unique structural information are further extracted and counted.In particular,the thermal resistance network is numerically constructed based on the spiral unit through the thermoelectric analogy method to accurately predict the effective thermal conductivity (ETC) of EPMWM.Finally,the thermal diffusivity and specific heat of the samples were obtained by the laser thermal analyzer to calculate the ETC and thermal insulation factor of interest.The results show that the ETC of EPMWM increases with increasing temperature or reducing density under the experimental conditions.The numerical prediction is consistent with the experimental result and the average error is less than 4%.
1.Introduction
As a versatile lightweight material,entangled porous metallic wire material (EPMWM),also known as metal rubber [1],has received a growing interest in defence fields such as lunar lander[2],artillery[3],warship[4,5],protective equipment[6]and aircraft[7].Due to the outstanding performance and stable environmental adaptability,it is also widely used to solve the problems of vibration reduction,sound absorption,sealing and filtration in engineering[8-17].The final products of EPMWM with different shapes,dimensions and functions can only be obtained through cumbersome manufacturing process[18],which endows it with unique structure characteristic (high porosity and tortuosity [19],multi-point contact [20]) and material properties (low thermal conductivity [21],heat and corrosion resistance[22]).Therefore,it can be utilized for thermal protection and insulation,as shown in Fig.1.On one hand,when heat is transferred through the gaseous medium in the pores,the extremely low thermal conductivity slows down the transfer speed.On the other hand,when heat is transferred through the metallic wires,the temperature field distributes evenly due to the long path and dense contact.However,the highly nonlinear structure of EPMWM is too complex to be accurately described by general method,which leads to a plight of evaluation in its thermal insulation capability.

Fig.1.Application and structure of EPMWM: (a) Thermal resistant anti-scratch pad;(b) Explosion-proof insulation net;(c) SEM of EPMWM.
The main methods to evaluate the thermal insulation capability of porous materials are thermal resistance network method [23],finite element method [24]and experimental method (transient experiment and steady state experiment,etc.) [25].Regardless of the method adopted,accurate characterization parameters are needed,especially the effective thermal conductivity (ETC),which relate to the thermal insulation capability and a series of temperature-dependent fatigue and failure of the materials[26-28].The ETC of other state-of-the-art porous metal materials such as porous metals [29],metal foam composite [30,31]and litz wire [32]has been measured by scholars in some researches.In contrast,EPMWM possesses a wider range of the ETC due to flexible material selection,structural design and density control,which is of great importance to explore.To this end,Fu [33]used horizontal/vertical micro-element model with equal number to construct the thermal resistance network of EPMWM and calculate its ETC.However,none of EPMWM has such ideal structure and placement.Therefore,this approximate model had relatively poor accuracy.Considering this,Ma et al.[21]proposed a thermal conductivity analysis model of EPMWM and tested the ETC of samples with different relative density through high-temperature transient experiment.It was found that the transient method can ignore the influence of the heat transfer boundary conditions and accurately measure the ETC of EPMWM.But it has disadvantages such as long experiment period and high cost.Finite element method is suitable for simulating the behavior of objects with complex structures in a coupled environment,so it has natural advantages of convenience and economy in the thermal research of EPMWM.In this regard,Ning[34]performed thermo-solid coupling simulation analysis on the compression process of metal rubber seals,and studied the heat transfer law and temperature field distribution of the sealing system.Nie[35]performed finite element analysis(FEA)to study the heat dissipation process of a high-temperature steel tube coated with EPMWM.The reviewed studies have certain enlightenment and reference significance in exploring the thermal properties of EPMWM.But they are mainly based on the regular assumption,which is not consistent with the disorder structure of EPMWM.
Considering the limitations of the aforesaid researches,a physics-based 3D model of EPMWM with structural details is initially restored through virtual manufacturing technology(VMT),and the material parameters and boundary conditions are provided to conduct transient thermal analysis and reveal the thermal behavior of EPMWM.On this basis,the spiral unit containing unique parameters is extracted from the continuous metallic wires to conduct numerical reconstruction.In particular,the thermal resistance network model of EPMWM is established by thermoelectric analogy method (TEAM) to numerically predict its ETC.Finally,samples of EPMWM were prepared to test their thermal diffusivity and specific heat by the flash method.The ETC and thermal insulation factor is further calculated as an evaluation index to comprehensively evaluate the density-related thermal insulation capability of EPMWM.
2.Virtual manufacturing technology
2.1. Principle of numerical modeling
The numerical modeling of EPMWM starts with a single metallic wire through the local-global coordinate transformation to generate its trajectory.Defining the generatrixlof the spiral wire to be a cylindrical spiral in the global systemOXYZ,then the parameter equation can be expressed as follows:
wheredlis the radius of the generatrix,ψ is the parameter of angle,ψ∈[ψ1,ψ2],pis the spiral height andZ0is the starting coordinate inZ-axis.
The initial local coordinate systemo1x1y1z1is established at the starting point(dlcos ψ1,d1sin ψ1,Z0)ofl.The unit direction vector ofz1-axis can be described in the global coordinate system as follows:
By introducing the rotation matrix C,the unit direction vectors ofx1-axis andy1-axis of the initial local coordinate system can be expressed in the global coordinate system as well
Then the origin (0,0,0) and the unit direction vectors (1,0,0),(0,1,0),(0,0,1) of the global coordinate system can be described as(u0,v0,w0),(ux,vx,wx),(uy,vy,wy)and(uz,vz,wz)in the local coordinate system,respectively.The corresponding coordinate transformation is
When the origino1of the local coordinate system moves from one end to the other end along the generatrix in the global system,a pointProtates synergistically with it at the angular velocity of dω/dtto make a circular motion.The motion equation of the point in the local coordinate system can be expressed as follows:
whereris the radius of the circle and ω0is the initial phase.
Through the inverse matrix transformation of the global-local coordinate system,the real-time trajectory of point P in the global coordinate system can be iteratively obtained,so as to generate the coordinates of the spiral wire,as shown in Fig.2.

Fig.2.The principle of coordinate transformation.
2.2. Virtual manufacturing process
In the manufacture process of EPMWM,the material and diameter of the metallic wire are initially selected before it is coiled into a tight helix,as shown in Fig.3(a).In this work,the commonly used 304 stainless steel wire of the same batch with a diameter of 0.15 mm was selected as the raw material of EPMWM.This alloy has excellent heat resistance and corrosion resistance and its chemical compositions are listed in Table 1.After that,the helix is stretched at both ends to obtain a required pitch.The formation of rough blank is to wind the stretched helix on a designated mandrel at a given angle θ,as shown in Fig.3(b).Finally,a pre-designed outer mold was prepared and the specified load was applied to stamp the final product,as shown in Fig.3(c).Based on this entire process,an effective VMT has been proposed to numerically restore the annular model of EPMWM,which is verified through a series of FEA and experiments [36].Fig.3(d),Fig.3(e) and Fig.3(f) show the synchronous virtual manufacturing process of a desired solid cylinder model of EPMWM.A set of conventional process parameter configurations obtained from the practical production are adopted,which is listed in Table 2.

Table 1 Chemical composition (wt%) of 304 stainless steel wires.

Table 2 Parameter settings of the modeling process.
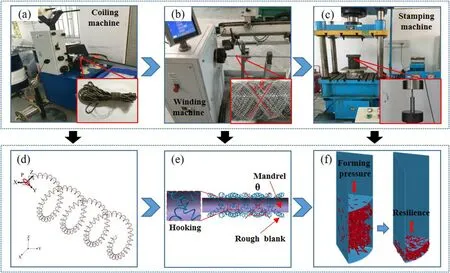
Fig.3.Processes of synchronous virtual manufacturing:(a)Coiling;(b)Stretching and winding;(c)Stamping;(d)Coordinate track;(e)Winding simulation;(f)Stamping simulation.
Based on the classical Coulomb friction theory and penalty function,the contact and elastoplastic deformation behavior of EPMWM during the manufacturing process can be calculated and predicted in real time.Considering the problem of symmetry,only one-sixth of the overall model is involved in the analysis to reduce the computational cost.Fig.4 present the comparison between material object and the finite element model of EPMWM.It can be seen that the finite element model shows a high degree of consistency with the material object in geometric appearance,wires placement and dimensions,which can lay a solid foundation for subsequent research.

Fig.4.Comparison between material object and finite element model of EPMWM.
3.Finite element analysis
3.1. Boundary conditions and material parameters
Porous material transfer heat mainly through three mechanisms,including conduction,convection and radiation.Researches have shown that when the fluid in the material pores does not undergo phase change and the solid matrix is stable,conduction is the governing heat transfer mechanism [37].Besides,the convection and radiation can be ignored provided that the average pore diameter is less than 4 mm [38]and enough absorption interface exist under limit temperature [39].Therefore,based on the multipoint contact and micro pores characteristics of EPMWM,the magnitude of radiation and convection is much smaller than that of conduction.Accordingly,it is assumed that the entire heat transfer process is dominated by the conduction of the solid phase and the gas phase.
In order to observe the overall temperature distribution and local thermal behavior of EPMWM,boundary conditions and material parameters are imported to carried out FEA.Fig.5 shows the boundary conditions of the model.The top and bottom plates serve as clamp surface and support surface respectively to provide physical constraints for EPMWM in the forming direction,and the lower one also acts as a hot source to provide thermal loads from 27.5 to 700 ℃.At the same time,displacement constraints are imposed on the surfaces at both ends of the wire to simulate the restriction of the side wall.The material parameters are listed in Table 3.

Table 3 General material parameters of 304 stainless steel wires.

Fig.5.Boundary conditions of the model.
3.2. Transient thermal analysis
According to the second law of thermodynamics,energy always spontaneously and irreversibly transfers from the hightemperature place to the low-temperature place.Therefore,by solving the temperature field distribution of EPMWM,its thermal behavior can be indirectly reflected.Fig.6 shows that at the beginning of the heating process,temperature rise significantly at the contact between EPMWM and the hot source,and the overall temperature field presents an gradient distribution along the forming direction (i.e.theZ-axis).The temperature variation is a sign of heat exchange,and the magnitude and path of heat flow reflect the degree and the direction of thermal conduction.Therefore,a single wire is highlighted to observe its heat flow.The result shows that the heat flow increases at the contact point,indicating that variations of the contact state may affect the ETC of EPMWM.

Fig.6.Overall temperature field distribution and local heat flow.
Metallic wires will expand when heated,which exhibit different contact states under restraint.The thermal conduction and thermal expansion of EPMWM are not independent but an interactive process.Fig.7(a)shows the dynamic contact changes of EPMWM.It can be seen that the contact behavior is enhanced (far to near,sliding to sticking) during the heating process.In order to quantitatively reveal the dynamic evolution process of contacts inside EPMWM,the small ball algorithm[20]is adopted to further count the number of four types of contact pairs in the heating process.The statistics results are presented in Fig.7(b).In general,the number of contact pairs increases with rising temperature by approximate 50%,while the number of non-contact pairs decreases correspondingly.Among them,sticking contact grows slowly,while sliding contact dominates and shows a significant increasing trend.This validates the influence of contact on thermal conduction behavior between metallic wires is mainly based on heat exchange at local contact points.The thermal expansion of the wires leads to changes in the number and state of the contact pairs,which promotes thermal conduction in turn,then increases the ETC accordingly.

Fig.7.Dynamic evolution of contact inside EPMWM: (a)Evolution process;(b) Statistics results.
3.3. Structure discretization and statistics
The interpenetrating structure of EPMWM is complex and disordered,so it is difficult to study its structural features and thermal behavior from the whole.In addition,numerous contacts naturally exist within EPMWM,and their type and number change abruptly under the action of load (temperature or force),which is difficult to establish the corresponding dynamic analysis model.Therefore,the quasi-static structure discretization method is used to divide the continuous wire into a series of spiral units for numerical statistics and reconstruction.Fig.8 generalizes the process.First,a single wire is extracted from EPMWM,and then it is segmented at the extreme point of theY-axis to obtain the spiral unit with unique structural parameters.Among the parameters,dsandDLdenote the diameter of the wire and the radial diameter of the spiral,respectively.Moreover,θ and β are the helix angle of the spiral unit and the angle between the centerline of spiral unit and theZ-axis,respectively.

Fig.8.Structural discretization process.
According to the statistics,there are 41 metallic wires inside the model,which can be segmented to obtain 153 spiral units.The concept of tortuosity τ is defined to characterize the multiple relationship between the actual length and projected distance of the heat conduction path of a single wire
whereLriis the actual length of thei-th curved wire,Lziis the projected distance of thei-th wire in theZ-axis direction.
Fig.9 counts the tortuosity and angle distribution of the spiral units,respectively.According to statistics,the length of the heat conduction path is dozens of times of the projection distance,and the direction angle of the spiral units is concentrated in a large angle range(60°-90°),accounting for about 87%of the total.This is because the metallic wires undergo acute elastoplastic deformation during the stamping process.Although the metallic wire inside the EPMWM still maintain a spiral shape,its curvature has changed to a certain extent.In this regard,the regularized approximation can equalize the deviation rate of the curvature,thereby ensuring the consistency of the spiral unit.Based on the stored data of the spiral units,the thermal resistance network can be established through numerical reconstruction.

Fig.9.Distribution of tortuosity and angle.
4.Thermal resistance network
4.1. Thermoelectricity analogy method
The TEAM is an effective way to solve transient heat transfer problems [40].Since heat transfer is similar to electrical conduction,the relationship between the heat flowqand thermal resistanceRcan be expressed as the following:
whereAandLis the cross-sectional area and the length of heat transfer object,respectively.
Eq.(11) can be obtained by substituting Eq.(10) into Eq.(9):
By substituting the direction angle and other structural parameters of the spiral unit,its heat flow in theZ-axis direction can be obtained
where λw(T)is the thermal conductivity of the selected metallic wire material at given temperature.
By substituting Eq.(12) into Eq.(9),the equivalent thermal resistanceRijof thej-th spiral on thei-th wire can be expressed as
Therefore,the thermal resistance of different spiral units can be calculated accordingly.The spiral unit on the same wire are connected in series to transfer heat.Assuming that the number of spirals on thei-th wire isN,the thermal resistance can be synthesized using the concept of series resistance
whereRiis the total thermal resistance of thei-th wire after synthesis.
4.2. Numerical reconstruction and prediction
The least resistance law indicates that the current in a circuit will select the path with the least resistance to pass [41].Correspondingly,when heat is transferred trough the object,it transfers along the path with the least thermal resistance as well.Therefore,spirals on the wires and air in the pores can be regarded as different thermal resistances occupying different volume fractions of the whole.Based on the parallel model [42],the thermal resistance network of EPMWM can be plotted as Fig.10,whereRiis the thermal resistance of wire,Rais the lumped thermal resistance of air andRijis the thermal resistance of spiral units,respectively.

Fig.10.Thermal resistance network after numerical reconstruction: (a) Representative model;(b) Overall model.
By substituting Eq.(14)into Eq.(10),the thermal conductivity of thei-th wire can be obtained as
From Eq.(15),the key structural parameters affecting the thermal conductivity of single wire areLziand β,while bothDLand θ have a certain value due to the consistency of the manufacturing process.By substituting the stored coordinates and structure information of each wire into Eq.(15),the thermal conductivity of the wires in the specific temperature can be obtained respectively,as shown in Fig.11.The results can be divided into three groups(large,medium and small).This is because the wires with smallerLziand β have shorter and more straight paths,which leads to larger thermal conductivity and sharper increasing trend.

Fig.11.Thermal conductivity versus temperature of different wires inside EPMWM.
Due to the random nature and geometric unpredictability of the internal pores of EPMWM,porosity ε is usually used to characterize its volume fractions of pores
where ρtand ρware the density of EPMWM and the density of the metallic material,respectively.
Assuming that the number of wires isM.The ETC of EPMWM can be obtained as following:
where λeis the ETC,viis the volume fraction of different wires,which can be calculated by the stored coordinates and structure information,and λais the thermal conductivity of air.
5.Effective thermal conductivity experiment
5.1. Equipment introduction and working principle
In order to obtain the ETC of EPMWM and verify the accuracy of the prediction value in the previous section,the LFA457 laser thermal analyzer produced by NETZSCH in Germany is employed to carry out the thermal conductivity experiment.It consists of laser,furnace hoist and other parts,as shown in Fig.12.It uses the flash method to measure the thermal properties of material by uniformly irradiating the lower surface of the sample with light pulses.The accuracy of the method depends on fully satisfying the theoretical boundary conditions.The lower surface of the sample should be as flat as possible and the thermocouple must measure the actual upper surface temperature.Furthermore,the signal must be large enough to be way above the noise level present in the recording system,and the bandwidth of the amplifier and recorder must be wide enough to pass the signal without distortion.The dimension and density of the samples prepared are same to the finite element model,as listed in Table 4.The thickness of the sample is determined by the duration of the flash and the initial heating time of the upper surface,which requires the former shorter than the latter.A sample that is too thin results in the recording of a low value of measurements.However,if the sample is too thick,the sensitivity is reduced and the error is increased.Finally,the thickness of EPMWM samples is set to 2 mm according to the optimum range of 1-3 mm [43].

Table 4 Parameters of samples.

Fig.12.Experimental samples and equipment.
Therefore,the main errors in the system may be caused by the non-linearity and distortion of the oscilloscope-camera recording system and the uneven distribution of radiant energy on the sample surface.The former effect is reduced by the high resolution of the chosen equipment and multiple number of measurements.And the latter effect is minimized by spraying a graphite coat on the samples and purging high-purity argon gas with a flow rate of 80 mL/min,both of which ensure a uniform temperature distribution and prevent the oxidation of the sample during the experiment.
5.2. Experimental result
The experiment starts at room temperature and maintains a stable heating rate.The thermal diffusivity α is determined by the shape of the temperature versus time curve on the upper surface,and the heat capacityCpis determined by the maximum temperature indicated by the thermocouple.Finally,the thermal conductivity is calculated by the product of thermal diffusivity,heat capacity and density
Fig.13 shows the thermal diffusivity and specific heat of the also different.The modern metal electronic theory based on Fermi statistics [44]indicates that: the specific heat of electrons is proportional to temperature and only accounts for 1% of the total specific heat of metals at room temperature.However,at high temperatures,the specific heat of electrons affects the specific heat of metals,while the specific heat of the lattice vibration will samples at the selected temperature point.It is observed that the thermal diffusivities of M -1 and M -2 are relatively close,and both fluctuate around 0.2 mm2/s as the temperature increases.However,the result of M-3 is larger.This is because the density of M -3 is lower (≈3 g/cm3) than that of M -1 and M -2 (>3 g/cm3).Therefore,the wires are relatively sparse,the overall heat conduction path is shorter,and the heat transfer speed is faster and more sensitive.Moreover,the specific heat of different samples is approach a constant.Therefore,for samples with different density,the contribution ratios of electrons and lattice vibrations to the overall specific heat are different.
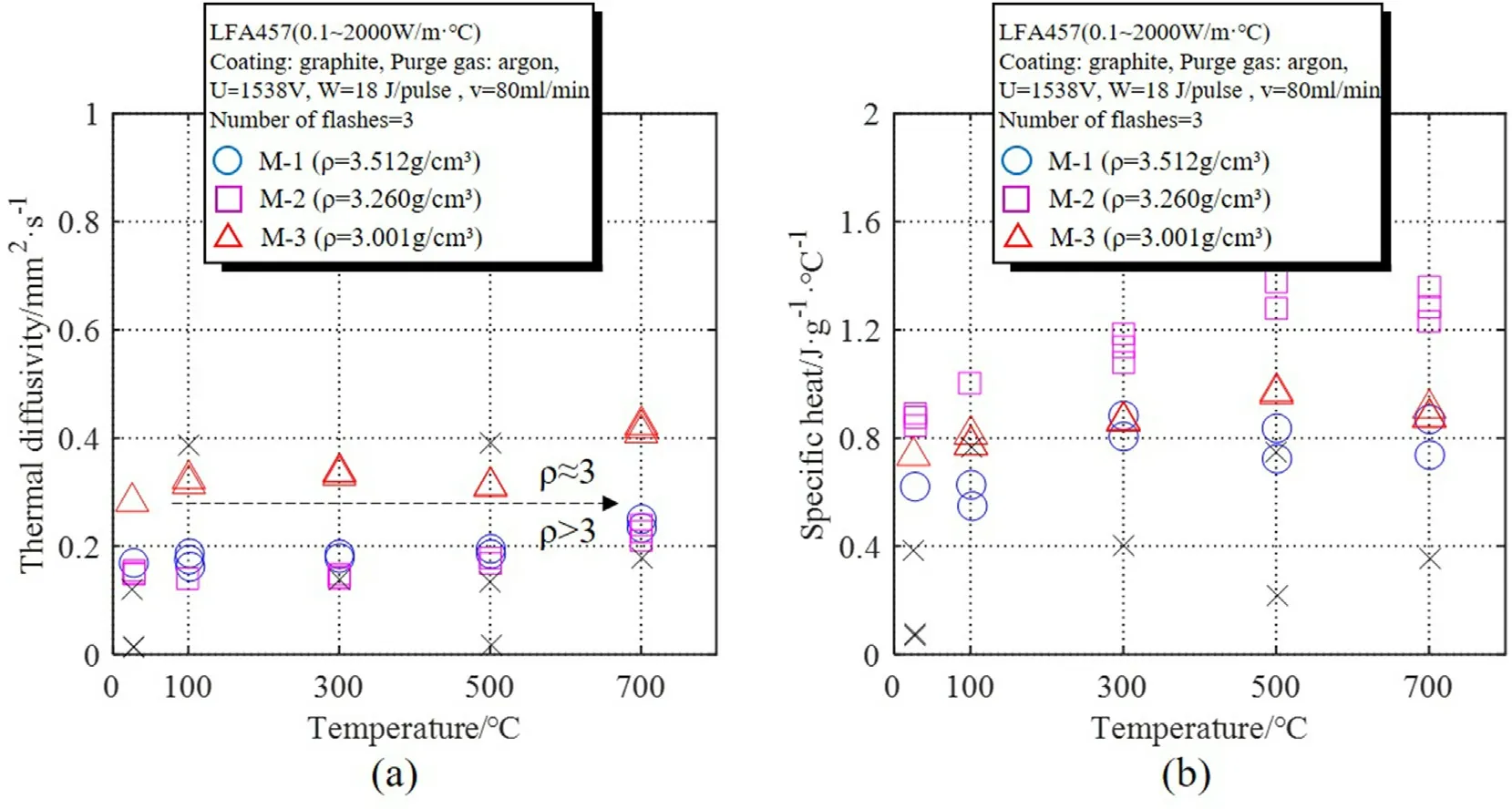
Fig.13.Result of the thermal experiment: (a) Thermal diffusivity;(b) Specific heat.
5.3. Uncertainty and error analysis
Uncertainty analysis is used in measurements of the ETC.The overall experimental uncertainty is obtained through the Kline and McClintock method [45]which determines the uncertainty of a calculation given certain measurements and the tolerance,and can be expressed as
whereUzis the square root sum of square (SRSS) of error/overall experimental uncertainty,for each measurement parameterXiand the uncertainty/tolerance in that measurementUi.By submitting equation (19) directly,the uncertainty of the ETC λ is given by
whereUαis the uncertainty in thermal diffusivity,UCpis the uncertainty in heat capacity andUρis the uncertainty in density.Since the uncertainty in density can be considered negligible,the uncertainty in thermal conductivity can be simplified.While it is not intended in the present work to give a rigorous account of the uncertainty analysis used,it can be shown that the two main error contributions in the ETC measurements,are due to ΔTandQ.For a given low ΔT(highQ),the uncertainty is dominated by the uncertainty in extrapolated contact temperature.For low values ofQ(high ΔT),the errors are dominated predominately by system uncertainties such as thermocouple stability.
Fig.14 present results of the ETC versus temperature.It can be seen that the ETC increases with rising temperature.The reasons behind the trend are mainly concentrated in three aspects:First of all,thermal conductivity of 304 stainless steel increases with the increase of temperature [46].Secondly,thermal expansion increases the number of contact under the constraints of the boundary conditions.This enhances the connectivity of the overall EPMWM,thus increasing the ETC.At the same time,high temperature will increase the contribution rate of thermal radiation in the overall heat transfer process [39].The combination of material properties,structural characteristics and heat transfer mechanisms generates this result.In addition,it is worth noting that the ETC of EPMWM is much lower than that of bulk 304 stainless steel of the same dimension (only 2%-5% of the material itself) due to its structural effect.Therefore,it is promising for thermal insulation.

Fig.14.The ETC versus temperature: (a) Experimental result;(b) Predicted value.
The error between experimental result and prediction value can be calculated by
whereyianddenote the experimental value and the prediction value of the model,respectively.Moreover,Δ is the error between them.Fig.15(a),Fig.15(b) and Fig.15(c) showed that the results predicted by the thermal resistance network are consistent with the experimental results: The maximum error is 9.07% and the minimum error is only 0.46%,while the average error is less than 4%.Consequently,it proves the effectiveness and accuracy of the proposed method.

Fig.15.Comparison between experimental result and prediction result: (a) M-1;(b) M-2;(c) M-3.
5.4. The thermal insulation factor
The thermal conductivity of porous insulation materials has a strong correlation with density.Generally,the lower density(more pores and air,less solid parts)of material,the smaller the thermal conductivity.However,the thermal conductivity does not decrease unlimitedly with the density.In the case of compound heat transfer,three kinds of mechanism occupy different contribution rate,respectively.On the one hand,when the density is less than a certain critical value,convection and radiation are correspondingly strengthened due to the higher porosity,and the effective thermal conductivity of the insulating material increases instead [47].On the other hand,as a porous metal material with unique structure,increase of density indicates larger direction angle and tortuosity inside EPMWM,leading to anisotropy in heat transfer directions and increased thermal resistance.Therefore,for the evaluation of the thermal insulation capability of EPMWM,the influence of density should also be seriously considered.To this end,the thermal insulation factor is introduced to evaluate the thermal insulation capability of EPMWM
Its physical meaning is: under the condition of a fixed material thicknessd,the product of density and thermal resistance characterizes the thermal insulation capacity of the material.The larger the product(smaller the thermal insulation factor),the stronger the thermal insulation capacity.Fig.16 shows the thermal insulation factor of the samples in specific testing temperature.It can be seen that the sample of M -1 possesses the smallest η,which corresponds to the best thermal insulation capacity.Since the thermal resistance network model based on structural parameters has actual physical meaning,its prediction results have a high consistency with the experimental results,so the ETC and η of EPMWM can be designed and optimized by coordinating the values of key structural parameters.

Fig.16.Thermal insulation factor of different samples in specific testing temperature: (a) M-1;(b) M-2;(c) M-3.
6.Conclusions
In the present work,VMT and FEA were adopted to dynamically capture the thermal behavior of EPMWM in a specific time sequence and temperature domain,so as to deeply explore the mapping relationship between its structural effects and thermophysical properties.In particular,the ETC of EPMWM was effectively calculated based on the thermal resistance network,which can be optimized from the perspective of structural design.Finally,density-related thermal insulation capability of EPMWM were tested and evaluated through thermal conductivity experiment.Specific conclusions of this article can be summarized as follows:
(1) An effective VMT were adopted to restore the physics-based 3D model of EPMWM.The model is highly consistent with the material object in term of dimensions,geometric appearance and wire placement.After that,the boundary conditions and material parameters were imported to conduct FEA to reveal the thermal behavior of EPMWM.The spiral unit is further extracted and counted to explore its structural effect.It was found that the temperature field of EPMWM is gradient-distributed along the forming direction,which promotes the thermal contact and heat exchange between the wires.
(2) The thermal resistance network was constructed by the TEAM,and the spiral units were numerically reconstructed to quantitatively predict the density-related ETC of EPMWM.Finally,the laser thermal analyzer was employed to test the thermal diffusivity and specific heat of the samples.The ETC and thermal insulation factor were obtained by indirect calculation,and corresponding uncertainty and error analysis were carried out.The results showed that the ETC of the samples increases with increasing temperature or decreasing density under the experimental conditions.The prediction of model and the experimental results were in excellent consistency.The average error was less than 4% and the measurement efficiency was greatly improved.
Data availability
The data used to support the findings of this study are available from the corresponding author upon request.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
We thank National Natural Science Foundation of China (Grant Nos.52175162,51805086 and 51975123);Natural Science Foundation of Fujian Province,China (Grant No.2019J01210);Health Education Joint Project of Fujian Province,China (Grant No.2019-WJ-01).
杂志排行

Defence Technology的其它文章
- Deep hybrid: Multi-graph neural network collaboration for hyperspectral image classification
- Mesoscale study on explosion-induced formation and thermochemical response of PTFE/Al granular jet
- A new Ignition-Growth reaction rate model for shock initiation
- Effect of interface behaviour on damage and instability of PBX under combined tension-shear loading
- Sensitivity analysis and probability modelling of the structural response of a single-layer reticulated dome subjected to an external blast loading
- Experimental study of polyurea-coated fiber-reinforced cement boards under gas explosions