基于产教融合的中职活页式教材的开发与实施
2023-05-29梁炳新
梁炳新
教材在教学过程中具有核心作用,它是课程的最基本资源,是学生学习的工具。自2019年以来,国家为提高人才培养质量,编写出高水平、高质量的教材,陆续出台了相关配套文件,《国家职业教育改革实施方案》提出“深化产教融合的职业教育改革,要求促进产教融合校企双元育人”。此外,《职业院校教材管理办法》提到“职业教育教材编写要注重以真实生产项目、典型工作任务、案例等为载体组织教学单元”。笔者所属学校的数控技术应用专业从2017年起与区内某大型数控设备企业开始实施现代学徒制实践,在产教融合的背景下,学生可以把学到的书本知识运用到实践中,通过理论与实践结合加深对知识的理解,提高了解决实际问题的能力。教师也通过不断探索,形成了一条产教融合下教材开发的路径。
一、中职专业课教材的现状
笔者经过调研发现,中职学校部分专业课教材存在部分问题。
(一)教材内容与职业岗位对接不紧密
教材的内容不能够及时更新,未能将企业生产实际中的最新工艺知识、技术和最新生产设备等内容吸纳到教材里面,导致教材与最新的行业、职业岗位的标准严重脱节,与实际生产不符。学生学完相应教材后不能立即上岗。
(二)教材表现形式陈旧
大部分教材还停留在传统的文字和图片上,缺乏生动而形象的动态化展示,教学资源贫乏。
二、产教融合教材开发的特点
(一)教材内容完全来源于企业
教材基于产教融合人才培养模式进行开发,根据企业—岗位—职业角色—行动场—岗位—任务—岗位—职业标准的逻辑流程,进行深入的企业调研,确定企业核心岗位,明确各岗位员工的主要角色,总结出各主要角色的典型行动场和典型工作过程,梳理各典型岗位的职业标准或职业要求,从而确定教材内容来源。
(二)通过调研分析职业能力,修订课程标准
教材开发团队到数控行业企业进行充分调研,具体分析精密轴类零件机械加工从业人员的实际工作内容和工作任务,总结归纳该工种应具备的职业能力,同时对接职业标准,以学生为主体,确定教学目标、教学内容和课程内容,再结合人才培养方案,修订课程标准。
(三)遴选典型工作案例,确定工作任務
教材编写团队与企业优秀员工、车间主任、班组长等技术骨干共同提炼。教材从实际应用和动手操作的角度出发,对学生进行包括数控车削粗、精加工,数控铣削键槽,数控磨削加工等具体的实操指导,最终确定9个基于岗位典型工作任务的学习情境。
通过该任务的学习,学生掌握精密轴类零件机械加工工艺编制和实施过程中的工艺分析、毛坯选择、工艺过程设计精密加工设备选择、主要夹具选择与设计、工艺规程制定、质量检测与质量分析、生产运营管理、安全等相关知识和能力,初步具备高精度轴类零件技术实施的基本职业能力,同时培养学生熟练运用手册、图表等技术资料的能力,以及实践能力、团队合作精神和职业素质。
三、活页式教材开发简述
(一)明确教材的定位
本课程的教学任务是让学生掌握精密轴类零件机械加工工艺编制和实施过程中的技术分析、选择毛坯、设计加工工艺过程、选择加工设备、选择工夹具、制定技术规程、分析质量检测与质量、安全生产等相关知识和能力,初步具备高精度轴类零件技术实施的基本职业能力。同时培养学生熟练运用手册、图表等技术资料的能力和实践能力、团队合作精神和职业素质。该教材设计突出学生岗位职业能力的培养,从零件工艺分析、编制加工程序出发,以训练职业技能为落脚点,以项目教学为主线,实施课程培养方案,从而实现培养目标。
(二)科学选取教材内容
以企业实际生产的机床主轴部件为载体,以主轴制造任务的完成为中心,根据企业制造主轴的整个过程组织内容。因此,选取某公司生产的数控车床、伺服电机主轴作为项目实例,按照该主轴的加工工艺流程依次排列项目。
(三)建设信息化教学资源
教材编写组根据内容,充分发挥二维码在活页式开发中的作用,通过插入操作视频,有效解决数控车加工教学中普遍存在的表述不清楚、学生难以理解等问题,通过扫描教材上对应的二维码,可以观看师傅录制的微课视频,通过网络教学平台进行自主学习,学习效果更明显高效。
(四)活页式教材内容展示
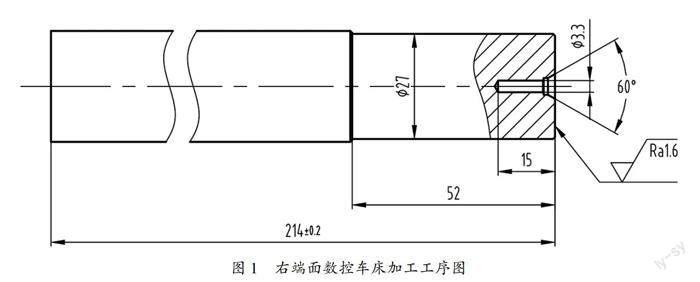
现在以学习情境“转轴 110-4 零件-右端面”为例展现活页式教材的内容。
本工序加工内容为切削右端面与钻中心孔。保证总长在214±0.2mm尺寸范围内,端面表面粗糙度达到1.6μm,如图1所示。
1.学习目标
通过学习,学生掌握操作数控车床完成转轴右端结构粗加工,学会正确选择刀具和切削用量,能够正确填写零件加工流程卡,能够正确制作加工程序,熟悉零件的搬运与放置,掌握机床保养的知识和方法,了解并严格执行5S目标管理标准。
2.任务书
要求学生按照企业的图纸要求,完成转轴右端面的粗加工。
3.完成资讯
信息表中要求学生明确该活动信息收集的方法,描述收集到的信息,在提交信息的过程中提出对学生的要求,选择合适的参考资料。具体来说,让学生根据教材中设计的引导问题,通过查阅资料,获取毛坯的材质、切削加工性能、工件坐标系与机床坐标系的关系以及建立坐标系的方法。
4.工作计划
每个学习组根据在上一个信息表中收集的信息按自己认为合适的顺序对本次工作任务的具体步骤进行排序。请求团队内部通过讨论等合作学习的方式制定计划;各小组制定好计划后,团队成员演示本团队的计划,安排学生进行真正的操作,从而提高学生的学习热情和效率,使学生能够充分参与,提高学习的获得感和成功感。此外,还要求学生正确选择加工刀具,填写刀具表。
5.进行决策
上述各学习小组根据为完成转轴右端面的粗加工作业而制定的计划进行分析比较和判断,合理拟定加工路线,正确填写数控加工工序表。经过筛选,最终确定了最佳方案。在评估每组计划时,必须遵循两个重要原则。一是评估每个计划的“时间序列”是否合理。首先做什么,然后做什么,即该零件的加工工艺路线。二是评判每个步骤的具体内容是否合理,即每一个动作“动宾结构”是否合理。通过这两条原则,判断这个计划的优劣性。决策合理与否对后续加工实施过程的成败具有重要作用,因此需要教师积极引导,适当辅导各学习小组进行最终的决策。
6.工作的实施
通过具体的实施引导学生按照决策单所确定的最优方案开展职业行动。学生在操作过程中学习5S内容,学会正确操作数控机床,学会开机和对刀方法,完成该步骤的加工,进行零件检测,填写检测表。
7.评价反馈
对各个小组所完成的任务产品的性能和水平进行判断。一般来说,各组展示,介绍完成任务的过程,进行自我评价、学生相互评价、教师评价等环节,从而确保评价结果的科学性和有效性。
责任编辑朱守锂
