中密度纤维板生产过程质量控制点的风险识别与对策
2023-05-27李绍钦
李绍钦
(广西国旭浩林人造板有限公司,广西玉林 537617)
0 引言
近年来,随着人们生活水平不断提升,对家具的要求也随之增高。在家具的原材料使用中,中密度纤维板是使用较多的家居板材之一,带有内外结合度强、静曲强度变形较小、尺寸的稳定性强、密度适中等优势,且整体结构、表面结合强度、弹性模量等物理性能良好;产品表面平整光滑,能进行曲面铣型和雕刻,尤为适合各种机械加工和表面装饰,并在实际运用中完成浸渍纸、油漆纸的粘贴,还能运用在印刷装饰与油漆装饰中。因此,中密度纤维板在家具生产中得到了大量的使用[1]。然而,因中密度纤维生产过程中存在一定的质量控制点不稳定的风险,严重影响到中密度纤维板的产品质量。因此,为了进一步的分析与研究中密度纤维板产品在生产过程中质量控制点的风险识别以及制定出相关的解决对策,本文对中密度纤维板的生产过程质量的控制点进行了全面的分析与研究,最终制定了相关的解决措施,降低了中密度纤维板产品在生产过程中影响质量的风险力度。
1 生产工艺及流程简述
1.1 工艺流程
中密度纤维板(medium density fiberboard, MDF,密度在0.45~0.88g/cm3),多将纤维与木质作为原料,再利用干燥风选、施胶施蜡、成型热压、砂光锯边等工序制成的一种“近似木材而优于木材”的木质人造板材。中密度纤维板不仅具有轻质高强、结构细密、质地均匀、表面光洁,隔音绝热、尺寸稳定性好等优点,而且还能进行曲面铣型和雕刻,尤为适合各种机械加工和表面装饰,被广泛应用于家具制造、建筑、车辆和船舶的内部装修以及家用电器壳体等。此外,它还可以与高强发泡塑料及浸渍纸蜂窝结构胶合制成复合板,作为结构材料,用于轻型民用建筑领域。生产工艺流程如图1所示。
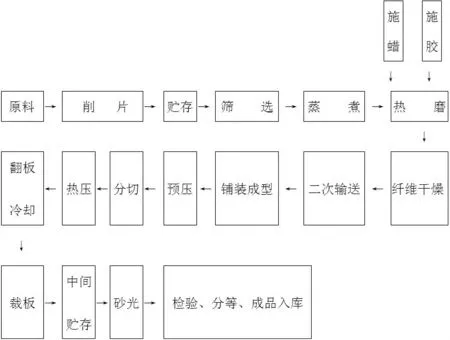
图1 生产工艺流程
1.2 生产工艺简述
(1)备料工段。木质原料由装载机送入削片机削片,削好的木片由皮带运输机送入木片料仓贮存。木片料仓底部设有出料螺旋,经螺旋出料的木片之后被送入筛选机筛选,不合格的木片、树皮、砂石等杂物被去除,合格的木片则由斗提机和皮带机送至预热料仓。在木片进入预热料仓前设有除铁器,以清除金属杂质,保护热磨机磨盘,提高热磨机的使用寿命。
(2)纤维制备工段。观察木片的预热料位置,可发现其处在热磨机的顶部,要利用低压蒸汽来完成木片的预热工作。为防止木片搭桥,在预热料仓的下部,设有电磁振动器,要让更多木片更好地传输到热磨机中,继而顺利完成进料工作。当木片完成预热工作后,经过螺旋挤压,可将其传输到蒸煮器中,开展以蒸煮为主的软化处理。使用蒸煮器期间,要在设备内部适当安置γ射线料位仪器,利用该类仪器完成对木片蒸煮时间与料位的控制。当木片进入螺旋运输机与拨料器后,木片在相关设备的作用下完成纤维分离,分离后的纤维可借助纤维喷放管来传输到干燥机内,恰当完成干燥操作。还可在纤维喷放管的附近安置转换阀门,将新鲜的废纤维投放到对应的分离器内,将该类纤维当成燃烧原料。借助干燥机管道来完成纤维的干燥动作。来自热能中心的高温烟气经混合室与空气混合后进入干燥管道内,并将湿纤维由干燥机管道传输至分离器中,使纤维与湿润空气相分离,完成纤维干燥运作后,要及时检测材料内部的含水量。干燥好的纤维经纤维二次输送系统送入铺装机上料仓贮存。当前的干燥系统装置存在温度控制设备、灭火设备、火花探测设备与含水率测定仪器等,PLC 系统可自行控制干燥系统装置中的所有设备。
(3)调胶、施胶工段。熔化加热石蜡材料以后,要利用计量泵来开展调胶、施胶工作。根据标准工艺配将石蜡加入热磨机中,使石蜡在磨室体中逐步分解内部纤维,在纤维分解的过程中,石蜡要逐层附着在纤维表面,始终保持均匀状态,增强磨盘的润滑效果。完成固化剂与胶料的调制后,借助计量泵将该类材料投放到热磨机的喷放管内,让其与纤维实现混合状态,在多种材料均匀混合的情况下,强化材料内部性质。完成材料混合工作后,还要传输到干燥机中进行干燥动作。
(4)冷却与热压成型工段。在科学运用机械类铺装机械以后,该类器械的上部存在纤维仓,再利用纤维仓传输带来完成向前移动工作,且保持均匀速度,将内部运料传输到料口处,使该料口处的用料保持均匀状态。在进行料流铺装的过程中,要将其均匀地安置在铺装线中的传输带内,使之形成板坯。还要在扫平辊与成型箱的底部安置负压设备,利用该项设备来调节板坯速度,使板坯厚度与密实性都得到相应控制。在完成板坯铺装工作后,要借助成型带将板坯传输到预压机内,继而开始预压工作,再利用板坯完成齐边工作。完成板坯预压工作以后,要利用金属探测器开展内部性质的探测工作,再利用运输机将板坯传送到无垫板的装机内,若该类器械内部充满板坯,则要借助装机中的小车来进行针对性调整,将板坯投放到热压机内完成合适的热压工作,不断缩减板坯面积。在开展热压检测的过程中,若产生质量未达标的板坯,则要利用合适的回收设备来打散板坯,再借用气力传送设备来开展板坯材料的回收利用。热压机在实际应用时,其内部的导热油为加热介质,该类器械带有厚度规、同时闭合设备,受温度与压力影响,板坯内部的密度可与当前的工艺要求相符,并利用胶粘剂来完成压制固化工作,增强毛板的整体应用效果。当毛板完成热压工作后,可将其传送到冷却机中,还要利用锯边机来完成横向与纵向的锯边工作,使毛板横向与纵向都达到规格板的具体要求,并开展贮存、堆垛工作,充分固化胶粘剂。完成毛板固化工作以后,要利用砂光线开展砂光动作,缩减面板中的厚度公差误差,增强该类数值测算的准确性。
(5)砂光工段。要适时分开热压线与砂光线。将板垛传输到砂光线期间,进板设备应与砂光机适当连接,将板垛从进板设备传输到砂光机中,适当开展砂光工作,明确板面预固化层中的厚度公差标准。砂光后的板经检验、分等、堆垛后,由叉车送入仓库。纵横锯边、砂光产生的锯屑、粉尘分别通过气力吸尘装置,送往热能中心用作燃料。
2 中密度纤维板在生产过程中的主要质量控制点
中密度纤维板在生产过程中质量控制的好坏关系到产品质量的好坏,其主要的质量控制点包括木片质量控制,纤维质量控制,铺装质量控制,热压工艺控制,胶水质量及施胶量控制。例如,中密度纤维板的生产过程之中,如果施胶的数量不符合工艺标准,就会对产品的质量造成严重的影响,对中纤板生产过程中造成一定的风险,制约着中纤板的质量[2]。
3 中密度纤维板生产过程主要质量控制点的风险识别与分析
3.1 木片质量控制的风险识别与分析
在中密度纤维板的生产过程中,要对原料木板片的整体质量进行适当控制,借助该质量来改变纤维质量,进而影响到产品质量。在生产过程中主要的风险点有木质量原料径级大小的影响,树种的类别影响,杂质含量多少的影响,加工木片机械设备的质量影响,切削出来木片的大小影响。
3.2 纤维质量控制的风险识别与分析
纤维质量的好坏直接关系到产品物理和化学性能的好坏,也关系到产品外观及板面光滑度等质量问题,在纤维生产过程中主要的风险点有木片大小的影响,有纤维含水率的影响,有干燥温度的影响,有蒸煮时间和蒸煮温度的影响,有进料速度及进料量的影响,蒸汽压力大小的影响,还有磨片齿形及磨片材质的影响,还有进料螺旋压缩比的大小的影响。
3.3 铺装质量控制的风险识别与分析
铺装质量的好坏直接关系到产品物理性能的好坏及板坯成型质量,也关系到产品横向密度、外观及板面质量等质量问题,在纤维生产过程中主要的风险点有干纤维料仓料位多少的影响,有铺装网带网孔大小的影响,有铺装箱负压调整是否均衡的影响,有纤维树种材质的影响,有纤维含水率大小的影响。
3.4 热压工艺控制的风险识别与分析
热压工艺的好坏直接关系到产品物化性能的好坏,关系到产品等级等质量问题,在纤维生产过程中主要受到压机上升快、慢问题的影响,热压曲线是否合理的影响,热压时间、温度、压力的影响。热压工艺是产品好坏的重要控制点,是能否得到优等产品的重要工段。
3.5 胶水质量控制的风险识别与分析
胶水质量在中密度纤维板的生产过程中直接影响到胶合强度等各项物化性能,最重要的是影响到产品甲醛释放量是否达到国标要求的一项重要指标,也是中密度纤维板产品质量的重要指标。
4 中密度纤维板生产过程质量控制问题的解决对策
4.1 选择合格的原料
在选择合格的原料时[3],木片规格要符合要求,切削木片讲究大小合格、均匀、平整,同时注意木片里杂质的清除,还需注意针叶树材与阔叶树材的混合搭配。在南方的中密度纤维板生产中常常只是运用马尾松这种木材,或马尾松与杂木混合使用。若将两个树种的木材混合搭配使用,二者搭配比例应该保持着相对的稳定,不适宜常常做出变动,即可以获得更加科学合理的生产工艺参数。而速生林木料要尽可能单用,避免同天然林木料混合使用。此外,还要避免使用腐朽材。
4.2 选择性能好的解纤设备
性能好的解纤设备能制备出优质的纤维,产品质量的好还很大原因在于纤维质量。热磨机是常用的解纤设备,判断热磨机的性能是否良好,要充分考虑热磨主机的功率是否达到规定中的要求,对动盘动平衡精度、运行状态、微动系统的可靠程度、快速系统的带动态势的要求都进行适当观察,对系统负载能力进行精准性判断。总的来说,热磨机一旦符合了以上条件,即是一台性能较好的解纤设备,就可以满足生产高质量纤维的要求,不管是国产热磨机还是进口热磨机,可以直接进行使用。因此,最重要的是选择出符合各项要求的热磨机,能够保证中密度纤维板的生产产品符合相应的标准要求。
4.3 选择优质的铺装及工艺
选择优良的铺装设备是做好铺装的基础,然后按照生产工艺要求设定好铺装工艺参数。控制好干纤维料仓料位达到60%左右,调好铺装进料数量、落料口位置,再调整好抛料辊的速度与精度,选择好优良的铺装网带及适应工艺要求的网孔,把铺装箱负压调整到板坯均衡,使铺装连续密度均匀、板坯平整,优良的铺装能使产品优等率更高。
中密度纤维板生产工艺较复杂,一些工艺参数是设备本身要求的,一些可以在操作过程中自行设定的参数,这些参数一般都是对产品质量有着重要的影响。在纤维板生产过程中一定要优良的热压曲线,严格按照热压曲线设定好热压时间、温度及压力。热压时间少了会影响胶合强度,多了又会影响到产品物化性能;热压温度最高不要超过220℃,超过了这个温度会使毛板预固化层太厚,会严重影响产品板面光滑度,温度也不能低于160℃,温度低会直接影响到产品的胶合,导致产品分层或夹心;热压压力每个曲线阶段都要有适合的压力,无论数值过低还是太高,都会给产品质量造成较大影响。要尽量控制热压压力、温度与时间,提升对产品质量的控制效果。
4.4 选择优良的胶水及合适的施胶量
胶水质量好坏直接影响到产品是否符合装修装饰材料标准与对应甲醛释放量标准,只有达到相应标准,才能选择该类材料。一定要选择优良的三聚氰胺改性胶。有了优良的三聚氰胺改性胶水后,还要选择适量的施胶量,施胶量过高,会导致生产成本过高、甲醛释放量超标及产品脆化,施胶量过低又会影响产品胶合强度及吸水膨胀率。使用165~215kg 的施胶量是合适的,可根据产品要求选择在这个范围内的施胶量。
5 结语
在当前的中密度纤维板的市场中,竞争力较大,因而使得生产技术的成为发展的关键[4]。在中密度纤维板的生产过程,容易受到各个方面的影响,如甲醛超标,各种物理强度不合格以及吸水厚度膨胀率超标等,而这些严重影响了中密度纤维板产品的质量。因此,在进行中密度纤维板的生产过程中一定要掌握好质量控制点,根据容易出现的风险来制定出相关的解决对策,以促进中密度纤维板在家居中的应用程度。
