烟支卷制圆周在线检测装置设计与控制技术分析
2023-05-24崔健王巧娟李安琪冯银龙
崔健 王巧娟 李安琪 冯银龙


摘要:文章研制了一种烟支卷制圆周在线检测装置和圆周控制技术。卷烟在实际生产期间,由于滤棒的圆周不稳定,操作工人无法精准掌握烟支卷制精度,导致卷烟的生产质量受到影响,因此,有效提升滤棒圆周加工精度,是目前提升卷烟生产加工稳定性的关键。在工业技术日月新异的今天,电气控制数字化发展已成为必然趋势,烟支卷制圆周在线检测装置的技术改进也势在必行。
关键词:烟支卷制圆周;自动控制系统;在线监测技术
中图分类号:TP311文献标志码:A
0 引言
在实际生产期间,操作工须通过手工烟板测量或仪器测量后,旋转烟枪大盖板调整圆周的大小,此流程存在如下几个问题。(1)调整控制滞后。烟条作为烟支圆周烟枪大盖板的重要环节,须通过人工检测的方式进行,而专业能力较强的操作员工在进行调整时需要30 s左右,而30 s内还会有许多烟支不断地被生产出来,如若无法及时做出调整则会生产出更多不合格的烟支。(2)手工测量精度不够。绝大部分卷烟厂并没有给卷烟台单独配置测试仪器,而将需要检测的烟支送至仪器进行检测所花费的时间较长[1-2]。生产过程中绝大部分自检环节都曾采用量烟板对圆周开展人工测量,而人工测量可能会受到人的感官、掌握程度及工作状态等影响,造成测量结果不准确及圆周在线实时监测精度不够的情况。(3)调整精度不够。圆周主要通过旋转大盖板来进行调整,而这项工作的开展十分依赖操作人员的感觉与工作经验,而且在此期间需要经过反复测试,才能实现精准测试。综上所述,圆周与每个不同的指标都有着十分重要的对应关系,因此圆周在线监测控制技术的相关研究有着重要的现实意义[3]。
1 烟支卷制圆周在线检测控制内容及关键技术
目前,烟支卷制过程圆周波动大,导致产品质量的稳定性和均匀性无法得到保障;圆周没有实现在线自动检测与控制,而人工检测的精度低、效率低,无法满足圆周在线及时调控的需求,本文拟研究开发烟支卷制圆周在线检测技术和自动控制系统。烟支卷制圆周在线检测技术和自动控制系统的基本原理是利用烟支圆周检测装置测量烟支的直径,并将检测数据传送到中央控制器,处理后上传到上位机,通过圆周控制系统软件和事先设定的圆周标准进行比对,由控制器控制調节烟支圆周装置,从而达到在线检测和控制的目的,最终实现烟支圆周实时、快速、精确检测与控制。在此过程中,仍须解决的关键技术有:(1)圆周在线自动检测技术;(2)自动调控装置设计;(3)过程算法模型设计。
2 卷烟圆周在线实时采集监测技术设计
卷烟圆周在线实时监测的方式主要以激光监测技术为主。现阶段激光监测技术的应用领域较广,例如激光测距、激光测速等都彰显出激光测量的巨大用处。激光测量是一种非接触式测量形式,在具体测量过程中并不会影响被测物体的运动,不但拥有测量范围大、精度高等优势,而且空间分辨率也很高。
2.1 圆周在线监测装置构建
2.1.1 监测装机激光传感器测量原理
卷烟圆周在线监测装置主要由两部分构成:激光发射器与激光接收器。激光发射器所发射的激光通过光学系统形成光幕,即激光发射器所发射的激光通过透镜处理使其变成平行光。烟条挡住光束以后,便会形成阴影图像,最终显示在激光接收器上。而经过计算机电路补偿处理后,可直接获取烟支直径。激光检测装置主要由线路与计算机进行连接,可通过相应的App使其直接显示在电脑上,从而方便工作人员进行比对[4]。
2.1.2 光路设计
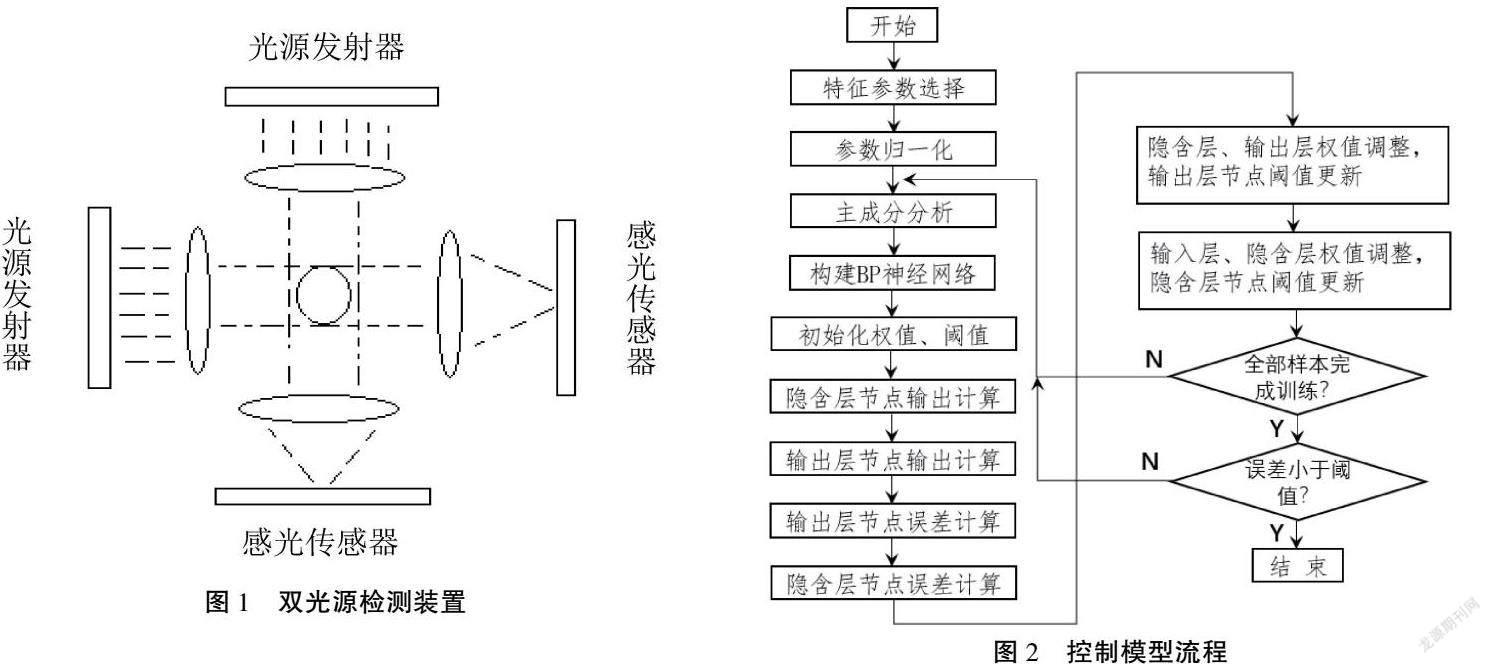
整个装置在设计过程中,研究人员须合理设计光路,确保激光光源所发出的激光束可经过烟支到达接收端。接收端采用CCD传感器,会自动分析接收端所收到的信号及滤波,从而获取烟支直径,如图1所示。
2.2 检测装置机械结构
检测系统的机械结构在设计期间的主要作用是带动检测装置进行180°旋转测试,而需要达到180°旋转并不是一件容易的事情,由于现场安装空间小,测量机构所实现的180°旋转方式主要为切线传动,这种方式可有效减少测量设备所占据的设备侧空间[5]。转动机构设计通过电机或者步进的方式利用切线传动原理带动检测装置旋转,所检测到的数据上传至接收端进行信号处理。
3 卷烟圆周自动调节装置设计
3.1 伺服控制系统的选用
伺服控制系统是一种可实现精准跟随过程的反馈控制系统,此系统在不同条件下,可实现被控制量的位移速度及加速度的反馈,而精准跟踪输入位移是其主要作用。伺服系统可针对物体的具体位置、状态及方法等被控量来调整目标,是具有反馈闭环的自动控制系统,主要由计算机、伺服电动机等部分构成。计算机控制系统主要用来储存零件加工程序,根据编码器所反馈的信息进行控制与运算,并向伺服驱动系统发送不同的控制指令。伺服驱动器与电动机在接收到计算机数字控制系统命令后,可快速平滑地调整运动速度。
3.2 自动调节装置机械构造
卷烟调控装置主要由中央控制器发送信号进行控制,此装置由伺服电机、系统及压板构成。此机械部分主要根据实际尺寸进行设计,伺服电机通过带动齿轮状偏心圆柱旋转,根据测量所收集的烟支直径与直径之间的偏差,通过偏心圆柱旋转带动压板顶杆的上下微调,以此实现烟支圆周的调节。
4 圆周控制模型设计
烟支卷制圆周技术主要采用激光测量技术,可实时完成对烟支圆周的高精准测量,同时,还可有效结合其他工艺,构建多参数输入的神经网络模型,通过学习实验数据实现了烟支卷制圆周尺寸的检测与控制功能,系统总体方案流程如图2所示。
4.1 特征参数选择
从分析烟支卷制实际生产工艺可得知,烟支圆周尺寸的具体控制与圆周本身有着直接关系,还与烟支各方面指标有关。因此,为了使所构建的模型更加精准,不能只考虑烟支圆周尺寸的影响,还需要考虑这些不同特征参数的综合影响及它们各自的影响程度。
4.2 参数一体化
特征参数的不同,通常管所对应的量纲及量纲单位也不同,这种情况会导致神经网络数据分析的结果受到影响。为了使不同参数之间的量纲影响降至最低,在神经网络学习领域过程中,通常需要对数据进行归一化处理,而经过归一化后的数据可直接进行网络学习与数据分析,并以此解决不同参数之间的可比性。原始数据参数在历经数据归一化处理后,不同指标均处于同一数量级,适合进行综合对比评价。而且,历经归一化后神经网络学习的速度得到加快,输出精度得到提升。例如,较为成熟的z-score归一化方法。假设X={x1,x2…xn}表示输入特征参数向量,则归一化公式为:
4.3 主成分分析
主成分分析作为一种统计方法,可利用正交变换使一组可能具有相关性变量的数值转化为线性毫不相关的变量,而经过转换以后的变量被称为主成分。从本质上来看,主成分分析法是一种传统降维的统计方式,主要依靠正交变换,将其分量相关的原随机向量转化为其分量不相关的向量,而在这一代数值上通常表现为原随机向量的协方差阵变换成对角形阵,在几何表现上可将原坐标转换为新的正交坐标,使之指向样本点散布最开的p个正交方向,后对多维变量系统进行降维处理,使其变成一个低维变量系统,再构建适当的价值函数,进一步将低维系统转化为一维系统。
4.4 BP神经网络模型
人工神经网络通常从信息处理的角度入手,抽象化人脑神经元网络,通过构建某种简单模型,按不同连接方式构成不同的网络。神经网络作为运算模型,主要由大量的节点互联构成。而每个不同的节点代表一种不同的函數,称为激励函数。两个节点之间的不同连接都代表着一个通过该连接信号的加权值,即权重,这与人工神经网络记忆相似。网络输出主要采用网络连接方式,权重随激励函数的变化而变化。而网络自身通常都会因为自然界某种算法或者函数的类似进行表达。20世纪末期,基于误差反向传播算法的人工神经网络,有效地解决了多层神经网络隐含连接权学习问题,并在教学上给出了较为完整的推导。BP神经网络还含有错杂分类与多维函数映射能力,而这两种能力解决了一部分简单感知器无法解决的问题。从结构上而言,BP网络具有输入层、隐藏层和输出层;从本质上而言,BP算法就是以网络误差平方为目标函数、采用梯度下降法来计算目标函数的最小值。针对圆周检测的控制实时性及精度需求,搭建的BP神经网络模型包含一个输入层、两个隐含层、一个输出层,输出层结构采用单节点结构。
网络误差形式的定义为:
网络的激活函数采用Sigmoid函数。Sigmoid函数也叫Logistic函数,用于隐层神经元输出,取值范围为(0,1),它可以将一个实数映射到(0,1)的区间,可以用来做二分类。在特征相差比较复杂或是相差不是特别大时效果比较好。
函数表达式如下:
5 结语
烟支圆周检测在线检测装置其应用价值较高,实践证明,烟支卷制在线检测装置可使圆周检测精度控制在一定范围,同时经过合理的结构设计,可规避灰尘及运行环境对精度的影响。另外,烟支卷制圆周自动控制系统软件及平台主要功用是接收来自中央处理单元的数据信号,并加以处理转换成对应的圆周值后进行数据比对,且可在HMI操作界面上设定相应的数据标准及偏差值,同时也可以以曲线形式进行显现,并可生成相应的数据统计分析报表,以此提升烟支的生产效率与产品质量。
参考文献
[1]朱波,陈智鸣,张旭升,等.烟丝形态调控对中支卷烟卷制质量及稳定性的影响[J].烟草科技,2022(7):66-72.
[2]高晓华,易斌,温亚东,等.叶组片烟切丝长度控制对卷烟加工质量特性的影响[J].云南农业大学学报(自然科学版),2019(6):1007-1011.
[3]李博,王永贵,王京武.熵权灰色模型综合能力评价应用[J].中国质量,2011(12):41-42.
[4]夏东旭,吴新生,湛小溪,等.基于主成分分析和灰色关联聚类分析的卷制质量评价[J].科技与创新,2016(9):4-6.
[5]徐秀峰,胡建军,彭黔荣,等.卷制工艺参数对卷烟质量影响的位置效应与散度效应分析[M].北京:中国烟草学会,2014.
(编辑 王雪芬)
