调制比对AlCrSiN/AlCrMoSiN 多层复合涂层结构的影响及涂层刀具的切削性能
2023-05-22朱建博刘艳梅王重阳党钰钦王铁钢
朱建博,刘艳梅,王 瑜,王 欢,王重阳,党钰钦,王铁钢
(天津职业技术师范大学 天津市高速切削与精密加工重点实验室,天津 300222)
0 前 言
随着现代切削技术的发展,高速超高速切削、绿色干切削和精密超精密切削技术已经取得了巨大的进步,这对刀具的性能提出了更大的挑战。采用多层、纳米复合结构涂层可以充分利用2 种材料的优势,形成高硬度、高耐磨性的复合型材料[1]。纳米多层膜是一种可控的一维周期结构,这种周期结构可以有效地调整膜中的位错、缺陷及其运动,当周期尺寸与位错运动自由程相近时,位错运动就会被2 种物质界面之间的应力所阻碍,从而获得高硬度、高模量等性能[2,3]。
AlCrSiN 涂层具有优异的力学性能和抗高温氧化性能,但其耐磨性能较差。在涂层中引入过渡金属Mo元素,可形成自润滑涂层,减小涂层的摩擦系数,提升耐磨性能。Qi 等[4]、Fu 等[5]等分别制备了Cr-Mo-N、CrMoSiCN 涂层,并系统地研究了涂层的摩擦学性能,发现Mo 元素的掺杂可以有效地改善涂层的抗磨损性能。Niranatlumpong 等[6]采用大气等离子喷涂技术制备了NiCrBSi-Mo 涂层,研究了Mo 含量对涂层摩擦磨损性能的影响,发现Mo 的存在可以起到润滑减摩效果,但当Mo 含量超过一定量时,会导致涂层开裂与剥落。Yuan 等[7]发现在高Mo 含量下(40%~50%,原子分数),MoSiCN 涂层中的C 原子会取代纳米级结晶Mo2N 中的N 原子,形成Mo2N(C)固溶体相,涂层晶粒细化,涂层的摩擦和力学性能均可以得到改善。但调制比对多层膜性能的作用也不可忽视[8]。田甜等[9]研究了调制比对Cr/CrN/Cr/CrAlN 多层膜的结构和性能,发现膜层表面质量和生长取向与两单膜层调制比有关,随着Cr/CrN 比例的增加,膜层表面质量越来越好。吴彦超等[10]制备了不同调制比的Cr/TiN 纳米多层膜,所得膜层与基底结合良好,综合力学性能优异。
针对干切削淬硬钢时存在的易崩刃、磨损快、温度高、刀具寿命短、加工效率低等难题,采用在AlCrSiN 涂层中添加Mo 元素形成具有自润滑功能的多层结构可以有效地提高切削刀具的使用寿命,使刀具获得优良的综合性能,从而大幅度提高机械加工效率[11],但对于这类涂层刀具的研究却鲜有报道。为此,本工作通过研究具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合结构的涂层表面质量、调控组织结构和切削性能,揭示了润滑相在干切削淬硬钢过程中多层复合涂层的强化、增韧、减摩和抗磨机理并进行了切屑的形态颜色分析,为实现干切削淬硬钢专用自润滑刀具的可控制备提供了理论依据。
1 实 验
1.1 涂层制备
本实验采用高功率脉冲磁控溅射及脉冲直流复合溅射技术制备了不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层。基体材料为抛光后的304 不锈钢(30 mm×25 mm×1 mm)、硬质合金片(25 mm×25 mm×5 mm)、单晶硅片(20.00 mm×3.00 mm×0.67 mm)和硬质合金铣刀(D6×16×d6×L50×4T)。气体选用纯氩气(Ar)和纯氮气(N2)。实验预处理,将基材在金相磨抛机上打磨至镜面,并用脱脂剂、丙酮溶液、酒精、超纯水浸泡后在超声波清洗机中超声清洗,高纯氮气干燥烘干后将基材放入炉内样品台上。实验进行机械泵、分子泵抽真空,室内压强保持在3.0×10-3Pa,加热温度达到400 ℃并保持稳定。通入纯Ar,进行辉光清洗,调节脉冲偏压至-800 V,占空比87%,开启电弧Cr 靶,进行轰击清洗。通入Ar 与N2,开启Cr 靶,调节偏压至-150 V,沉积CrN 过渡层,以增大膜/基结合能力。沉积多层涂层工艺参数如表1 所示。

表1 制备具有不同调制比的AlCrSiN/AlCrMoSiN多层复合涂层工艺参数Table 1 Process parameters for preparation of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
1.2 性能测试
采用Hitachi Regulus8100 超高分辨率冷场发射扫描电子显微镜观察多层膜的表面及截面形貌。利用D8-Advance X 射线衍射仪分析涂层的物相组成、晶粒尺寸,电压40 kV,电流40 mA,步长0.02°,测试速度0.01 s/step,入射线波长为0.154 18 nm。采用EDAX 公司Octane Elect EDS 系统Octane Elect Super-70 mm2分析涂层中的元素成分。采用Anton Paar TTX-NHT-3 型纳米压痕仪测试多层涂层的硬度和弹性模量,压头压入深度不超过涂层厚度的1/10,并在样品可观测视场中选取6 个位置,求取平均值减小误差。采用Anton Paar RST-3 型划痕测试仪,设置划痕长度为4 mm,划痕速度为8 mm/min,匀速从0 N 至120 N 增加法向载荷,记录临界载荷(Lc2)。采用球盘式高温摩擦试验机在室温条件下测量多层涂层的摩擦系数,对摩副为φ=6 mm 的Al2O3球,线速度为0.1 m/s,施加法向载荷4 N,旋转圈数为4 000 圈,旋转半径为6 mm。利用CONTOUR GT-K 白光干涉仪观察摩擦实验后多层涂层的磨痕形貌。采用XH715D 立式加工中心测试无涂层铣刀、AlCrSiN 涂层铣刀、AlCrSiN/AlCrMoSiN 多层复合涂层铣刀的切削性能。工件材料为淬火态C1045 中碳钢,硬度为HRC 55±1。选用市售D6×16×D6×L50×4L四刃整体硬质合金立铣刀,其材质为K44UF,直径为φ=6 mm,螺旋角为40°,铣削方式为端铣。切削过程中切削用量如表2 所示,每间隔10 min 利用Fluke Tix640红外热像仪测量并记录切削温度。切削总时间为85 min,在切削时间为10,25,50,85 min 时取下刀具观察刀具后刀面磨损宽度并收集切屑。将切屑制成金相试样,选用硝酸(4%,体积分数,下同)和无水乙醇(96%)混合溶液进行腐蚀处理,再利用Axiovert 40 MAT 倒置万能材料显微镜及扫描电镜观察切屑组织与形貌。使用VHX-1000 超景深显微镜对刀具后刀面磨损宽度、切屑截面宏观磨损形貌进行观测,当后刀面磨损宽度达到0.3 mm 或刀具出现崩刃即为失效。
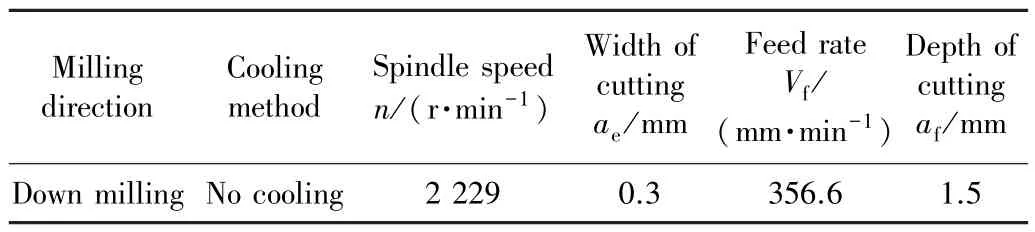
表2 切削用量Table 2 Cutting parameters
2 结果与讨论
2.1 化学成分
图1 为具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的化学成分。随着调制比的不断改变,N 元素含量(原子分数,下同)先由29.50%减小到27.63%再增加至36.91%,随后保持相对含量不变,这可能是随着氮气作为反应气体的持续通入,在高温环境下涂层中的Me-N金属键容易发生断裂,游离的N 元素由于质量较轻,分子热运动导致其沿晶界间的孔隙挥发,导致N 原子含量明显降低。靶材表面由于受到剧烈的钝化现象,降低了溅射效率,使多层涂层内N 元素含量渐渐稳定[12]。而由后文所示的硬度与弹性模量也随之先增加后减小,与其趋势变化一致,这与Rebholz 等[13]描述的非常吻合。Cr 元素和Mo 元素含量分别从24.59%和4.60%一直减小到19.36%和0.59%。Si 含量也随着调制比的增大而增大,从6.08%升高到7.59%,这可能是由于与金属离子得到了充分反应。Al 含量增大,从35.23%升高到40.75%,导致组织容易出现非晶化,从而降低了硬度。

图1 具有不同调制比的AlCrSiN/AlCrMoSiN多层复合涂层的化学成分Fig.1 Chemical composition of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
2.2 物相分析
图2 为具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的XRD 谱。从图中可以看出,AlCrSiN/AlCrMoSiN多层复合涂层的相结构主要由fcc-AlN 相、fcc-CrN相组成,这是构成多层膜的基础。第六副族元素Mo 氮化形成面心立方结构的Mo2N 相在(200)晶面上择优生长,分布在多层复合涂层内部[14]。随着调制比减小,多层复合涂层中衍射峰强度变低、宽度变宽,由于涂层掺杂更多的Mo 元素使得晶粒更加细化,排列更加无序化[15]。根据谢乐(Scherrer)公式(1)半定量计算晶粒半径,当调制比为9 ∶1 时,AlN 和Mo2N 的晶粒半径Ra 最大,分别为2.44 nm 和1.36 nm;当调制比为3 ∶1 时,AlN 和Mo2N 的晶粒半径最小,分别为1.31 nm 和1.04 nm。其中,λ为Cu 靶入射波长(λ=0.140 5 nm),B为半宽高,θ为衍射峰角度。

图2 具有不同调制比的AlCrSiN/AlCrMoSiN多层复合涂层的XRD 谱Fig.2 XRD diffraction patterns of AlCrSiN/AlCrMoSiN multilayered coatings with different modulation ratios
2.3 微观结构
图3 为具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的表面形貌。由图3 可见,所有多层膜表面均有颗粒聚集现象,当调制比为5 ∶1 时,多层膜表面颗粒最多,这是由于离子镀膜时,真空室内真空度不高导致存在多余的氧杂质,靶材异常放电而使得靶材瞬间电流增大,导致局部喷发出金属颗粒,在高温电场中与离子发生碰撞,碰撞后的金属颗粒分裂,尺寸减小,从而沉积到基材表面。小颗粒在开始镀膜时易被埋入到涂层内部,较大的颗粒易沉积在涂层表面,这些大小不一的颗粒不仅会影响涂层的光泽,还可能导致多层涂层的总体性能下降[16,17],如图3c ~3e。同时,沉积多层涂层时通入大量的氮气,附着于靶材和基材周围,在高温电场作用下不断产生氮化物,使得靶表面逐渐钝化,溅射离子的散射能和自由能不断减小,造成多层膜表面的颗粒不断减小,这一观点与Bujak 等[18]阐述的一致。但由于氮气流量的大量增加,使得结晶程度升高,离子的吸附能力减弱,沉积后失去了扩散能力,晶体的形核速率降低,多层涂层的晶粒尺寸增大,使得涂层表面缺陷增多[19]。另外,多层涂层表面呈网格状结构生长,由于Mo 元素固溶于(Al,Cr)N 晶粒间隙中,形成非晶包裹纳米晶的复合结构,Mo 元素的添加使涂层发生了固溶强化,改善了多层膜的表面致密度。

图3 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的表面形貌Fig.3 Surface morphology of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
图4 为不同调制比下制备AlCrSiN/AlCrMoSiN 多层复合涂层的截面形貌。从图中可以看出,多层复合涂层层状结构明显,整体呈无柱状晶的玻璃状结构,阻碍了柱状晶生长,拥有更细的晶粒,结构更为致密[20],并且多层结构会改变单层涂层的原始生长机理。由于Mo 元素的添加使得柱状晶粒得到细化,并且较大的靶溅射电流使得入射粒子具有较高的能量,导致沉积粒子在多层涂层内得到了充分扩散。结合XRD 谱可知,随着调制比的不断改变,多层复合涂层均在(111)和(200)晶面上择优取向,多层涂层的沉积速率得到有效提高,表面的颗粒逐渐减少,极大地促进了晶粒细化。

图4 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的截面形貌Fig.4 Cross-sectional morphology of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
2.4 多层膜性能
涂层的硬度与晶粒尺寸满足Hall-Petch 关系[21],晶粒尺寸降低会使晶界面积增大,从而有效阻止位错和晶间滑移,大大提高涂层的硬度。如图5 所示为不同调制比下制备的AlCrSiN/AlCrMoSiN 多层复合涂层的硬度和弹性模量。从图中可以看出,当调制周期固定且总厚度基本相同的情况下,随着调制比的不断增大,多层涂层的硬度和弹性模量的变化趋势大致相同,即先增大后减小。当调制比为1 ∶ 1 时,AlCrSiN/AlCrMoSiN多层复合涂层的硬度为21.5 GPa,弹性模量为292.9 GPa。当调制比为3 ∶1 时,多层膜的硬度和弹性模量达到最大,分别是25.7 GPa 和327.4 GPa,这是由于在制备多层膜时,通入适当的氮气使得反应更加充分,大颗粒明显减少,晶粒更加细化,多层涂层结构更加致密,显著减少了内部孔洞、裂纹等缺陷,有效地阻止位错扩展,从而提高了多层涂层的硬度[22]。

图5 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的硬度和弹性模量Fig.5 The hardness and elastic modulus of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
特征值H/E、H3/E*2分别代表着薄膜的弹性变形恢复能力和抗塑性变形能力,数值越大,涂层的表征性能越好。Leyland 等[23]研究讨论了具有高硬度和低弹性模量的多层复合涂层的概念,认为H/E可以表现出涂层更高的韧性。Chang 等[24]的研究表明特征值H3/E*2是涂层抗塑性变形的重要指标,证明了涂层的耐磨性不仅取决于摩擦系数,更依赖于H3/E*2值。如图6 所示,在调制比为7 ∶1 ~9 ∶1 时,H/E、H3/E*2呈现相反趋势。而多层复合涂层在调制比为1 ∶1 ~5 ∶1时,特征值H/E、H3/E*2变化趋势一致,且在3 ∶1 时达到了最大,分别为0.079 和0.13 GPa,此时AlCrSiN/AlCrMoSiN多层复合涂层的力学性能和耐磨性可能达到最优。

图6 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的H/E、H3/E*2Fig.6 H/E、H3/E*2of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
划痕法能对涂层的结合强度进行定量分析,结合声信号、摩擦力信号及划痕形貌能够确定涂层的结合强度,并能够有效分析各个失效事件,研究涂层的破损机理[25]。不同调制比下制备的AlCrSiN/AlCrMoSiN 多层复合涂层的临界载荷和划痕形貌如图7 和图8。

图7 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的临界载荷Fig.7 Critical load of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios

图8 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的划痕形貌Fig.8 Scratch morphology of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
随着调制比的改变,多层膜的临界载荷整体呈现先增加后减小的趋势,当调制比为3 ∶1 时,多层涂层的临界载荷达到最大为79.6 N,这是由于沉积粒子获得了更大的迁移能量,使涂层在基体上的附着能力变强,离子动能增大,吸附能力增强,结合强度增大。高的基体温度能够促进吸附原子移动到一个低的势能阱位置,提高了基体与涂层的结合力[26]。沉积多层涂层时,基体温度为400 ℃,可以促进涂层与基材表面间的扩散作用,增加了粒子的活性,提高了纳米多层复合涂层的结合力。从图3 也可以看出,多层涂层的表面结构致密,这也有利于提高多层复合涂层的结合力。
2.5 摩擦学性能
图9 和图10 分别为具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的摩擦系数和磨损率。
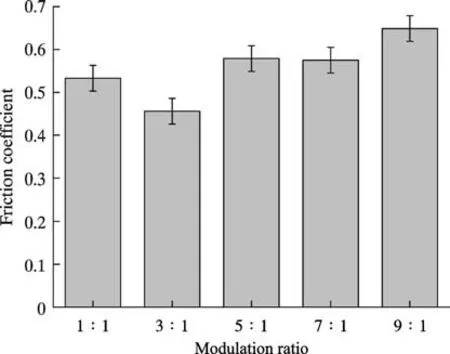
图9 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的摩擦系数Fig.9 Friction coefficient of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
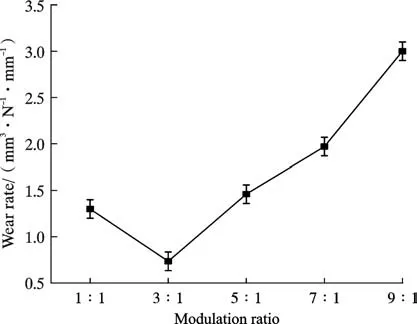
图10 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的磨损率Fig.10 Wear rate of AlCrSiN/AlCrMoSiN multilayer composite coatings with different modulation ratios
图中可以看出,随着调制比的增加,摩擦系数先减小后增加,当调制比为3 ∶1 时摩擦系数最低约为0.45,可能是由于Mo 含量的增加在多层膜与对摩副的摩擦界面生成了大量的MoO3润滑相[27],有效减少了界面摩擦,也增强了多层复合涂层的耐磨性能。这也可能和较高的H/E*值和弹性恢复值增强了多层复合涂层的韧性,提高了抗裂纹扩展能力有关[28]。由于AlCrSiN/AlCrMoSiN 涂层是多层结构,较软的AlCrMoSiN 层磨破后氧化形成的Al2O3、MoO3小颗粒附着在AlCrSiN 层上,且AlCrSiN 涂层硬度较高,起到支撑的作用。在摩擦磨损循环周期内,对应的多层膜的微动[29]摩擦系数较小,随着微动循环的进行,以消耗对摩副与多层膜之间的第三体为主,多层膜的表面损伤相对较轻,具备了较好的润滑减磨性能[30]。
图11 为具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的三维磨痕形貌。多层膜表面磨痕形貌均出现了不同程度的“犁沟现象”,这是由于在摩擦过程中大颗粒脱落后混入摩擦副接触面之间,被破碎成小颗粒磨料,在后续摩擦中充当推挤或切削作用[31]。当调制比为3 ∶1 时,多层涂层与对摩副对摩的接触区域边缘存在较少的磨屑,磨斑尺寸较小,磨损程度较浅,磨损率最低为0.735×10-6mm3/(N·m),摩擦系数较低,表现出了优异的耐磨性能,这可能和多层涂层本身的抗磨特性好有关,多层涂层的完整性较好。另外,Mo 掺杂于AlCrSiN 形成的纳米多层结构,在摩擦过程中发生了摩擦化学反应,生成了MoO3润滑薄层,起到了固态润滑剂的作用[32],使涂层耐磨性能显著提升。
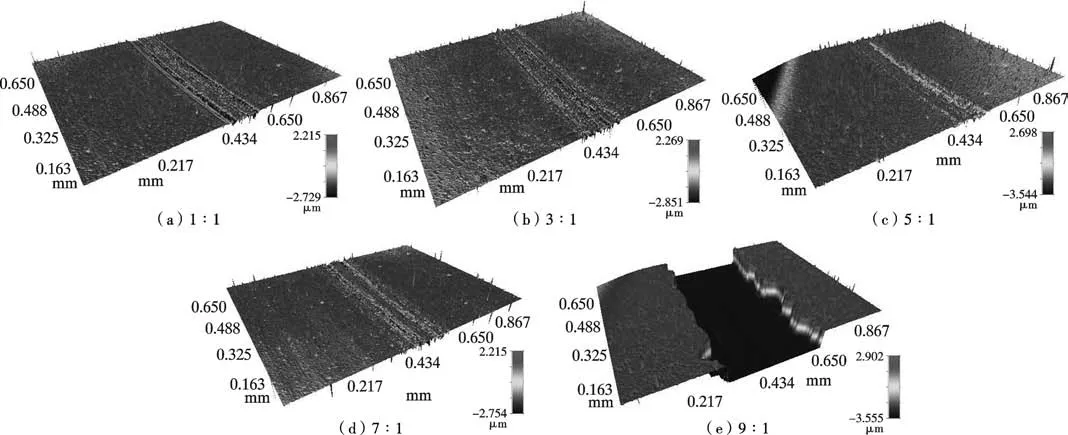
图11 具有不同调制比的AlCrSiN/AlCrMoSiN 多层复合涂层的磨痕形貌Fig.11 Wear scar of the AlCrSiN/AlCrMoSiN multilayered coatings with different modulation ratios
2.6 切削性能
图12 为无涂层铣刀、AlCrSiN 涂层铣刀、AlCrSiN/AlCrMoSiN 多层复合涂层铣刀切削10 min 及达到磨钝标准的磨损形貌。由图12 可以看出,3 种铣刀在切削过程早期,磨损程度表现不同,但主要的磨损形式均表现为均匀、正常的后刀面磨损,这也符合ISO 刀具寿命试验标准对高速钢、硬质合金、陶瓷刀具磨钝标准的规定,即VBB=0.3 mm[33]。在切削10 min 时,不同涂层刀具的磨损宽度分别为0.28,0.21,0.16 mm。虽然3 种刀具的侧刃都保持较为完整,但无涂层刀具底刃已出现了轻微磨损的情况。在连续高速干式切削25 min 后,无涂层刀具后刀面磨损带呈现出多条清晰的条状沟痕。沟痕的产生是由于工件材料中的大颗粒受到切削压应力和剪切应力的共同作用,跟随切屑进入切削区域,从而划伤后刀面,加剧了底刃的磨损,产生了严重的磨粒磨损,降低了刀具的使用寿命[34]。

图12 无涂层铣刀、AlCrSiN 涂层铣刀和AlCrSiN/AlCrMoSiN 多层复合涂层铣刀切削10 min 及达到磨钝标准时的磨损形貌Fig.12 Wear morphologies of the uncoatel tool,AlCrSiN coated tool and AlCrSiN/AlCrMoSiN multilayer coated tool after 10 minutes of continuous cutting and tool fuilure morphologies of uncoated tool (cutting 25 min),AlCrSiN coated tool(cutting 50 min),AlCrSiN/AlCrMoSiN multilayer coated tool (cutting 85 min)
当高速干切削25 min 后,无涂层刀具上的条状沟痕持续扩展,并伴有较大噪声,磨损带宽度为0.36 mm,无涂层刀具失效。切削同一时间的AlCrSiN 涂层刀具未出现崩刃现象,但也存在条状沟痕,表明涂层刀具也发生了磨粒磨损。连续切削50 min 后,AlCrSiN 涂层刀具出现崩刃,侧刃表面存在着附着物,这些附着物可能是工件、涂层、刀具在高温下相互扩散而产生的氧化物,这表明涂层刀具发生了黏着磨损。另外,涂层刀具后刀面呈现淡黄色,这可能是在高温条件下刀具发生了氧化磨损。Nouari 等[35]研究发现,元素扩散过程是涂层分层的主要原因,容易造成涂层失效。而AlCrSiN/AlCrMoSiN多层复合涂层刀具连续切削25 min后磨损较轻微,磨损宽度仅为0.203 mm,这是由于Mo元素固溶于(Al,Cr)N 晶粒间隙中,形成非晶包裹纳米晶的复合结构,提高了涂层的硬度和耐磨性。切削50 min 时,多层涂层刀具磨损带宽度为0.28 mm,元素扩散现象得到了明显改善。继续切削至85 min 后,多层涂层铣刀磨损带宽度为0.34 mm,已超过磨钝标准,刀具已进入了急剧磨损阶段,积聚的热疲劳使刀具产生裂纹,加速涂层材料剥落[36]。AlCrSiN/AlCrMoSiN 多层复合涂层内部的多层结构使涂层缺陷大大减小,提高了致密性,AlCrSiN 和AlCrMoSiN 材料交替生长,形成的多层界面可以有效的打断各自的柱状生长方式,且AlCrMoSiN 具有良好的抗摩擦磨损能力,可以有效地降低刀具与工件产生的切削热,大大地延长刀具的使用寿命。另外,AlCrSiN/AlCrMoSiN 多层复合涂层刀具展现出了更好的切削性能[37],在同一磨损宽度时,多层涂层刀具比切削时间无涂层刀具延长约3.2 倍,比AlCrSiN涂层刀具延长约1.2 倍,如图13 所示。

图13 无涂层铣刀、AlCrSiN 涂层铣刀、AlCrSiN/AlCrMoSiN多层复合涂层铣刀磨损宽度随时间的变化曲线Fig.13 Curves of wear width of uncoated tool、AlCrSiN coated tool、AlCrSiN/AlCrMoSiN multilayer coated tool with time
图14 为无涂层铣刀、AlCrSiN 涂层铣刀、AlCrSiN/AlCrMoSiN 多层复合涂层刀具的切削温度随时间的变化曲线。从图中可以看出,3 种刀具的温度在切削加工时都呈现开始急剧增加逐渐缓慢线性增加的趋势。这是由于被加工材料的硬度较高,快速达到了剧烈磨损时期,持续的干切削会产生的大量切削热。随着切削时间的增长,AlCrSiN/AlCrMoSiN 多层复合涂层铣刀的切削温度相比于其他2 种铣刀上升较为缓慢,这说明加工已经进入到稳定磨损阶段,产生的热量较少,在切削55 min 后切削温度再次急剧上升,多层涂层刀具最终失效。在切削10 min 时,无涂层刀具切削温度急剧飙升至328.7 ℃,25 min 后失效状态时的切削温度为460.4 ℃,而AlCrSiN 涂层刀具失效的切削温度为457.2℃,AlCrSiN/AlCrMoSiN 多层复合涂层铣刀的切削温度则仅为411.7 ℃,有效地保护了刀具基体,避免了刀具基体的崩刃[38],改善了刀具的摩擦磨损情况,使刀具与工件接触的切削力降低,有效地延长了刀具的使用寿命。

图14 无涂层铣刀、AlCrSiN 涂层铣刀、AlCrSiN/AlCrMoSiN多层复合涂层铣刀切削温度的变化Fig.14 Cutting temperature variation for the uncoated tool,AlCrSiN coated tool,AlCrSiN/AlCrMoSiN multilayer coated tool,respectively
图15 分别为无涂层刀具、AlCrSiN 涂层刀具、AlCrSiN/AlCrMoSiN 多层复合涂层刀具切削25 min 后的切屑形貌。从图中可以看出,无涂层刀具连续切削25 min 后,产生深蓝紫色切屑,此时切削温度为460.4℃,切屑呈锯齿状,并伴有较小的分叉,在切削试验时观察到刀具发生剧烈振动并伴有噪声。AlCrSiN 涂层刀具在高速铣削时产生的切屑主体的颜色为褐色,两侧为浅蓝色,切削温度为389.1 ℃,而淬火钢的导热系数较低,变形能转化的热量都集中在主剪切区,切削时热量来不及向外传递,在高速铣削时发生了绝热剪切现象,由于强剪切作用,在主剪切区域的淬火钢承载能力下降而导致呈楔状移动,前楔块与现楔块接触面迅速减小,从而形成了锯齿形切屑。AlCrSiN/AlCrMoSiN多层复合涂层刀具切削产生的切屑颜色为黄褐色,此时的切削温度为201.5 ℃。由于在高速铣削时产生了大量的固体润滑相,有效地降低了切削过程产生的切削热,在润滑相的冷却作用下,切屑进行了“淬火”,切屑颜色较浅,剪切区内由形变带转化为转变带,进而增强了切屑的变形程度[39]。

图15 无涂层刀具、AlCrSiN 涂层刀具、AlCrSiN/AlCrMoSiN 多层复合涂层刀具切削25 min 后的切屑形貌Fig.15 Morphology of chips of uncoated tool,AlCrSiN coated tool,AlCrSiN/AlCrMoSiN multilager coated tool after cutting 25 min
图16a 为AlCrSiN/AlCrMoSiN 多层复合涂层刀具所产生切屑的金相组织,图中可观察到明显的“白亮带”,这些“白亮带”即为剪切带,这是由于切屑的形成伴随着较大切削力的作用,材料发生了脆性断裂,同时产生了一定的塑性变形。由于腐蚀剂与变形材料的反应速率不同,导致切屑集中变形的剪切带区域与未塑性变形区域的颜色不同。选用锯齿化程度Gs表示切屑的变形程度[40],如式(2)所示,H为切屑的齿顶高度,h为齿根高度:
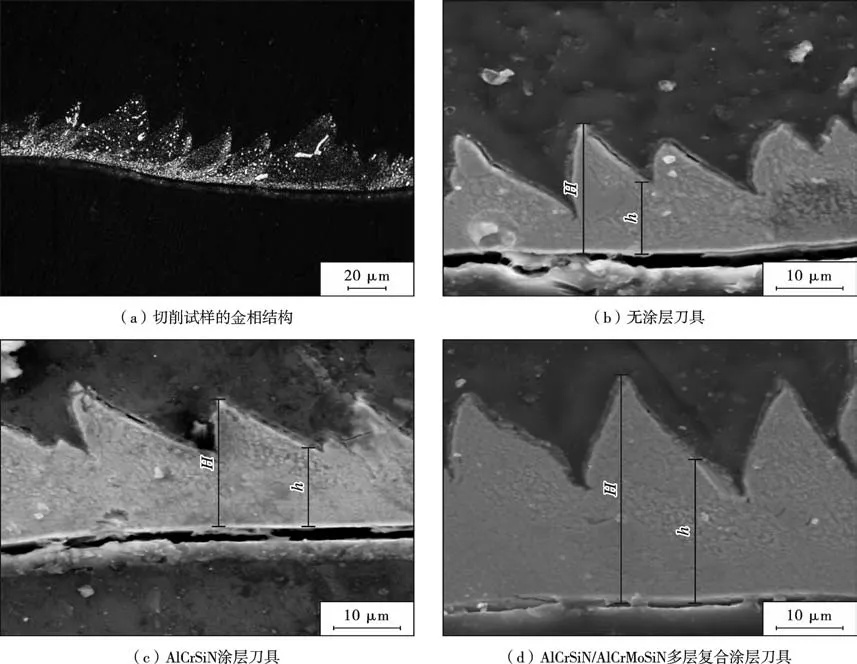
图16 切屑的金相组织及锯齿形切屑的微观形态Fig.16 Metallographic structure of chip and measurement of serrated chips
利用SEM 观察3 种切屑的微观形态,分别选取加工平稳且锯齿排列规律的位置(图16b ~16d),利用Digimizer 软件测量各齿顶和齿根的高度。再根据公式(2)分别计算切屑的锯齿化程度值Gs,取每种切屑中相邻3 个锯齿Gs的平均值,获得无涂层刀具、AlCrSiN涂层刀具、AlCrSiN/AlCrMoSiN 多层复合涂层刀具所产生切屑的Gs值分别为0.29±0.03、0.34±0.03、0.36±0.03。可见多层复合涂层刀具产生的切屑锯齿化程度最高,易于自动断屑,更有利于切削的持续进行。
3 结 论
(1)AlCrSiN/AlCrMoSiN 多层复合涂层在(111)、(200)晶面择优取向,层状结构明显,柱状晶粒得到细化。多层复合涂层的力学性能在调制比为3 ∶1 时表征良好,硬度达到最大为25.7 GPa,临界载荷最大为79.6 N。多层复合涂层的磨损率最低为0.735×10-6mm3/(N·m),摩擦系数最小为0.45。
(2)整个切削过程中,AlCrSiN/AlCrMoSiN 多层复合涂层刀具表现了更优异的切削性能,其使用寿命比无涂层刀具延长了约3.2 倍,比AlCrSiN 涂层刀具延长约1.2 倍。
(3)无涂层刀具、AlCrSiN 涂层、AlCrSiN/AlCrMo-SiN 多层复合涂层刀具在同时切削25 min 后的切屑颜色越来越浅。切屑锯齿化程度越高,切屑越接近于自动断屑,越利于加工工件。
