乙醇水提法提取葡萄籽油的工艺正交试验法优化研究
2023-05-21陆道雪陈阳吴秋瑜李婷刘林王勇
陆道雪 陈阳 吴秋瑜 李婷 刘林 王勇
摘 要:为解决传统溶剂法提取葡萄籽油溶剂难回收、有毒、安全性差等问题,本研究以葡萄籽为原料,采用乙醇水提法水相循环重复提取葡萄籽油,研究乙醇体积分数、料液比、pH值、时间、温度等因素对提取率的影响,在此基础上进行正交试验,并对乙醇水提法提取的葡萄籽油品质进行研究。结果表明:通过正交试验优化出葡萄籽油提取最佳条件是乙醇体积分数45%、pH值9、温度70 ℃,在此条件组合下葡萄籽油提取率高達30.1%,且葡萄籽油品质接近或达到国家标准。乙醇提取法满足绿色提取工艺的特点,为葡萄籽油高效提取提供一种新思路。
关键词:葡萄籽油;乙醇水提法;工艺优化;正交试验法;品质分析
中图分类号:TS224 文献标识码:A DOI 编码:10.3969/j.issn.1006-6500.2023.05.015
Abstract:In order to solve the problems that solvent cannot be recovered, is poisonous, is not safe, etc when using traditional solvent method to extract grape seed oil, this paper took grape seed as the material, extracted grape seed oil in way of water-phase repeating with ethanol water extraction method and studied the influence of ethanol volume fraction, solid-liquid ratio, PH, time, temperature and other factors on extraction rate. On this basis, an orthogonal test was done and the quality of grape seed oil extracted with ethanol water extraction method was studied. The results showed the best conditions for extracting grape seed oil through orthogonal test optimization: ethanol volume fraction was 45%, pH was 9, and temperature was 70 ℃. Under these conditions, the extraction rate of grape seed oil reached up to 30.1% and the quality of grape seed oil approached or met national standard. Ethanol extraction method satisfies the characteristics of green extraction technology and provides a new idea to efficient extraction of grade seed oil.
Key words: grape seed oil; ethanol water extraction method; process optimization; orthogonal test method; quality analysis
葡萄籽油(GSPE)作为葡萄酒工业的副产品,是一种优质的食用油脂资源,葡萄籽中的含油量约占其14%~17%[1],其中亚油酸含量高达70%以上[2],其具有降血脂、预防动脉粥样硬化、防治心脑血管等功效;葡萄籽油中还含维生素A和维生素E、多酚等生物活性物质,能够起到一定的抗衰老、促进人体新陈代谢、防止慢性疾病的发生等作用[3]。在国外,葡萄籽油备受青睐,不同年龄段、不同职业人员都以葡萄籽油来作为营养保健油[4]。我国盛产葡萄,有极其丰富的葡萄籽资源,因此,积极开发和利用葡萄籽油,既可避免环境污染,又可变废为宝,提高经济效益[5]。
压榨法、溶剂浸出法是常用的葡萄籽油提取方法。压榨法需要进行油料前处理,处理过程产生的热会使蛋白质严重变性,导致出油率低[6];而溶剂浸出法虽出油效率高,操作简便,但是溶剂易残留,降低了油品质。超临界CO2萃取法虽也是常用提取方法,但目前仍在实验室层面较为常见,尚未形成工业化生产[7]。水酶法提取葡萄籽油提取条件烦琐,酶用量多、耗时长、耗水量高,提升了生产成本。
乙醇具有无污染、易回收、易制备,可重复利用等特点[8-9],乙醇水提法是指以水为主要提取介质,辅以一定量的乙醇作为破乳剂来提取油脂的一种方法,乙醇属于水溶性破乳剂,加入水相后,通过分子扩散进入到油水界面,界面性质被改变,从而减少或破除乳状液[10]。
本研究以乙醇为提取剂,采用单因素试验和正交试验方法对葡萄籽油的提取工艺进行了探究[11],此工艺提取的葡萄籽油品质好,油脂价值量高,无残留,是安全放心油。工业上乙醇水提法作为提取技术生产成本低、设备操作简单、无需高强度劳动力,是一项符合企业标准和绿色环保的生产工艺。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂 葡萄籽(来自王朝葡萄酿酒公司),国产分析纯无水乙醇,氢氧化钠(分析纯)。
1.1.2 仪器与设备 粉碎机(FW-100上海赵迪生物科技有限公司),离心机(TD5k-Ⅲ安徽积步仪器设备有限公司),水浴锅(XMTD-204天津市欧诺仪器表有限公司),鼓风干燥箱(DH-101-3 BS天津市中环实验电炉有限公司)。
1.2 试验方法
1.2.1 葡萄籽前处理 将酿酒后的葡萄籽粉碎过60目筛,葡萄籽粉末装自封袋,置于干燥阴凉处备用。
1.2.2 葡萄籽中粗脂肪的测定 葡萄籽中粗脂肪测定参照《食品中粗脂肪的测定》(GB/T 14772—2008)。葡萄籽粗脂肪含量计算公式如下(所有质量精确至0.001 g):
葡萄籽脂肪含量=(m2-m1/m)×100% (1)
式中,m1為圆底烧瓶质量(g); m2为圆底烧瓶和粗脂肪的质量(g);m为葡萄籽粉末质量(g)。
1.2.3 乙醇水提法提取葡萄籽油工艺流程[12] 葡萄籽粉→乙醇水溶液→加热提取→离心(5 000 r·min-1, 15 min)→收集清油→水相重复提取渣相→离心(5 000 r·min-1,15 min)→氯化钠油水分层→收集清油→合并清油。
操作要点:取10 g葡萄籽粉于锥形瓶中并加入一定体积分数的乙醇水溶液,使用1 mol·L-1氢氧化钠溶液调节体系pH值,当达到设定温度时,使用封口膜封口加热,反应时间结束后5 000 r·min-1离心15 min。收集清油,使用其水相再重复提取渣相1次,反应结束后5 000 r·min-1离心15 min,加入饱和氯化钠溶液,再合并清油,葡萄籽油提取率计算公式如下:
葡萄籽油提取率=m0/(m×n1)×100% (2)
式中,m0为葡萄籽油质量(g); m为葡萄籽粉末质量(g); n1为葡萄籽粉脂肪含量(%)。
1.2.4 葡萄籽油提取单因素试验 a. 乙醇体积分数对葡萄籽油提取率的影响。分别称取5份各10 g的葡萄籽粉于洁净的锥形瓶中,分别加入体积分数为35%、40%、45%、50%、55%的乙醇水溶液,在水浴锅温度为60 ℃、料液比1∶5、pH值为9的条件下提取2 h,用塑料薄膜将瓶口密封加热提取。
b. pH值对葡萄籽油提取率的影响。分别称取5份各10 g的葡萄籽粉于洁净的锥形瓶中,各调节pH值为6、7、8、9、10,并加入最高提取率的乙醇体积分数,在固定水浴锅温度为60 ℃、料液比1∶5条件下提取2 h,用塑料薄膜将瓶口密封加热提取。
c. 料液比对葡萄籽油提取率的影响。分别称取5份各10 g的葡萄籽粉于洁净的锥形瓶中,料液比分别设为1∶4、1∶5、1∶6、1∶7、1∶8,并加入上述最高提取率的乙醇体积分数、调节到最佳pH值,在固定水浴锅温度为60 ℃条件下提取2 h,用塑料薄膜将瓶口密封加热提取。
d.提取时间对葡萄籽油提取率的影响。分别称取5份各10 g的葡萄籽粉于洁净的锥形瓶中,调整乙醇体积分数、料液比、PH值到上述各因素中最高提取率的数值,在固定水浴锅温度为60 ℃条件下、分别提取0.5、1、1.5、2、2.5、3 h,用塑料薄膜将瓶口密封加热提取。
e. 提取温度对葡萄籽油提取率的影响。分别称取5份各10 g的葡萄籽粉于洁净的锥形瓶中,分别设置提取温度为40、50、60、70、80 ℃,调整乙醇体积分数、料液比、pH值、提取时间到上述最高提取率的数值,用塑料薄膜将瓶口密封加热提取。
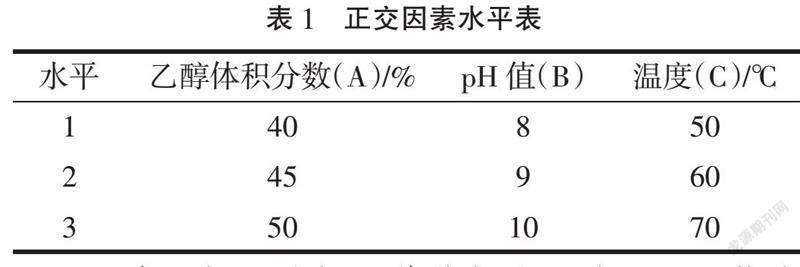
1.2.5 葡萄籽油提取正交优化试验 根据以上单因素试验结果分析,设计L9(3)3正交设计,选择乙醇体积分数(A)、pH值(B)和提取温度(C)作为试验考察因素,对应因素的水平见表1。
1.2.6 索氏提取法提取葡萄籽油工艺 a. 工艺流程:葡萄籽→粉碎→置于索氏提取器中→加入石油醚→回流提取→旋转蒸发→收集清油。
b. 提取条件:以石油醚为提取溶剂,提取温度85 ℃、提取时间4 h、料液比1 ∶ 8 (g·mL-1)。
1.3 葡萄籽油质量分析
检测乙醇水提法提取的葡萄籽油质量指标、索氏提取法提取的葡萄籽油质量指标,并与葡萄籽油国标对照,分析葡萄籽油的品质。
葡萄籽油质量国家标准:GB/T 22478—2008[13];
色泽测定参照:GB/T 5009.37—2003;
气味、滋味、透明度测定参照:GB/T 5525—2008;
水分及挥发物测定参照:GB/T 5528—2008[14];
酸值测定参照:GB 5009.229—2016[15];
过氧化值测定参照:GB 5009.227—2016[16];
碘值测定参照:GB/T 5532—2008[17];
皂化值测定参照:GB/T 5534—2008[18]。
2 结果与分析
2.1 单因素对葡萄籽油提取率的影响
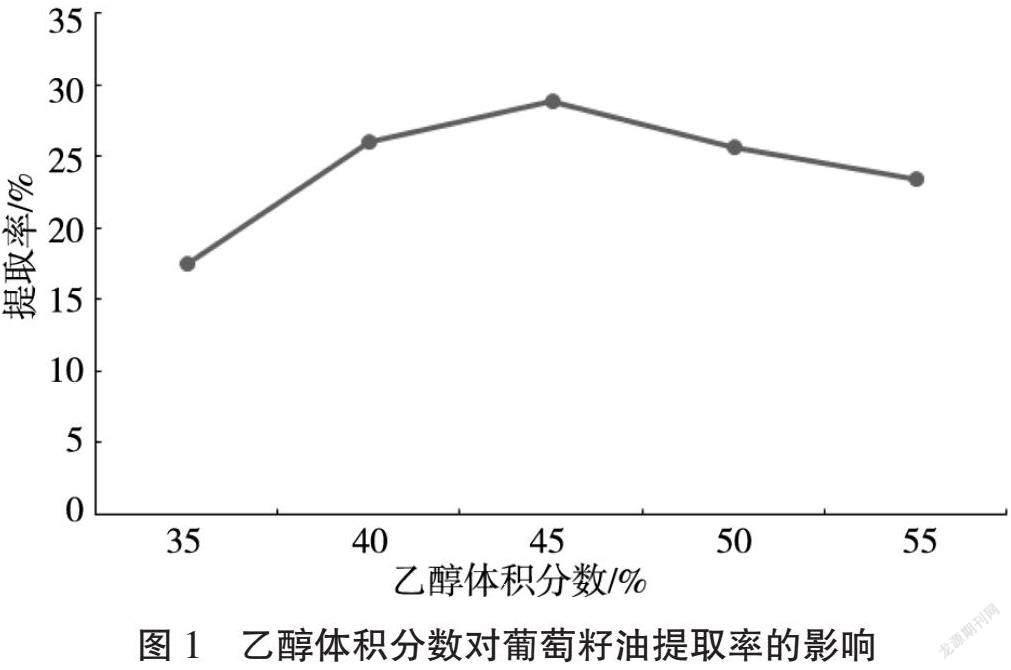
2.1.1 乙醇体积分数对葡萄籽油提取率的影响 如图1所示,随着乙醇体积分数升高,葡萄籽油提取率提高,当乙醇体积分数达到45%时,葡萄籽油提取率达到28.92%,说明乙醇的加入降低了乳状液和渣相中的含油率,起到了良好的破乳效果,进而提高了葡萄籽油的提取率;随着乙醇体积分数继续升高,葡萄籽油提取率逐渐降低,因为乙醇浓度过高容易溶解出葡萄籽中的胶质、多糖等物质[12],同时会导致蛋白质严重变性;当破乳效果达到最大时,油脂不易分离,降低了葡萄籽油提取率[9]。因此,确定乙醇最佳体积分数为45%。
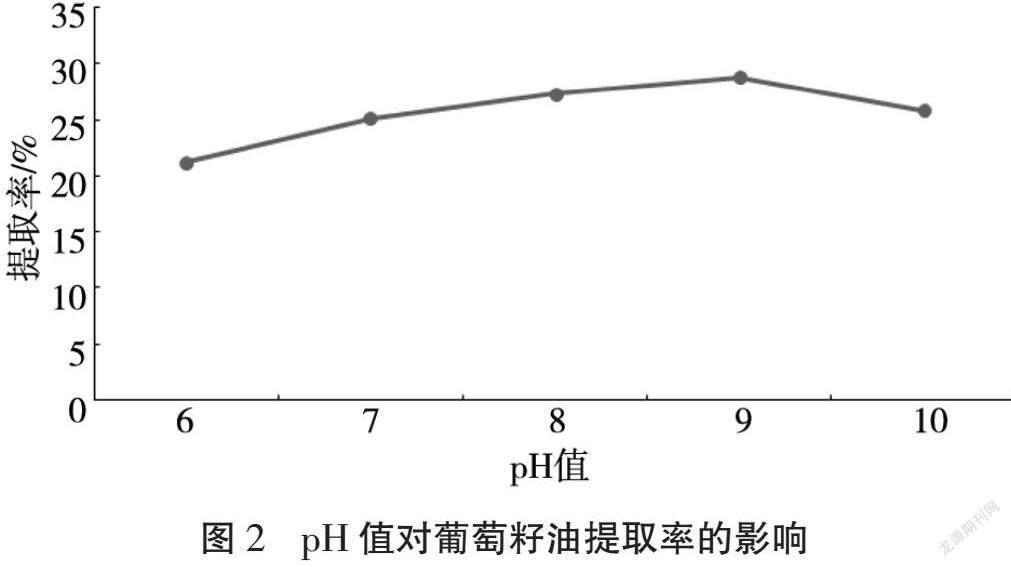
2.1.2 pH值对葡萄籽油提取率的影响 pH值作为工艺过程中重要因素之一,通过影响油料作物蛋白的溶解度[19]来影响油脂提取率。如图2所示,当pH值为6~9时,随着pH值的升高,葡萄籽油提取率逐渐升高;pH值增加至10时,葡萄籽油得率略有下降;当pH值为6时,葡萄籽油提取率仅为21.25%;当pH值增加到9,提取率提高到28.79%;葡萄籽蛋白等电点pI3.8 [20],随着pH值的升高,蛋白质的溶解度变大[21],油脂随着蛋白质的溶出而游离;当pH值过高时,蛋白易变性和聚合,使得部分油脂被截留,导致提取率有所下降;综合考虑,pH值9是较优的提取条件。
2.1.3 料液比对葡萄籽油提取率的影响 在溶剂浸提过程中,料液比不同,可使溶剂与油脂之间存在不同的浓度差,影响油脂的提取率。料液比过低时,浓度差小,从而导致油脂提取率偏低;料液比过高时,葡萄籽油提取率下降,原因可能是游离出来的油滴与体系中的蛋白质重新乳化。
由图3可知,当料液比为1∶4时,乙醇浓度过低导致溶剂与油脂之间浓度差小,从而导致提取率为22.14%,当料液比为1∶5时,油脂与溶剂之间的浓度差增大,物料与溶剂得到了充分的接触,使油脂分子能够充分地分散于液相中[11],从而使提取率增加到26.84%,但随料液比增大,葡萄籽油提取率有缓慢降低趋势。故选择料液比1∶5作为提取条件更为合适。
2.1.4 提取时间对葡萄籽油提取率的影响 提取油脂的过程中,时间的长短也会影响到油脂的提取效果[22]。如图4所示,提取时间越长,提油率越高,说明适当延长浸提时间可以提高葡萄籽油的提油率。但从不同时间提油率的变化量来看,随着时间的延长,提取率迅速下降。为获得较好的提取效率,浸提时间以2 h为宜。
2.1.5 提取温度对葡萄籽油提取率的影响 温度在溶剂浸提油脂时起到关键作用,提取温度升高从而加速分子的扩散运动,提高溶剂分子与油脂分子的接触几率,使油脂分子从油料当中快速渗透出来并向溶剂中扩散,得到混合油[22-23]。但是过高的温度会使溶剂过快蒸发降低提取率。
由图5可以看出,温度在60 ℃之前,提取率随温度的增加而增大,当温度为60 ℃时,提取率为28.81%,随着提取温度从60 ℃上升到80 ℃时,提取率由28.81%降至26.96%。因此选取60 ℃作为最适提取温度。
2.2 葡萄籽油提取工艺正交试验结果与分析
按L9(3)3正交设计表的各种条件进行试验。由表2可以得出,影响提取率的主次因素为A>C>B最佳工艺为A2B2C3,即乙醇体积分数45%,pH值为9,提取温度70 ℃,在上述提取条件下,葡萄籽油提取率达30.1%以上,为最优提取工艺参数。
2.3 乙醇水提法提取葡萄籽油品质分析
测定乙醇水提法所得葡萄籽油各理化指标,并与索氏提取法所得葡萄籽油理化指标、葡萄籽油国标《葡萄籽油》《GB/T 22478—2008》进行比较,结果见表3。本试验所用乙醇水提法制得葡萄籽油具有葡萄籽油固有的气味、色泽、透明度;其中酸价和过氧化值较低,表明葡萄籽油中的大部分游离脂肪酸和杂质含量较低,碘值和皂化值所含的脂肪酸不饱和程度和平均分子量变化不大,且葡萄籽油的各项理化指标基本符合国家标准;而索氏提取法提取過程中提取温度较高,容易造成葡萄籽油的氧化,同时提取用的溶剂易残留,导致葡萄籽油品质下降,得到的毛油质量标准与国标有差距;从感官上来看,索氏提取法提取的葡萄籽油微浑浊,可能是产品有溶剂残留,略微破坏了油脂的天然特色,油品质量稍差。
3 讨论与结论
综上可知,乙醇水提法提取葡萄籽油的最优组合条件:乙醇体积分数45%、料液比1∶5、pH值 9、提取时间2 h、提取温度70 ℃,离心后水相循环提取渣相2 h。在优化条件下,葡萄籽油提取率可达30.1%,高于索氏提取法的葡萄籽油提取率14.88%。
乙醇水提法提取所得的葡萄籽油色泽呈浅黄色、澄清透明无异味,酸值、碘值、皂化值、过氧化值等理化指标均接近于或达到葡萄籽油国家标准,显著高于索氏提取法所得的葡萄籽油质量。
乙醇水提法提取葡萄籽油,原料无需经过干燥预处理,提取工艺简单,提取时间由索氏提取法的6 h缩短至2 h;并且乙醇作为提取剂,后期能完全回收,不易残留,安全性较其他有机溶剂好。因此,乙醇水提法是目前最绿色环保、操作简单、成本低廉、提取率高、油品质好的提取工艺之一。本实验室正在着手准备对乙醇水提法提取葡萄籽油工艺进行中试试验,为其工业化生产葡萄籽油打好基础。
参考文献:
[1] 李丹丹, 杨宏志, 梁英, 等. 水酶法提取葡萄籽油和蛋白质的研究[J]. 中国油脂, 2017, 42(9): 28-33.
[2] 王灿, 杨晨露, 王华, 等. 葡萄籽油生理功能及应用综述[J]. 中外葡萄与葡萄酒, 2020(6): 66-71.
[3] 刘霞, 王军, 张平三, 等. 葡萄籽油的营养价值与生物活性综述[J]. 中国酿造, 2020, 39(3): 12-16.
[4] 董海洲, 万本屹, 李宏, 等. 超临界CO2流体技术萃取葡萄籽油的研究[J]. 食品与发酵工业, 2002, 28(3): 35-39.
[5] LI H N, FU X Y, DENG G, et al. Extraction of oil from grape seeds (Vitis vinifera L.) using recyclable CO2-expanded ethanol[J]. Chemical Engineering and Processing-Process Intensification, 2020, 157: 108147.
[6] 赵芙蓉. 葡萄籽油的提取、精制及应用研究[D]. 乌鲁木齐: 新疆大学, 2013.
[7] 魏贞伟, 陈玉宏, 王俊国. 压榨法生产葡萄籽油及精炼工艺实践[J]. 中国油脂, 2015, 40(2): 16-18.
[8] 王玉莹, 吕诗文, 于枫, 等. 超声辅助乙醇提取米糠油[J]. 食品工业, 2021, 42(2): 79-83.
[9] 钦凌宇, 杨瑞金, 华霄, 等. 乙醇水提法提取蚕蛹油研究[J]. 食品与生物技术学报, 2019, 38(9): 85-91.
[10] 迟延娜, 张文斌, 杨瑞金, 等. 顽固乳状液的破乳处理提高花生游离油提取率[J]. 农业工程学报, 2014, 30(8): 257-264.
[11] 董海洲, 刘传富, 侯汉学, 等. 葡萄籽油的浸提和精炼工艺[J]. 食品与发酵工业, 2004, 30(7): 120-124.
[12] 杜宇, 张文斌, 杨瑞金, 等. 乙醇水提法提取葡萄籽油及其品质分析[J]. 中国油脂, 2019, 44(5): 8-12, 42.
[13] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 葡萄籽油: GB/T 22478-2008[S]. 北京: 中国标准出版社, 2009.
[14] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 动植物油脂 水分及挥发物含量测定: GB/T 5528—2008[S]. 北京: 中国标准出版社, 2009.
[15] 中华人民共和国国家卫生和计划生育委员会. 食品安全國家标准 食品中酸价的测定:GB 5009.229-2016[S]. 北京: 中国标准出版社, 2017.
[16] 中华人民共和国国家卫生和计划生育委员会. 食品安全国家标准 食品中过氧化值的测定: GB 5009.227-2016[S]. 北京: 中国标准出版社, 2017.
[17] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 动植物油脂 碘值的测定: GB/T 5532—2008[S]. 北京: 中国标准出版社, 2009.
[18] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 动植物油脂 皂化值的测定: GB/T 5534-2008[S]. 北京: 中国标准出版社, 2009.
[19] 田凌宇. 低温碱提水代法逆流提取油菜籽油和蛋白质[D]. 无锡: 江南大学, 2019.
[20] 赵毅敏. 葡萄籽蛋白提取工艺研究[J]. 河南科学, 2009, 27(10): 1229-1232.
[21] CAPELLINI M C, GIACOMINI V, CUEVAS M S, et al. Rice bran oil extraction using alcoholic solvents: Physicochemical characterization of oil and protein fraction functionality[J]. Industrial Crops and Products, 2017, 104: 133-143.
[22] 武瑜. 葡萄籽油的超声波辅助提取及其理化性质研究[D]. 杨凌: 西北农林科技大学, 2012.
[23] 何保江, 王玉芳, 张文娟, 等. 超临界流体萃取葡萄籽油工艺优化[J]. 食品工业, 2014, 35(2): 112-115.
基金项目:天津市大学生创新创业训练计划项目(202110859021);天津市教委科研计划项目(2022KJ105)
作者简介:陆道雪(2000—),女,贵州黔南人,主要从事天然产物提取研究。
通讯作者简介:王勇(1984—),男,甘肃天水人,工程师,硕士,主要从事葡萄酒酿造技术研究。
