304不锈钢GTAW 背面保护焊剂性能研究*
2023-05-06李文卓路永新米广鑫
强 伟,李文卓,路永新,李 欢,米广鑫,程 龙
(1.西安石油大学 材料科学与工程学院,西安 710065;2.克拉玛依金砖钢结构工程有限公司,新疆 克拉玛依 834000)
0 前 言
不锈钢因良好的耐腐蚀性能在压力容器、油气化工、工程机械、船舶等领域广泛应用,制造焊接结构时需预防高温氧化以免影响其耐腐蚀性[1-3]。对于焊枪无法到达焊缝背面的应用场景(如小内径管道环缝焊接),通常只能选用单面焊接双面成形工艺[4]。为避免焊接过程中焊缝背部氧化,相关研究人员和技术人员进行了大量尝试,目前比较成熟的方案是封闭局部空间同时充氩,使焊缝背部在氩气氛围中冷却凝固。小直径管道环焊缝焊接时,需要在管道内部以保护塞隔出气室,用氩气充满气室达到焊缝背面保护的效果[5]。闫兴贵等[6]在研究不锈钢平板非熔化极惰性气体保护焊(GTAW)时通过设计充氩装置实现了焊缝背面保护。然而,局部密闭充氩的方法需额外增加装置,施工难度增加,导致焊接效率降低,且焊接过程需要消耗大量氩气。另一种可行的方法是焊接时在工件背面加装Cu 或陶瓷材料衬垫以避免背部氧化,但容易带来渗铜、夹渣等问题。采用焊接保护剂是国外的一种新方法,国内也开展了相关研究。李辉[7-8]比较了不同种类的背面保护剂对不锈钢GTAW 焊接接头的影响;郑祥超、尹燕、樊鸿杰等[9-12]采用自制背面保护剂完成了薄壁304 不锈钢管的焊接;李亚军、丁超等[13-15]研究了美国金帝国公司Solar TYPE B 型保护剂在管道焊接方面的应用效果。
为了进一步揭示Solar TYPE B 型保护剂的作用机理,为不锈钢单面焊接双面成形提供可行高效的背面保护方法,本研究利用光学显微镜(OM)、电子显微镜(SEM)、能谱仪(EDS)、显微硬度计等设备系统分析了Solar TYPE B 型保护剂作用下304 不锈钢焊接接头的组织性能及保护效果。
1 试验材料与方法
1.1 试验材料
选用规格为100 mm×200 mm×3 mm 的304奥氏体不锈钢板材为试验材料,化学成分见表1。

表1 试验用304奥氏体不锈钢板化学成分 %
1.2 试验方法
采用电子天平称量一定量的Solar TYPE B 型保护剂粉末(主要组分为氧化物),加入适量丙酮后充分搅拌为糊状。将保护剂混合物均匀涂覆于不锈钢平板一侧,以接缝为中心,两侧涂覆宽度各8 mm,涂覆层厚度为1 mm。
采用GTAW 方法在304不锈钢未涂覆保护剂的一侧开展自熔焊接试验,焊接工艺参数见表2。试验原理如图1所示。

表2 焊接工艺参数
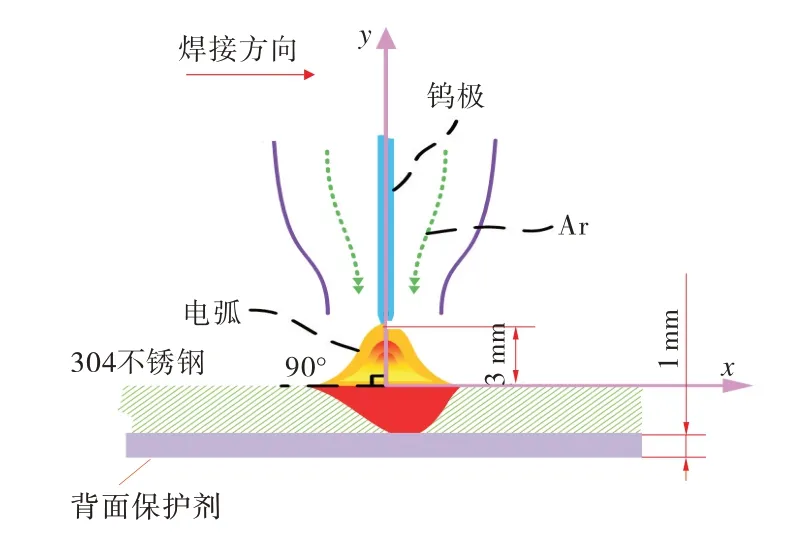
图1 涂覆保护剂的GTAW 试验原理
垂直于焊缝切取金相试样,用王水溶液腐蚀后,通过Axio Vert.A1 光学显微镜观测焊接接头微观组织,利用JSM-6390A 扫描电子显微镜和能谱仪定量分析元素含量,采用HXD-1000TMC 硬度试验计检测焊接接头硬度分布。
2 试验结果与讨论
2.1 焊缝外观
图2 所示为采用Solar TYPE B 型保护剂焊接获得的焊缝正面、背面外观形貌。由图2(a)可见,焊缝正面成形良好,尺寸一致性好,表面光洁度高,无明显表面缺陷,但母材表面呈灰色,存在一定程度的高温氧化;由图2(b)可见,焊缝背面表层覆盖一层焊渣类似物,这是丙酮和保护剂的混合物高温加热后形成的产物。去除部分熔渣后露出银白色的不锈钢表面,表明保护剂对焊缝背部具有良好的保护效果。

图2 采用Solar TYPE B型保护剂焊缝外观形貌
2.2 微观组织
图3为采用Solar TYPE B型保护剂各区域微观组织,由图3(a)、图3(c)可知,母材组织为奥氏体γ等轴晶,焊缝区主要由尺寸较小的奥氏体枝晶组成,枝晶间距平均为8.9 μm;由图3(b)可知,熔合线的焊缝一侧晶粒以热影响区半熔化晶粒为核心,垂直于熔合线向焊缝中心方向生长,组织形态为联生结晶形成的柱状奥氏体晶粒。

图3 不锈钢焊接接头组织形貌
对焊接接头进行SEM和EDS测试分析,结果如图4所示。对涂覆保护剂的焊缝背面表层进行EDS点扫描,结果显示焊缝表面仍存在一定氧化,氧化层厚度最大12.6 μm,但氧含量较低。从焊缝内部向背面表层做EDS线扫描(图4(b)),可以看到焊缝表层部位的氧含量同样略有增高。

图4 采用Solar TYPE B型保护剂焊接接头SEM和EDS分析结果
为定量评估保护剂效果,在焊缝背面表层取样测定含氧量,结果显示接头背面表层氧含量为0.001 2%。在保护剂作用下,接头背面表层金属的含氧量极低,说明保护剂发挥了良好效果。
2.3 显微硬度
图5 为焊接接头的硬度分布。从图5 可见,焊缝区的硬度整体较高,而热影响区存在一定程度的软化,最低硬度为303HV10。焊接过程中,热影响区的金属虽未熔化,但与熔合线距离最近,受到焊接热量的影响极大,因此晶粒粗化明显。根据Hall-Petch 关系,晶粒越粗大,材料性能越差,因此热影响区的硬度下降比较严重。从图3(c)可知,焊缝区晶粒相对细小,且分布均匀,由于细晶强化的作用,硬度较高。总体来看,焊接接头的硬度与母材相比,波动较小,说明焊接对材料的力学性能影响不大。

图5 不锈钢焊接接头硬度分布
3 结 论
(1)采用Solar TYPE B 型保护剂,可以获得外观成形良好的304 奥氏体不锈钢GTAW焊缝。
(2)熔合线附近的焊缝组织为联生结晶的奥氏体柱状晶,焊缝中心组织为细小均布的奥氏体枝晶,平均枝晶间距为8.9 μm。
(3)焊缝背面表层金属中含有一定量的O元素,但氧化程度不大,说明保护剂的保护效果良好。
(4)焊接接头热影响区的硬度较低,而焊缝区硬度较高,但总体硬度值波动不大。
