双级间歇曝气高效反应器处理生活污水试验研究
2023-05-05陈彦昭管锡珺张明辉胡文韬陈计洋曹宇浩
陈彦昭,管锡珺,张明辉,胡文韬,陈计洋,曹宇浩
(青岛理工大学 环境与市政工程学院,青岛 266525)
随着我国国民经济和人口数量的急剧增长,城镇和农村的居民生活用水量也不断增加,部分地区生活污水的排放量倍增,其中农村生活污水呈现出分散式排放的特点[1],导致水源面临污染的可能性显著提升。
生活污水主要由三大部分组成,分别为洗浴废水、厕所废水和餐厨废水,污水的水质和特性具有较大差异,污水中具有许多有害物质,不仅会导致水体的富营养化[2],还威胁居民的饮水健康和生命安全,造成其他生产行业的严重经济损失,对生态系统的可持续性造成了永久的破坏。
鉴于上述污水污染现状,发展出了一系列生活污水的处理工艺。传统污水处理的核心工艺一般为生物滤池、A/O、A2/O等,生物滤池具有运行成本低和占地面积小的优点,但经过长时间运行后,不可避免会导致滤池堵塞。A/O,A2/O工艺不易产生污泥膨胀,但其回流污泥中硝酸根和溶解氧会破坏厌氧环境。目前新型处理工艺有智能型农村污水处理设备,污染物去除效果好;同时一体化污水处理设备也备受人们关注。前者实现智能远程控制,无需人工值守;后者占地面积小,但投资费用和维护费用较高。由于生活污水具有分布范围广、收集难度大的特点,不容易进行大规模集中处理,也不能生搬硬套现存的其他工艺。在现实生活中,需要优先考虑投资小、能耗低的高效工艺。因此,在现存工艺的基础上,探究一种高效、节能的新型环保反应器是尤为迫切的。
本实验采用自行设计的双级间歇曝气高效反应器,污水经两级反应器处理后,实现优化出水水质效果,待反应器运行稳定,控制容积负荷在1.5,2.0,2.5 kg/ (m3·d)参数下,由实际除碳脱氮效果,选择最佳运行工况。目的是能让该反应器充分地融入实际应用中,达到运行操作简便、节能高效的要求。
1 实验材料与方法
1.1 实验装置
实验装置如图1所示。本装置中一级反应器容积为150 L(长×宽×高=0.45 m ×0.45 m×0.75 m),二级反应器容积为80 L (长×宽×高=0.35 m×0.35 m ×0.65 m),一级反应器容积略大于二级反应器,两级反应器除容积不同外,其余结构均相同,反应器内含有曝气装置。装置材质为有机玻璃,构造简单,优点是方便实时观察实验现象,包括曝气气泡大小、数量和泥水混合形态等,根据不同实验现象,随时进行装置调控。
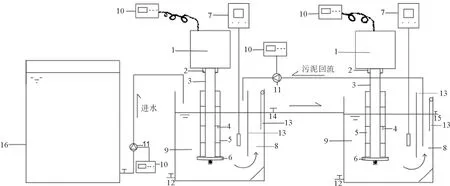
图1 实验装置及工艺流程1—电机;2—联轴器;3—轴承;4—固定支架;5—进气筒;6—曝气叶轮;7—溶解氧仪;8—沉淀区;9—曝气区;10—时间控制器;11—恒流泵;12—排泥口;13—竖直挡板;14—出水口;15—最终出口;16—进水箱
实验用水在污水泵作用下,送达实验室,存于600 L的水箱内,为保证均质进水,水箱配有搅拌装置。两个间歇曝气高效反应器除容积不同外,其余基本构造均相似。本实验采用间歇曝气的曝气方式,并实现同步进水、同步出水[3]。在反应区右侧设置竖直挡板,目的是在反应器中形成两个区域,左侧区域为曝气区,右侧区域为沉淀区,优点是保证污水先进入曝气区,之后进入沉淀区。曝气器由曝气叶轮、进气筒和钢轴三部分组成,在联动轴作用下,由旋转旋涡充分将气、泥、水三者混合,曝气叶轮实现曝气功能和推流效果。为了反应区整体的污泥浓度,于二级反应器内设置污泥回流通道,污泥回流比为30%。实验过程中,可根据负荷和工况需要,不断调控时间控制器,进而进行水质、水量调节。
实验污水进水到一级曝气区,过程中曝气装置不运行,两级反应区均处于停曝状态,进水完成,由不同运行工况选择不同曝气时间,一级曝气区开始曝气,经过曝气后,一级出水进入二级反应器,过程中曝气装置不运行,进水结束,二级反应器开始曝气,曝气完成后,进入沉淀状态,水流自下而上通过挡板通道,经过装置出水口,最终向往排水。两级反应器均结束曝气之后,混合液气、泥、水的搅动结束,反应污泥开始静沉,周期运行完毕,等待下一周期进水。
1.2 实验水质
实验用水为校园生活污水,污水的采集范围为学校区域,污水主要来源于校园食堂、职工家属楼和学生宿舍3个区域。实验用水自污水池泵送至实验室,经检测,污水的水质情况见表1。

表1 实验用生活污水水质
1.3 接种污泥
实验所用污泥取自某污水厂二沉池[4],取泥过程中,污泥颜色为黄褐色,污泥浓度约为6400 mg/L,取泥后立即开始培养。该污泥SVI值为63 mL/g,污泥接种量由反应器结构参数决定,一级反应器污泥量为80 L,二级反应器污泥量为45 L。
1.4 检测项目与方法
污染物测定中,氨氮和DO采用纳氏试剂分光光度法和溶解氧仪法测定;TN采用过硫酸钾氧化法测定;还需测定两级反应曝气区pH值和COD,采用玻璃电极法和重铬酸钾滴定法。
1.5 污泥驯化
根据反应器的结构特点和活性污泥的生长机理,选定了驯化阶段运行参数,目的是让污泥顺利完成驯化:一个周期中,周期时长为3 h,曝气时间为1.5 h;为保证污泥浓度,污泥回流比为30%,进水比为1/3,进水时长和沉淀时长均为30 min,由时间控制器控制曝气时间和进水时间,并依次进行。此阶段的pH为6.8~7.2,水温为16~22 ℃。历时33 d后,各污染物出水浓度均低于标准限值,其中COD去除率达到88.1%,氨氮去除率保持在90%以上,可以判断硝化菌等微生物得到了有效富集,可以开展后续实验,污泥驯化完成,此阶段反应器具有较强的抗冲击负荷能力。
2 优化实验及讨论
2.1 探究COD容积负荷1.5 kg/(m3·d)条件下的最佳工况
在驯化阶段运行参数的基础上,通过对控制参数的不断调节,确定了此阶段的3种工况,见表2。该阶段单个周期中,进水时长40 min,进水完毕开始曝气,污泥回流比为30%,周期时长为2.4 h,进水比为1/3,当日进水量由当天COD的浓度确定。本阶段为实验的第34—61天,水温为20~25.9 ℃,pH为6.8~7.2。其中负荷提升阶段是为了让反应器更快适应水质的变化,其运行工况与工况1相同。通过检测3种工况下的污染物进水浓度和出水浓度,分析反应器除碳脱氮效果,确定此阶段3种工况中的最佳工况。

表2 容积负荷1.5 kg/(m3·d)条件下的3种工况 min
2.1.1 除碳效果对比分析
3种工况的除碳效果如图2所示。由图2可知,此阶段时长为28 d ,COD进水浓度为246.2~314.82 mg/L,第34—61天,一级出水浓度超过标准限值,经二级反应器处理后,出水浓度满足50 mg/L以下的排放要求。第42—45天, COD进水浓度持续升高,一级曝气区出水浓度和二级曝气区出水浓度均无明显变化,COD去除率不断提升。第54—55天,COD进水浓度急剧升高,进水中有机物含量不断增多,两级出水浓度仍然维持在较低水平,微生物活性不断提高,进水中大量营养物质可被平稳消耗。第57—59天,COD进水浓度不断升高,一级出水浓度经过短暂升高之后开始降低,证明反应器具有一定的抗冲击负荷能力。在3种工况中,工况1的COD出水浓度较高,COD处理效果不理想。对于工况2和工况3来说,虽然它们的COD去除率并无明显差别,但工况3的曝气量远大于工况2,故从经济、高效方面考虑,选择工况2最佳。

2.1.2 脱氮效果对比分析
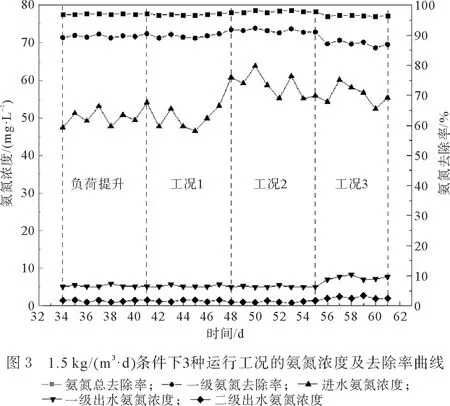
此阶段的脱氮效果如图3和图4所示。由图3可以看出,阶段时长为28 d,第55—61天,一级氨氮出水浓度升高,去除效果不佳,经二级反应器处理后,出水浓度稳定在标准限值之下。反应第46—48天,工况1中氨氮进水浓度不断升高,反应器仍能保证较低的出水浓度和较高的去除率,证明反应器具有较高的氨氮处理能力。在3种工况中,工况1的曝气时间过长,导致溶解氧过剩,阻碍反硝化过程的进行,整体反应器脱氮效果不佳。在工况2中,氨氮进水浓度的波动较大,但氨氮去除率保持在97.5%~98.4%。原因是污水中有机氮被转换为氨氮,在硝化作用下,氨氮进一步消耗,最终产物为亚硝氮、硝氮,整体氨氮去除效果较佳。在工况3条件下,曝气时间的缩短直接导致溶解氧的缺少,而溶解氧是硝化细菌参与反应的重要影响因素[5],导致硝化作用受到阻碍,氨氮去除率低于其他两种工况,从氨氮去除效果来看,工况2的处理效果最佳。

从图4可知,第45—48天,总氮进水浓度持续升高,但出水浓度无明显变化,反应器脱氮效果稳定。第49—53天,总氮进水浓度大幅度波动,但出水浓度维持在一定水平且持续较低,反应器脱氮效果良好。在工况1中,此阶段运行7 d,总氮进水浓度为55.4~66.9 mg/L,总氮去除率为74.7%~77.6%,原因可能是曝气装置的长期运行,导致反应区溶解氧富余,在有氧条件下,抑制了反硝化细菌活性,微生物未彻底参与到反硝化过程中,最终出水浓度徘徊在达标线附近,适当延长沉降时间可以提高脱氮效果[6]。在工况2中,运行时间为实验第48—55天,总氮进水浓度为62.4~72.8 mg/L,总氮进水浓度出现峰值,但出水浓度仍保持不断降低,脱氮菌不断密集生长,反应器的总氮去除率保持在86.2%~86.9%,证明反应器具有一定的抗冲击负荷能力。
综上所述,从反应器除碳脱氮的效果来看,此阶段的最佳工况为工况2。
2.2 探究COD容积负荷2.0 kg/(m3·d)条件下的最佳工况
在上一阶段3种工况中,工况2污染物去除效果较佳,因此在此运行参数的基础上,适当对参数进行优化,将其作为此阶段参数,该阶段单个周期内,进水时间30 min,周期时长2 h,阶段时长28 d,进水比为1/3,选定3种工况,各个工况参数见表3。其中第62—68天为负荷提升阶段,目的是使反应器快速地适应水质条件的变化,让实验稳定运行,其运行条件和工况1相同。
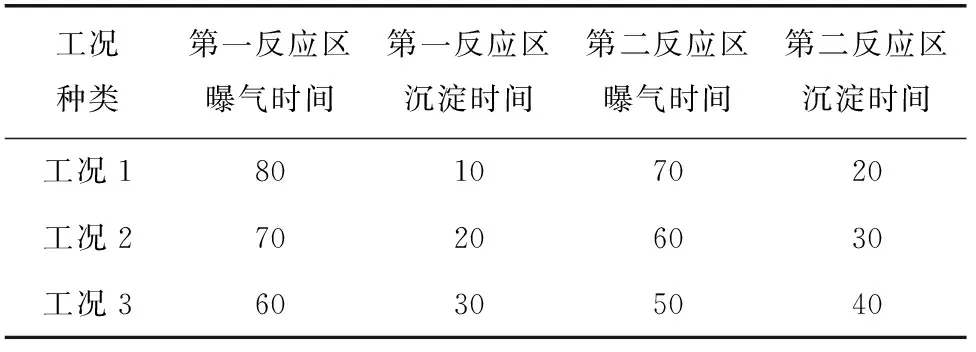
表3 容积负荷2.0 kg/(m3·d)条件下的3种工况 min
2.2.1 除碳效果对比分析
3种工况的COD去除效果如图5所示。由图5可知,阶段时长28 d, COD进水浓度为310.8~354.2 mg/L,第62—68天,COD出水浓度一直维持在标准限值附近,可见反应器能适应负荷的不断提升。第72—75天,COD进水浓度持续升高,微生物耗氧能力也相应提升,二级出水浓度稳定达标。第76—80天,COD进水浓度继续升高,两级出水浓度并无明显变化。第84—86天,COD进水浓度逐渐提升,曝气时长满足了微生物的需氧要求,一级出水浓度经过短暂升高后下降,反应器出水达标。在3种工况中,由于不同工况具有不同的曝气时间,不同曝气时长导致COD去除效果不同,整体上差异并不明显,COD一级出水浓度和二级出水浓度均保持在较低水平,去除率均值达到了87%。所以从COD的去除效果来看,3种工况的COD去除水平较高,出水水质均满足了排放要求,但从高效、经济方面考虑,工况3相比其他工况最佳。

2.2.2 脱氮效果对比分析
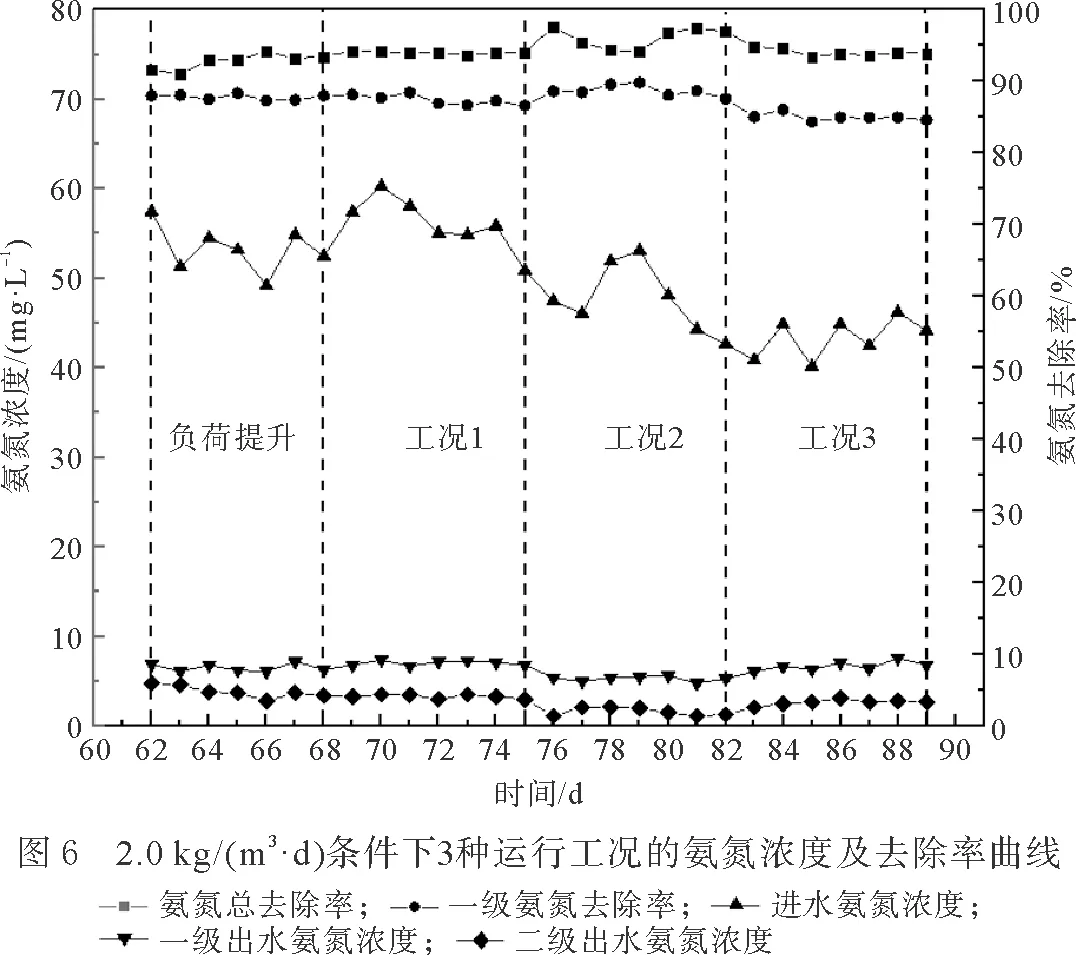
3种工况的脱氮效果如图6和图7所示。由图6可知,在工况1中,实验第68—75天,氨氮出水浓度保持稳定,满足标准排放要求,达到良好去除效果。在工况2条件下,阶段时长7 d,氨氮出水浓度达到最低值,氨氮的去除率为95.8%,反应器中微生物不断繁殖,包括大量的硝化细菌菌落,还有大量的氨化细菌菌落。此时溶解氧含量充足,有机氮被转换为氨氮,之后被转换为硝氮和亚硝氮,氨氮去除效果较好[7]。对于工况3而言,氨氮的去除率为89.8%,低于工况1和工况2。原因可能是工况3的曝气时长少于工况2,曝气时间过短,导致溶解氧减少,硝化反应进行不彻底,氨氮无法被转换为硝氮和亚硝氮,整体氨氮去除效果较差。

由图7可以看出,第68—70天,总氮进水浓度持续增高,二级出水浓度徘徊在达标线附近,反应器脱氮效果稳定。第77—79天,总氮进水浓度不断升高,两级出水浓度不断降低,反应器脱氮效果良好。在工况1中,总氮进水浓度为57.8~63.9 mg/L,出水浓度一直在达标线徘徊,最终未达到15 mg/L的排放标准。其中反应区曝气时间过长,导致污泥难以聚集,污泥活性不断降低,同时水中溶解氧过剩,反硝化过程进行不彻底,总氮出水浓度升高,最终脱氮效果不佳。对比工况2和工况3可知,工况2进水浓度较高,而出水浓度较低,证明工况2的曝气量可满足硝化反应的需要,总氮去除效果好。此时碳氮比保持在5左右[8],保证了反应器出水水质的稳定,总氮出水浓度稳定达标,去除效果较好。
根据以上分析,综合反应器整体的除碳脱氮效果,该阶段3种工况中的最佳工况为工况2。
2.3 探究COD容积负荷2.5 kg/(m3·d)条件下的最佳工况
基于上阶段COD容积负荷2.0 kg/(m3·d)的工况参数,通过对参数进行优化,确定了本阶段COD容积负荷2.5 kg/(m3·d)的工况参数:进水时长为30 min,周期时长为1.7 h,进水比为1/3。此阶段为实验第90—117天,由曝气装置进行调控,确定了3种运行工况,3种工况总时长为21 d,见表4。

表4 容积负荷2.5 kg/(m3·d)条件下的3种工况 min
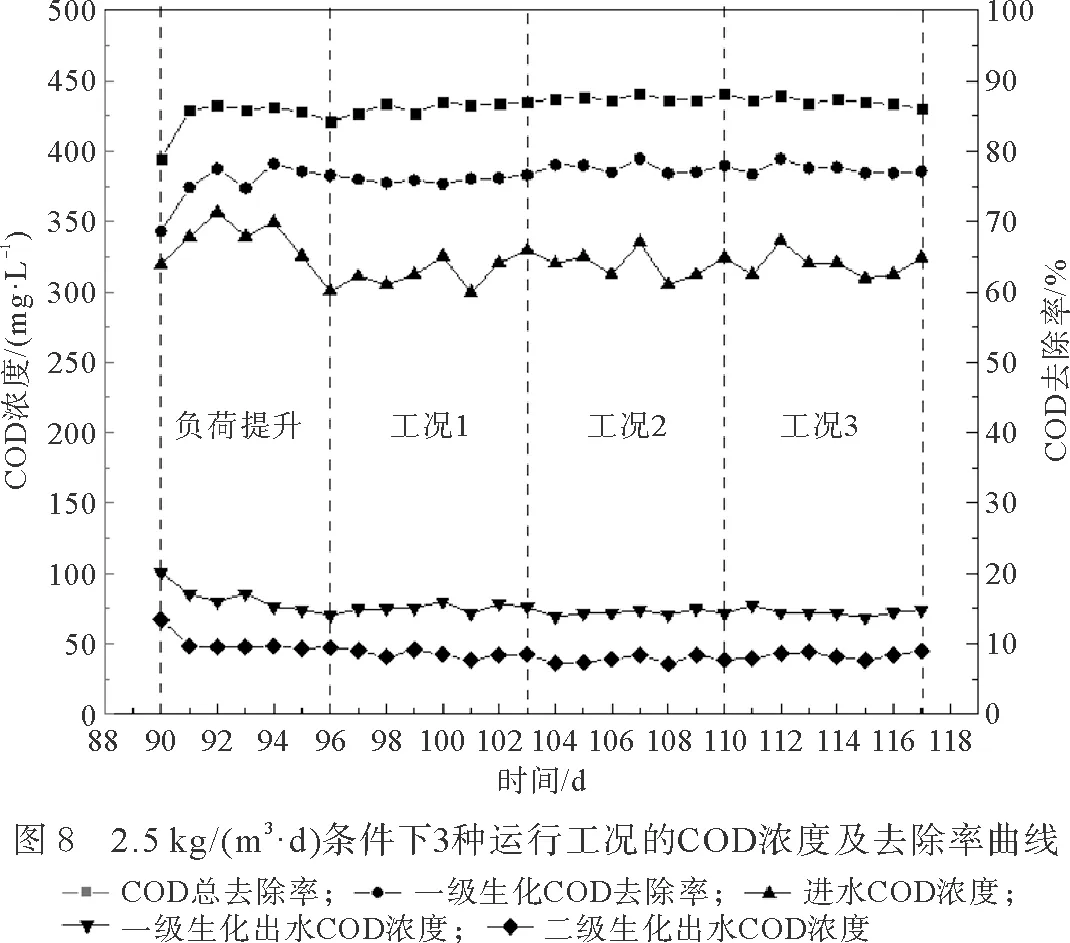
2.3.1 除碳效果对比分析
3种工况的不同COD去除效果如图8所示。由图8可知,COD进水浓度为299.6~356.6 mg/L,此阶段初期COD的出水浓度基本在50 mg/L以上,随着反应器的运行,COD出水浓度逐渐降低到50 mg/L以下。第96—100天,COD进水浓度逐渐升高,微生物获得更多营养物质,一级出水浓度稳定在较低水平,反应器COD去除效果稳定[9-10]。第106—107天,COD进水浓度升高,微生物不断富集生长,二级出水浓度稳定达标,反应器可以适应负荷不断提升。在3种工况中,COD一级出水浓度在50 mg/L以上,二级出水浓度均满足标准要求,COD去除率较高,反应器的除碳效果保持稳定。在3种工况中,工况2的COD出水浓度在34.8~41.1 mg/L,总去除率均值为88%,明显高于其他两种工况,所以单从COD的去除效果来看,最佳工况为工况2。
2.3.2 脱氮效果对比分析
此阶段氨氮去除效果如图9所示。由图9可知,氨氮进水浓度为35.2~46.7 mg/L,第112—116天,氨氮进水浓度不断波动,一级出水浓度也不断升高,异养菌耗氧速率较高,氨氮去除效果不理想[11],最终未达到标准要求。工况1和工况2的氨氮去除率分别为95.7%和93.3%,出水浓度达到标准要求,氨氮去除率较高。其中工况1的溶解氧和营养物质能满足相应的菌体需求,污泥一直进行氨氮的吸附,菌体活性较高,氨代谢能力强,氨氮出水浓度降低,硝化反应进行彻底[12],最终出水达标。相比工况1和工况2,工况1的去除效果较佳。在工况3中,阶段时长7 d,实验第112—117天,氨氮出水浓度明显升高,未达到良好去除效果。经分析,由于过短的曝气时间,导致溶解氧的减少,在缺氧条件下,硝化反应不彻底,氨氮形成积累,最终出水浓度不达标。

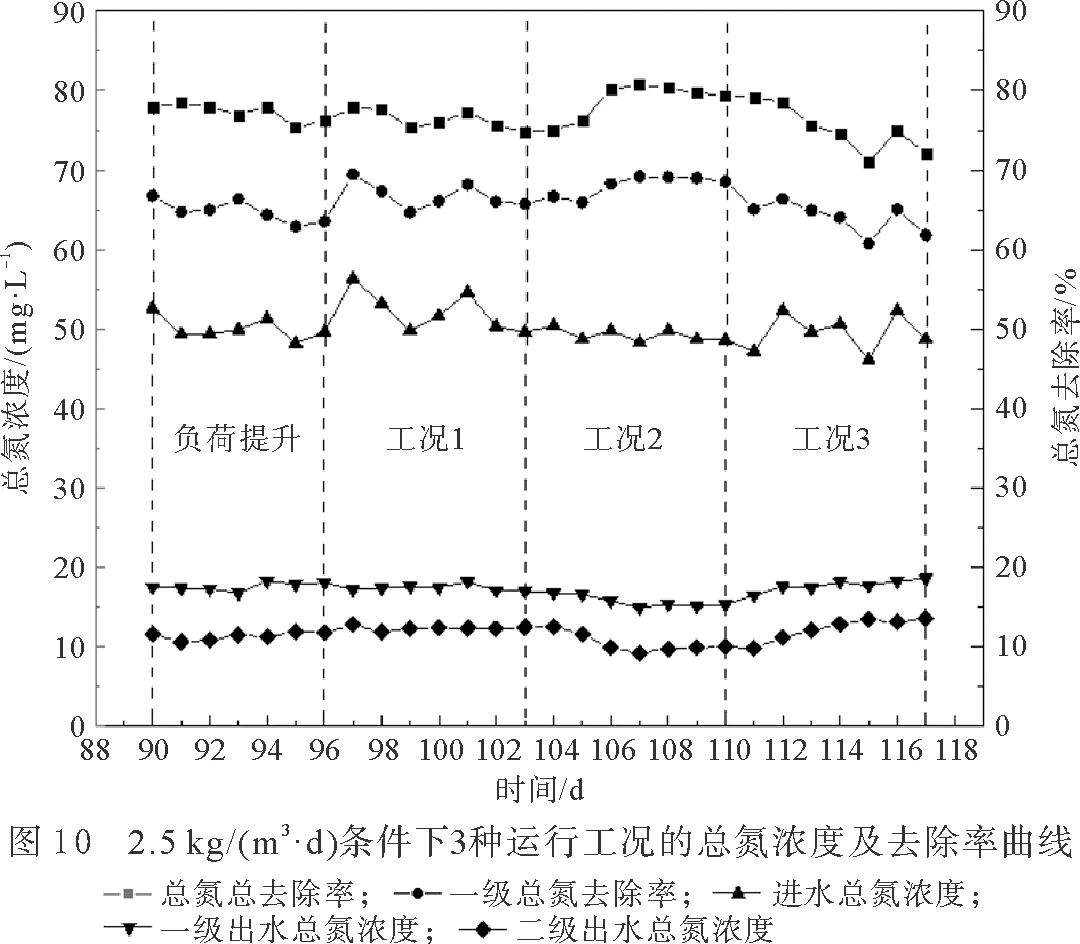
此阶段总氮去除效果如图10所示。由图10可知,第99—101天,总氮进水浓度不断升高,一级出水浓度稳定在较低水平,反应器脱氮效果稳定。第111—112天,总氮进水浓度急剧增高,二级出水浓度也开始升高,反应器脱氮效果不理想。三种工况中,工况1和工况2的总氮去除率分别为77.9%和80.2%,而工况3的总氮去除率为75.7%,同时二级出水浓度不断升高,未能达到标准要求。相比之下,工况1和工况2均优于工况3。其中工况1的一级出水浓度和二级出水浓度均高于工况2,分析原因可知,工况1的曝气时间过长,消耗了大量能量,使得反应器溶解氧充足,但碳源也被大量消耗,阻碍了反硝化阶段的进行,反应器总氮去除效果较差[13-15]。此时投加碳源可提高反应器脱氮效果[16-18],若碳源含量过高,会导致氨氮去除效果降低[19-20],因此适宜的碳氮比才能保证良好脱氮效果[21]。
从整体反应器的除碳脱氮效果考虑,工况2的运行效果是最好的。
3 结论
由污染物负荷和除碳脱氮效果可知,不同曝停时间对反应器总氮和氨氮去除效果影响较为明显,对COD去除效果影响较小,比选反应器除碳脱氮能力,3种容积负荷下的较佳工况均为工况2,对比出水水质,确定2.0 kg/(m3·d)容积负荷下的工况2为本试验最佳工况,运行参数为:进水比为1/3,进水时长30 min,周期时长2 h,污泥回流比为30%,一级反应区曝气时间为70 min,沉淀时间为20 min;二级反应区曝气时间为60 min,曝气结束开始沉淀,沉淀时间为30 min。此运行条件下COD总去除率为87.1%,总氮总去除率为81.9%,氨氮总去除率为96.2%。
本实验用水为实际生活污水,在实验过程中,虽然进水水质不稳定,负荷的波动较大,但氨氮、总氮和COD出水浓度均达标,污染物的去除率也维持在较高水平,证明本装置能有效用于生活污水处理,优化出水水质,拥有较高的抗冲击负荷能力,同时具有高效节能、经济实用等特点,有较大的应用价值。
