Y(NO3)3掺杂对AZ91D MAO涂层微观结构和耐磨性的影响
2023-05-04张红涛王铁成张云龙张海峰韩玉坤
张红涛,王铁成,张云龙,周 嵬,张海峰,韩玉坤
(安阳工学院 飞行学院, 河南 安阳 455000)
0 引言
镁合金因其低密度、高比强度、高比刚度、铸造性能、切削加工性能良好等特点,在航空、机械、电子、医疗器械等领域备受关注[1]。然而作为生物医用材料,镁合金极易腐蚀并且耐磨性较差,这将严重限制镁合金的应用领域推广,因此镁合金表面多功能化涂层的设计和制造技术是提升镁合金使用构件耐磨性能、保证使役性能的关键技术之一。目前围绕镁合金的表面改性强化技术,开发出各种不同类型的手段,主旨思想是提高镁合金的工程应用范围和开发深度。目前镁合金的表面改性技术主要包括化学镀[2]、热喷涂[3]、超音速火焰喷涂[4]、物理气相沉积[5]、化学气相沉积[6]、激光熔覆[7]、阳极氧化[8]、溶胶-凝胶[9]、微弧氧化等[10]。其中,微弧氧化(micro-arc oxidation,MAO)技术是在镁、铝、钛等轻金属表面形成一层陶瓷涂层。目前关于微弧氧化技术的研究相对较多,大都围绕电解液体系和电化学工艺参数等方面开展。电解液体系主要种类包括硅酸盐、磷酸盐和铝酸盐等体系,而电参数主要包括微弧氧化设备所能调控的实验参数,如恒压模式、恒流模式、频率、占空比、氧化时间等[11-14]。此外不同类型的微纳米颗粒被引入镁合金涂层中来,旨在提高涂层的耐磨性和耐蚀性等性能[15-17]。在前期工作基础上,笔者在硅酸钠电解液体系中掺杂微量稀土盐Y(NO3)3,重点研究Y(NO3)3掺杂对AZ91D镁合金微弧氧化涂层的相组成、微观形貌、显微硬度、摩擦因数、结合力等参数的影响,旨在为镁合金表面耐磨涂层设计提供实验依据。
1 材料制备与表征
利用线切割机将3 mm厚AZ91D镁合金板材切割成30 mm×30 mm试样,用80#、600#和1200#砂纸依次打磨,分别在酒精溶液中超声波清洗处理,利用低温烘箱干燥处理后待用。利用国产双极性脉冲电源微弧氧化设备进行试验,以镁合金试样为阳极、不锈钢板为阴极,在Na2SiO3-NaOH电解液下微弧氧化处理。微弧氧化电解液主要成份为:32 g/L Na2SiO3,4 g/L NaOH,4g/L EDTA-2Na,8 g/L NaF以及适量的Y(NO3)3。变化Y(NO3)3的含量,设置添加比例分别为0.005、0.010、0.015、0.020和0.025 mol/L,分别命名为S1-S5试样。作为对比样,S0试样对应的电解液中不添加稀土盐Y(NO3)3。微弧氧化工艺参数设置为:电压为300 V,占空比为0.15,频率500 Hz,处理时间为10 min。处理完的试样,用蒸馏水清洗,烘箱干燥处理后备用。采用德国Bruker D8型X射线衍射仪分析AZ91D镁合金微弧氧化涂层的物相组成,X射线衍射仪采用Cu靶材,管电压为40 kV。采用蔡司金相显微镜测试涂层金相组织及摩擦试验划痕。采用JSM-6360LV型扫描电镜进行涂层形貌观察。采用日本奥林巴斯激光共聚焦显微镜(OLS4100)测试涂层的二维形貌和表面粗糙度。采用HRD-1000TMC显微硬度计测试涂层维氏硬度,试验载荷为9.8 N,在保压时间10 s后结束试验,在试样不同区域选取五个压痕点测试,取平均值,显微硬度计算公式按照国标执行。利用SFT-2M型摩擦磨损试验机测试AZ91D镁合金微弧氧化涂层的摩擦因数,摩擦副为直径3 mm的GCr15高碳铬轴承钢球,载荷300 N,磨损划痕直径 6 mm,测试时间600 s。
2 试验结果与讨论
图1给出了不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的显微组织照片。未掺杂与低浓度掺杂Y(NO3)3的微弧氧化涂层均具有较为完整的形貌,没有明显的大面积腐蚀坑出现,这与微弧氧化工艺有关,考虑到微弧氧化时间相对较短,且电解液的浓度适当等因素,获得的微弧氧化涂层相对较为完整。而当Y(NO3)3掺杂量超过0.020 mol/L时,涂层中出现少量的腐蚀坑,这与电解液导电能力的变化有直接关系。
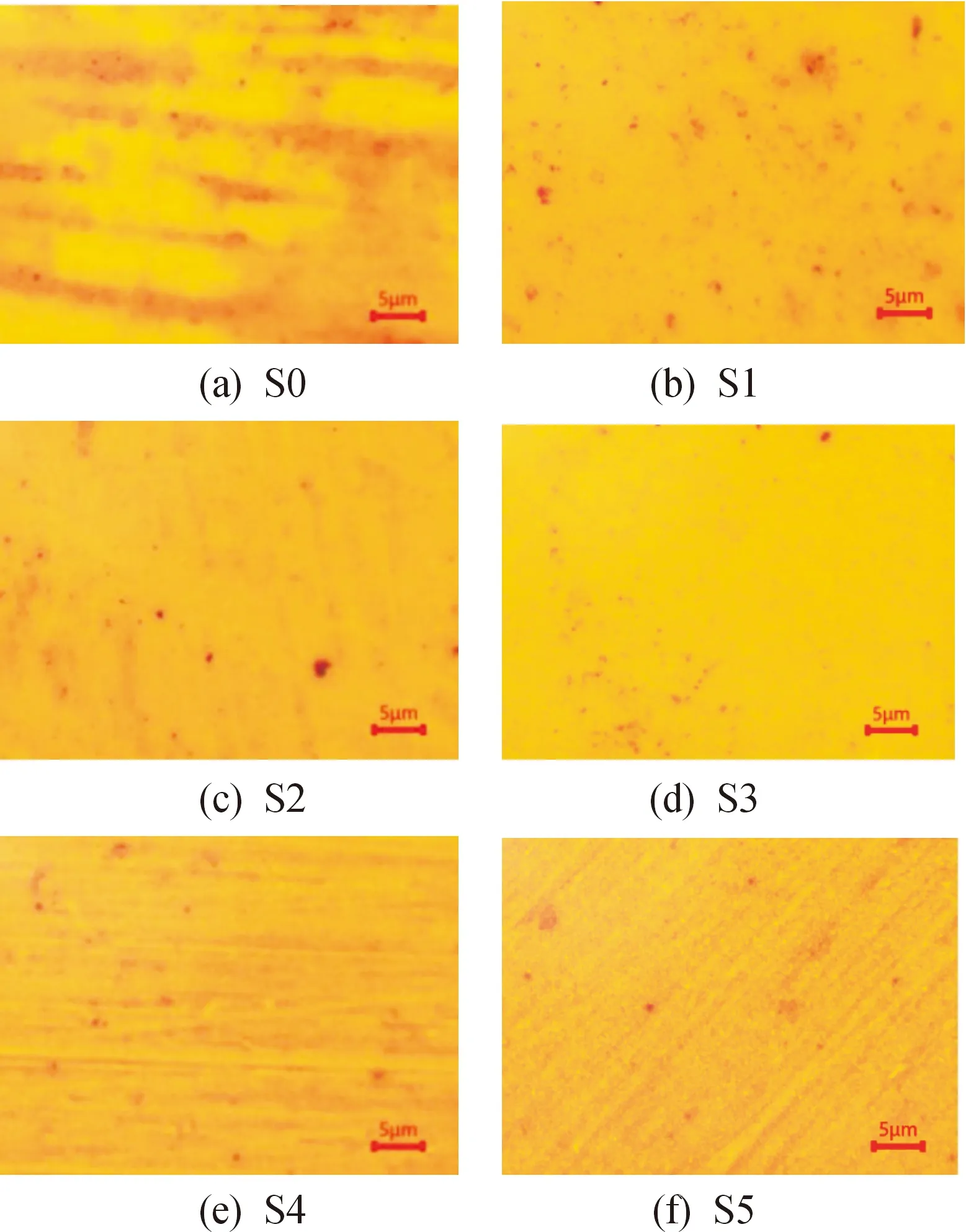
图1 不同Y(NO3)3掺杂量下AZ91D MAO涂层显微组织照片Fig.1 Micro-structure of AZ91D MAO coating with different Y(NO3)3 doping
图2所示为不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层微观形貌SEM照片。当未掺杂时,涂层的表面微孔较大。而当Y(NO3)3掺杂量在0.005~0.010 mol/L时涂层中的微孔尺寸变小,腐蚀坑的深度变浅。当Y(NO3)3掺杂量增加到0.015 mol/L时,涂层的表面变得更为光滑,微孔通道大部分被封闭,微孔数量明显变少。相关研究表明[18],电解液中添加适量稀土Y3+后,Y3+离子参与镁合金表面陶瓷涂层的形成过程,Y3+形成氧化物分布在新生成的陶瓷颗粒边界,起到钉扎作用,抑制陶瓷颗粒快速生长,有利于提高涂层硬度和耐磨性。而当Y(NO3)3掺杂量超过0.020 mol/L时,涂层的表面出现大量的非晶态物质。造成这一现象的原因是加入过量的Y(NO3)3导致电解液的导电性降低,而微弧氧化反应过程中生成的大量的热能无法快速耗散掉,因此导致电解液温度升高,同时在高热量条件下生成的反应产物遇见电解液后形成非晶态结构,覆盖在微弧氧化通道的表面。
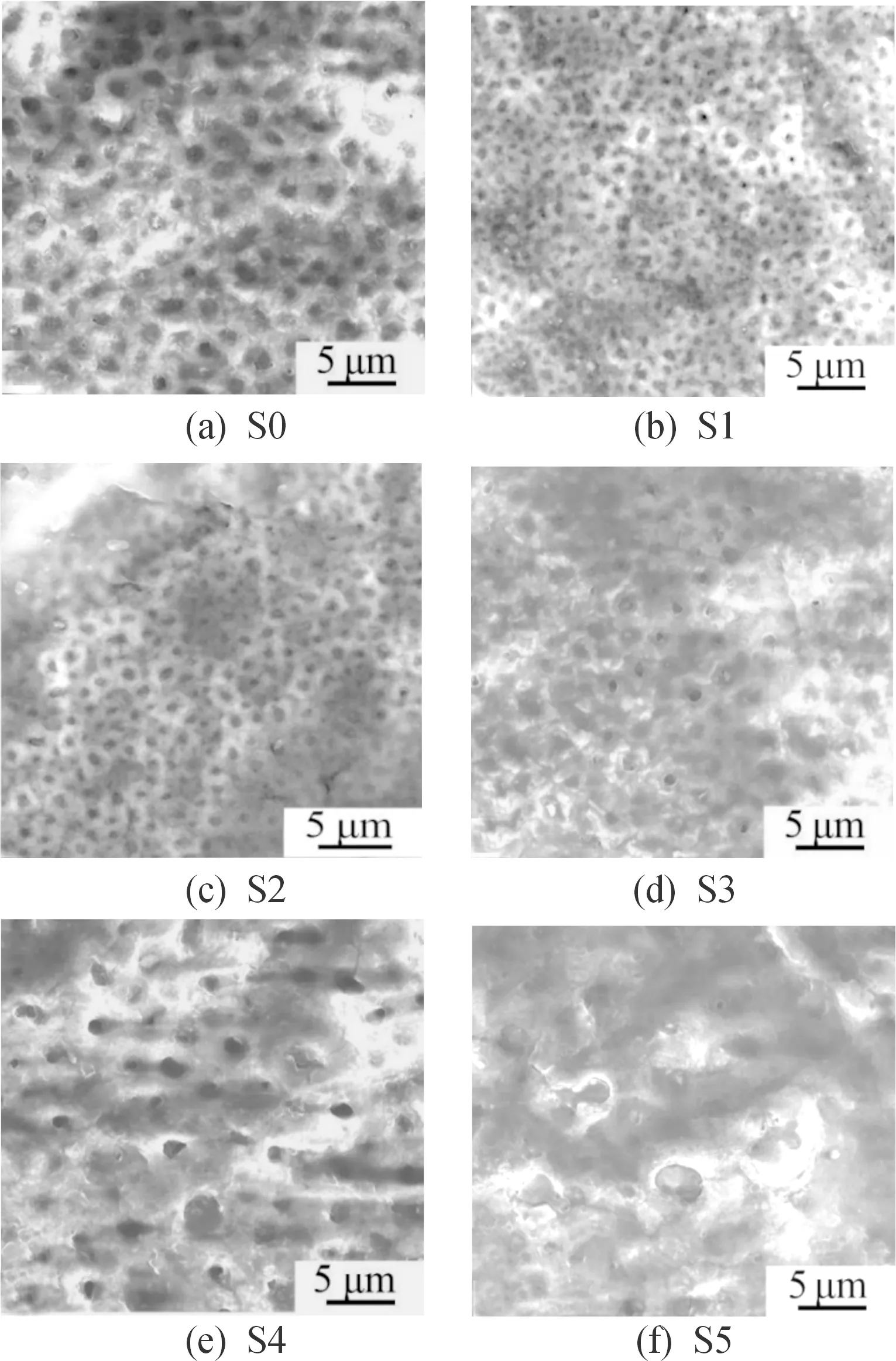
图2 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的SEM图像Fig.2 SEM images of AZ91D alloy MAO coating with different Y(NO3)3 doping

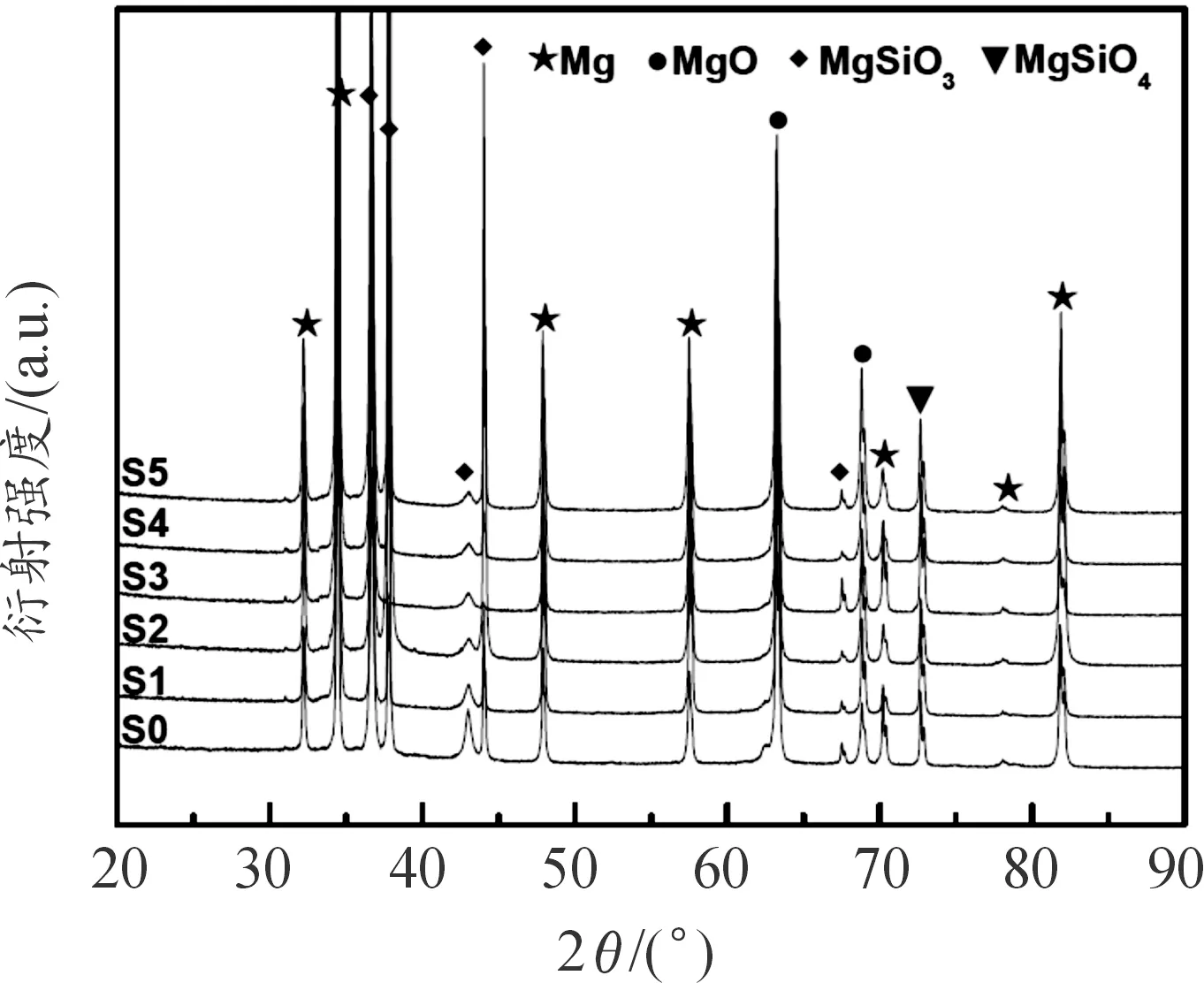
图3 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的XRD图谱Fig.3 XRD patterns of AZ91D alloy MAO coating with different Y(NO3)3 doping
图4所示为不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层表面粗糙度三维图像。对比镁合金MAO涂层的表面粗糙度三维图像可以发现,涂层的平整度较高,涂层的突起和凹坑不明显。在Y(NO3)3掺杂量低于0.015 mol/L时,涂层的表面较为光滑,没有明显的腐蚀坑痕迹。而当Y(NO3)3掺杂量高于0.020 mol/L时,涂层的表面出现腐蚀坑等缺陷,粗糙度略有增加。
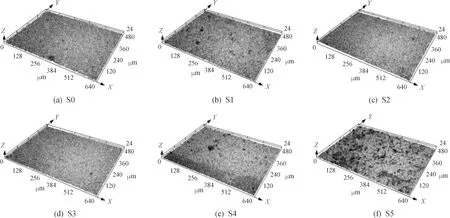
图4 不同Y(NO3)3掺杂量下AZ91DMAO涂层的表面粗糙度三维图像Fig.4 3-D images of surface roughness of AZ91D MAO coating with different Y(NO3)3 doping
图5所示为不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层表面粗糙度柱状图。表面粗糙度是宏观测量数据的平均值,难以精准地表征微观尺度的缺陷特征,只能在宏观上表征材料表面的平整度。对应试样S0~S5试样表面粗糙度分别为2.45±0.12 μm、1.96±0.14 μm、1.84±0.15 μm、1.75±0.13 μm、2.14±0.11 μm、2.32±0.14 μm。与未掺杂Y(NO3)3涂层试样相比,掺杂Y(NO3)3后试样表面粗糙度均有所降低。随着Y(NO3)3掺杂量增加,试样表面粗糙度呈现为先降低后增加的趋势。当Y(NO3)3掺杂量为0.015 mol/L时,涂层的表面粗糙度最小,约为1.75±0.13 μm。结合图1和图2分析发现,试样S3涂层表面的微孔通道被封闭后,涂层表面变得更为平滑,因此粗糙度降低。
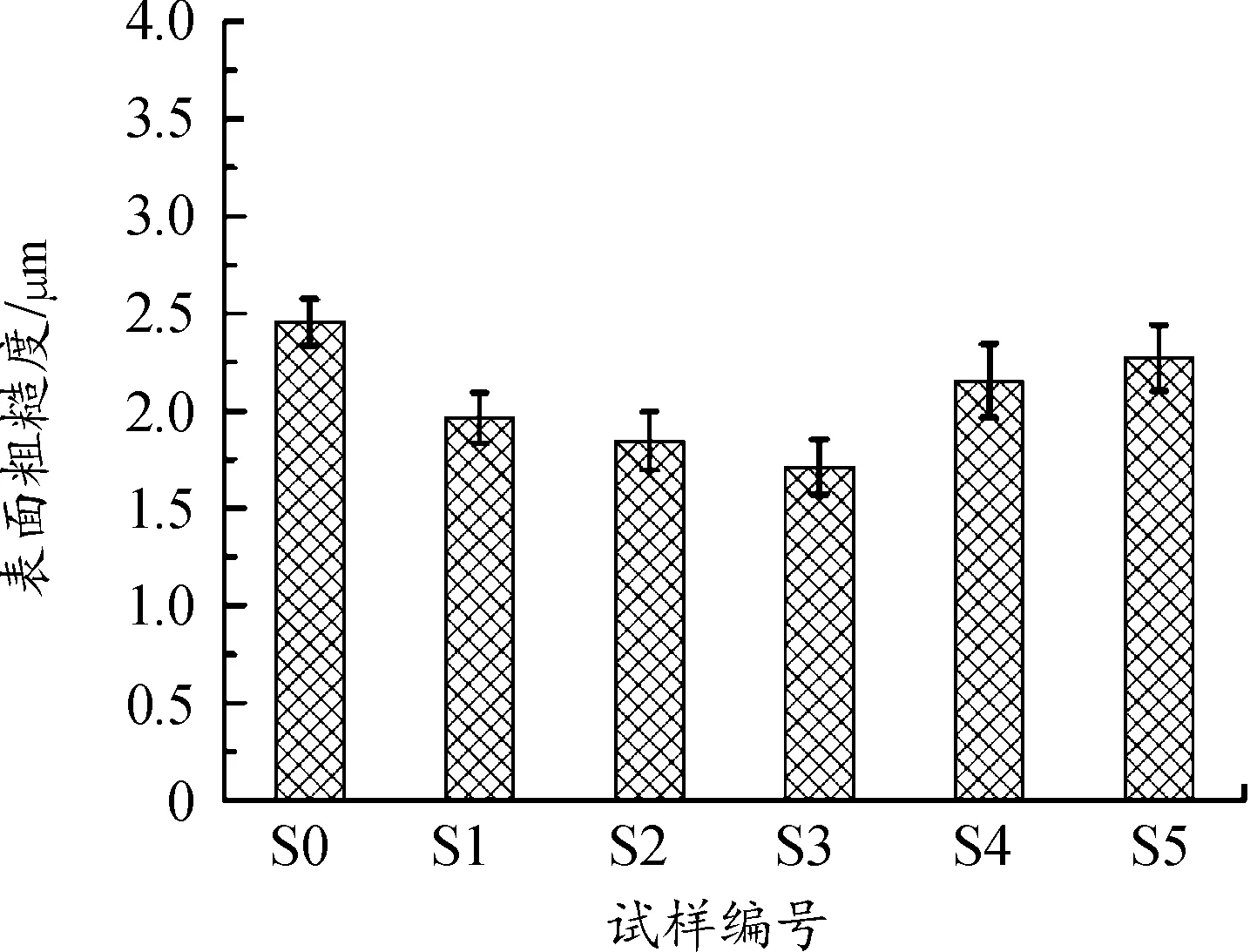
图5 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层表面粗糙度柱状图Fig.5 Surface roughness histogram of AZ91D alloy MAO coating with different Y(NO3)3 doping
图6给出了不同Y(NO3)3掺杂量下AZ91D镁合金微弧氧化涂层的显微硬度压痕。未掺杂Y(NO3)3时,涂层的压痕较深。而掺杂Y(NO3)3后涂层的压痕深度变浅。这说明电解液中掺杂Y(NO3)3能够提高涂层的显微硬度。随着Y(NO3)3掺杂量增加,涂层的压痕深度呈现为先减小后增加的趋势,即显微硬度先增加后降低,最大值出现在试样S3。
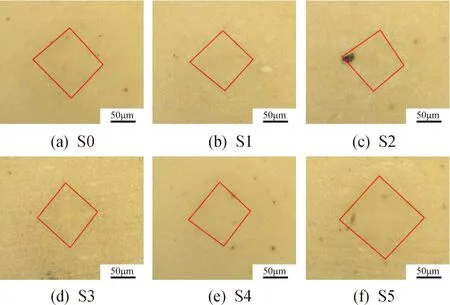
图6 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的显微硬度压痕Fig.6 Microhardness indentation of AZ91D alloy MAO coating with different Y(NO3)3 doping
图7为不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的显微硬度柱状图。对应试样S0~S5的显微硬度分别为116.9±7.4 HV1、136.9±8.3 HV1、187.3±7.9 HV1、382.6±7.6 HV1、268.5±8.2 HV1和148.6±7.5 HV1。原始镁合金的显微硬度约为85.0 HV1,而经过微弧氧化处理后涂层的显微硬度均有所提高。当未掺杂Y(NO3)3时,镁合金MAO涂层的显微硬度116.9±7.4 HV1,而掺杂Y(NO3)3后,涂层的显微硬度比未掺杂涂层高。这说明引入稀土盐Y(NO3)3能够提高涂层的硬度。随着Y(NO3)3掺杂量增加,涂层的显微硬度先增加后降低,最大值出现在试样S3中,即Y(NO3)3掺杂量为0.015 mol/L时,此时微弧氧化涂层的显微硬度值最大,为382.6±7.6 HV1,达到基体硬度的4倍以上。本试验中虽然处理时间相对较短,涂层的厚度相对较薄。但当在电解液中引入适量的稀土盐后,涂层的致密性较好,涂层中致密层的比例更高,涂层中生成的陶瓷晶粒更为细小,这有助于硬度提高。
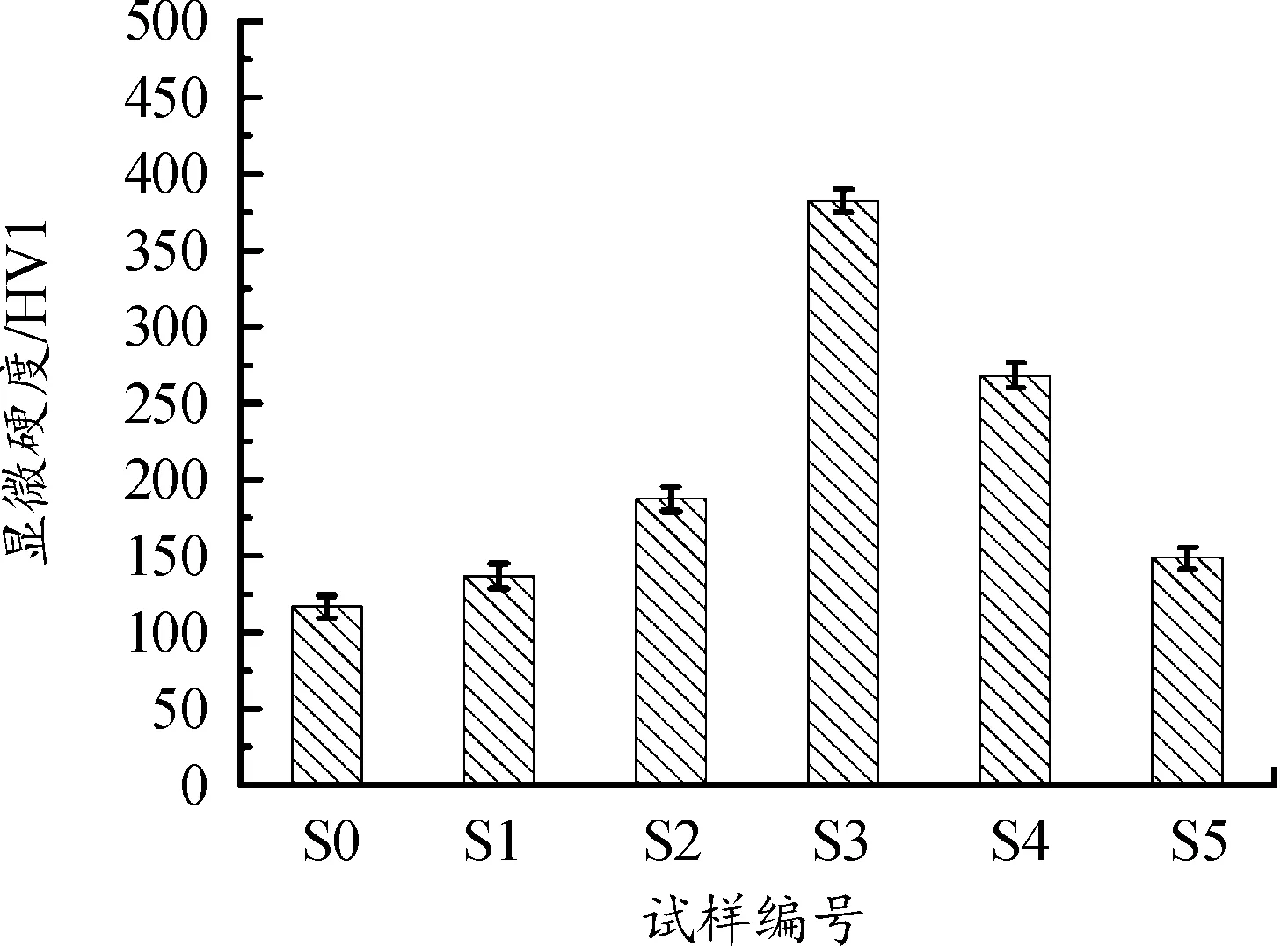
图7 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的显微硬度柱状图Fig.7 Microhardness histograms of AZ91D alloy MAO coating with different Y(NO3)3 doping
图8所示为不同Y(NO3)3掺杂量下AZ91D镁合金微弧氧化涂层的摩擦因数曲线。随着摩擦时间增加,涂层的摩擦因数的变化趋势相似。当电解液中未掺杂Y(NO3)3时,微弧氧化涂层的摩擦系数较高,约为1.05~1.10。而电解液中掺杂Y(NO3)3后,微弧氧化涂层的摩擦系数均有所降低,降低程度相近。当Y(NO3)3掺杂量在0.005~0.015 mol/L时,涂层的摩擦因数约为0.60~0.65。而当Y(NO3)3掺杂量超过0.020 mol/L时,涂层的摩擦系数略有提高,约为0.70~0.75。经初始阶段的短暂磨合期后,涂层摩擦系数的变化趋于平稳。微弧氧化涂层表面形成的陶瓷相微凸体的硬度较大,使剪切应力变大。随着摩擦时间延长,涂层的磨损量将会增加,经过初期的磨合后,试验载荷下摩擦表面的接触应力低于微弧氧化涂层的屈服应力,涂层磨损处于平稳状态,即摩擦因数曲线相对较为平缓。
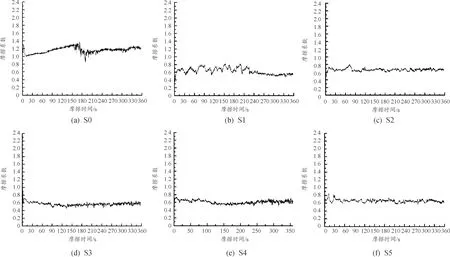
图8 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的摩擦因数曲线Fig.8 Friction coefficient curves of AZ91D alloy MAO coating with different Y(NO3)3 doping
图9所示为不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的划痕形貌图像。对应试样S0~S5,试样摩擦划痕的摩擦环宽度分别约为1 051、945、775、653、836、887 μm。当电解液中未掺杂Y(NO3)3时,摩擦环相对较宽,而掺杂Y(NO3)3后,涂层的摩擦环宽度均有所降低。随着Y(NO3)3掺杂量增加,涂层的摩擦环宽度呈现出先降低后增加的趋势,最小值出现在S3试样,即Y(NO3)3掺杂量为0.015 mol/L时。摩擦环的宽度变化与涂层的硬度、致密层的厚度以及涂层表面生成相的成分等因素有直接关系。结合图2、图3和图6分析发现,S3试样的表面较为光滑,涂层致密度较好,这将导致涂层硬度变大,耐磨性提高,摩擦系数降低。在相同载荷力作用下摩擦时,摩擦副从涂层表面滑过,涂层表面材料在拉应力与压应力交替作用下出现疲劳损伤。当疲劳损伤积累达到一定程度时,在涂层表面的缺陷处就会形成微裂纹。在持续载荷作用下,涂层中生成的裂纹不断扩展、增殖。当超过临界尺寸值时涂层就会出现部分脱落,形成微细磨屑。在后继摩擦过程中这些磨屑将成为摩擦副和涂层间的第二相磨粒,参与摩擦过程。因此磨损机制表现为磨粒磨损。
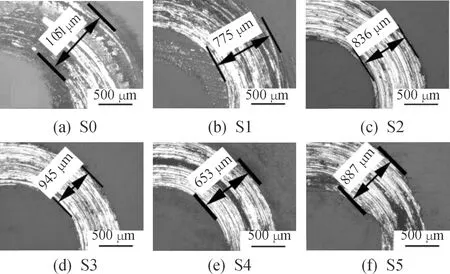
图9 不同Y(NO3)3掺杂量下AZ91D镁合金MAO涂层的划痕形貌图像Fig.9 Scratch morphology images of AZ91D alloy MAO coating with different Y(NO3)3 doping
3 结论
针对AZ91D镁合金的耐磨性差等问题,本文采用微弧氧化技术在AZ91D镁合金表面获得耐磨性较好的陶瓷涂层。结论如下:
1) 经微弧氧化处理后镁合金涂层由MgO、MgSiO3和Mg2SiO4等相组成,在掺杂Y(NO3)3后涂层中MgSiO3相含量略有增加。当Y(NO3)3掺杂量超过0.015 mol/L时,微弧氧化涂层中的微孔通道明显减少,涂层表面趋于光滑。当Y(NO3)3掺杂量过高时,涂层中局部区域出现腐蚀坑。
2) 经微弧氧化处理的涂层显微硬度均高于基体。当Y(NO3)3掺杂量超过0.015 mol/L时,涂层显微硬度值最大,约为382.6±7.6 HV1,达到基体硬度4倍以上。
3) 随着Y(NO3)3掺杂量增加,涂层的摩擦因数呈现出先降低后增加的趋势,最小值出现在试样S3时,摩擦因数约为0.60~0.65,耐磨性有所提高。
