浅析3D扫描在Notebook产品中的应用
2023-03-30胡传根闫拴平黄宁燕
胡传根 闫拴平 黄宁燕 魏 坤
(合肥联宝信息技术有限公司,安徽 合肥 230000)
引言
受益于全球移动办公的需求,笔记本电脑出货量的巨大基数。叠加全球疫情的影响,居家办公提升对笔记本电脑的需求。据统计,2020年全球笔记本出货量为2.062亿台,同比增长28.71%。2021年全球笔记本出货量达2.461亿台,同比增长19.35%。

图1 2016-2021年中国笔记本电脑出口数量及增速
在这样的趋势下,如何提高NB开发、制造水平是个大问题。要想在国际市场站稳脚跟,必须迅速提高NB开发和制造的效率和精度。 但在这过程中,对整个机构的尺寸有很强的要求,如果偏差太大,就可能达不到设计的实际效果。3D扫描仪开始进入这一行业,有效地解决这一难题。依赖计算机图像处理技术和光学技术,更能立体、完善地展现客观零件的机构尺寸信息,同时也成为研发、制造的重要开发量测工具。
一、3D扫描简介
3D扫描是集光学、机电和计算机技术于一体的高新无损检测技术,能够对实物的空间外形、结构乃至色彩进行扫描,将立体信息转换为计算机能直接处理的数字信号,获得物体表面的准确空间坐标,为实物数字化提供了快捷、精确及方便的手段,提升产品质量,优化工艺流程,促进生产效率。
3D扫描仪的光源一般为激光。激光以其单色性、亮度高、发散小等优点成为早期三维光学测量系统的首选光源。最新扫描仪的光源为蓝色激光,蓝光的波长更短,并且光源为LED冷光源,光源能耗更低,抗干扰能力强,以及对环境要求低等特点,已经得到广泛应用。
3D扫描仪可以实现最高效的全尺寸检测,可自由扫描工件的任意位置,精确分析任意位置的偏差。 基于扫描数据,与3D数模比较,生成颜色误差色谱、偏差注释、尺寸测量、几何公差检测和直观检测报告。
二、3D扫描技术分类
3D 扫描是一种能够以多种方式扫描物件后,将其实物三维信息转换为3D数字化模型的一种技术,其主要分为两大类型:"接触式 "和 "非接触式"3D扫描。这两大类型的区别,顾名思义即有无碰触到物件,碰到的为接触式,没碰到为非接触式。
在我们NB行业,选用的是非接触式3D扫描系统。
三、被动式3D扫描的测量原理
非接触式3D扫描:采用最先进的三重扫描和蓝光技术(见图2),投影设备将蓝光光栅投影到工件上,再由左右两个CCD镜头摄取影像,最后经由软件的高度解析方法,运算出NB工件的三次元点群。其测量面积为80 x 60mm,测量精度可达8um,结合GOM Professional Inspect测量软件以及全自动转台可以将点云文件转换为实体模型,利用参数化测量,完成各种元素拟合以及测量,轻松完成重复性测量任务。
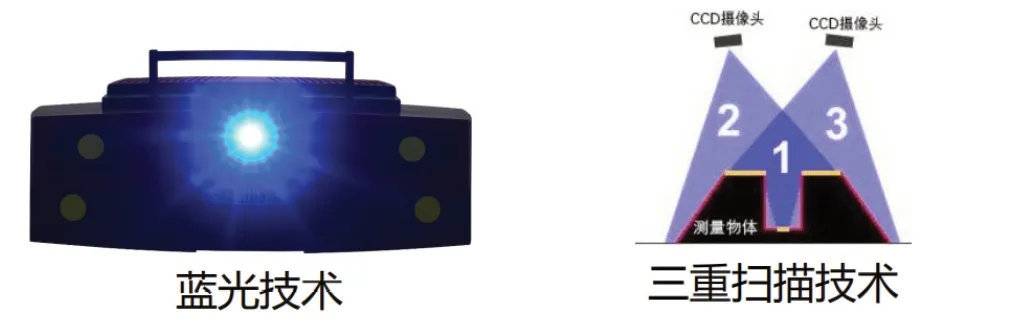
图2 蓝光技术加三重扫描技术
四、3D扫描在notebook产品上的应用
随着3D扫描测量技术的不断进步,其在NB产品上的应用的范围越来越广泛,其中比较典型的主要包括:材料厚度分析、工件变形度分析、尺寸管控、卡钩分析、BOSS柱分析等方面。
下面以NB A cover为例,对其进行数字化检测分析。在没有3D扫描介入前, A cover各项检测多依赖检具和手动量测工具。3D扫描对A Cover的整个操作流程如下:
步骤1:A cover喷粉。ATOS测量头发出的蓝光没办法直接照射到这三种件:a、透明件;b、高反光件;c、黑色吸光件。所以在扫描之前,需要对被测物体的表面喷涂二氧化钛粉来处理,如下图3所示:

图3 喷粉
步骤2:通过ATOS高精度蓝光扫描检测系统进行三维扫描,将A cover放置在转台的治具,转动转台,进行三维扫描(见图4)。(该工件结构较为复杂,在扫描时每次转动幅度可以相对较小,获取完整数据)

图4
ATOS采用蓝光技术和最先进的三重扫描,有效改善镜头畸变带来的数据误差,准确获取工件边缘高质量数据。
ATOS最高精度可达0.008mm,且重复性精度稳定,同时获取的数据细节完整丰富,为后续的三维检测提供高质量的数据基础。
步骤3:再利用GOM Professional Inspect测量软件可以将STL点云文件转换为实体模型,与原始设计数据相拟合,快速得到可视化偏差报告
1.材料厚度分析
曲面材料厚度分析色彩图(见图5),识别凹陷和缩痕的位置,直观反应材料厚度偏差。
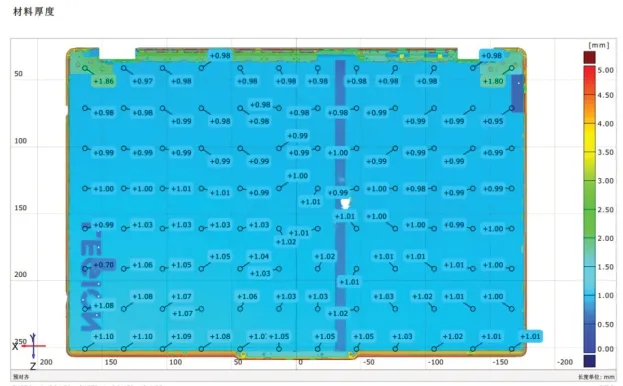
图5 材料厚度分析
2.变形度分析
与CAD对比的曲面误差色彩图(见图6),完整的显示A cover样品与CAD的误差分布,翘曲变形。更直观显示变形位置,精准分析周边曲线曲率的变化等,为工艺参数的调整提供明确的方向与数值。使得模具修改,调试,CNC机加工这几个重要环节能够顺利开展,减少各环节测试的时间与频次,加快NB整体生产进度,大大提高生产效率。
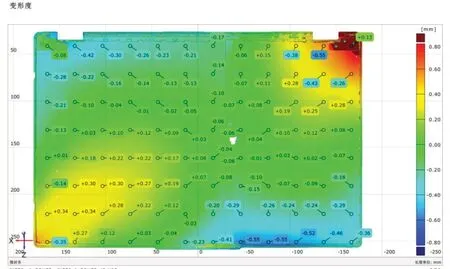
图6 变形度分析
3.关键尺寸管控
尺寸在notebook设计及生产过程中是最基本也是最重要的控制要素之一。我们传统测量工件尺寸用的是游标卡尺,二次元等方法。在测量的过程中,精度有限,人为误差,耗费时间长等,满足不了现在notebook行业快速发展的需求。
现在通过Atos 3D扫描,将扫描得到的STL点云网格导入GOM Professional Inspect测量软件,五分钟能快速得到关键尺寸的数值,与理论3D尺寸做比较(见图7)。
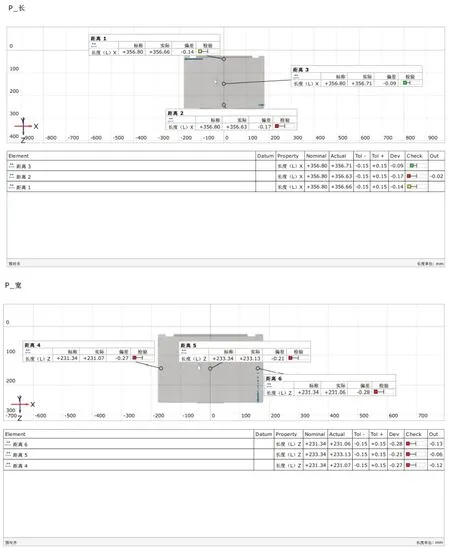
图7 关键尺寸分析
4.结构卡勾分析
传统测卡勾,需要把卡勾剪下来,通过二次元来测,整个过程耗时长。同时NB 结构卡勾数量多,就会造成工作量大,繁琐。
现在用ATOS 3D扫描,只需要把扫好的STL点云网格导入GOM Professional Inspect测量软件,10分钟能得到卡勾与理论3D对比的误差色彩图(见图8),直观显示卡勾的品质,符不符合标准。
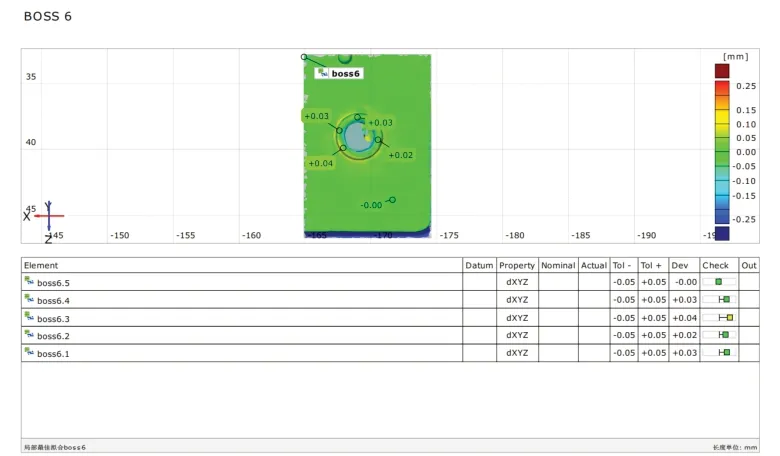
图8 卡勾分析
通过3D扫描检测分析,可以快速、准确完成所有卡勾的测量,加快NB结构尺寸确认时效,大大提高生产效率。
5.Boss柱分析
Boss柱是NB产品中重要的衔接固定结构,主要起到定位和紧固作用。因此对boss柱的检测是必不可少。
传统检测BOSS柱,是通过高度规,二,三次元检测,过程繁琐,耗时长,存在人为误差,用Atos 3D扫描可以快速得到BOSS柱的分析报告(见图9)。通过色谱图直观展示B0SS柱的变形趋势,助力工艺参数的快速修正,从而加快研发阶段的结构确认时间。

图9 BOSS柱分析
五、3D扫描带来的益处
1.提升试模环节效率
众所周知,NB的设计、制造和试模的周期长。特别是试模需要一次次调试,找到最佳的生产工艺条件。3D扫描可快速实现样品的三维检测,锁定工件的变形趋势、具体尺寸及工艺参数,从而加快各个结构确认环节的进程。
2.高效进行成品检测
单个工件检测在小批量试产之后,可以实现高效全检,在大批量生产时可进行高效抽检。
六、3D扫描在NB行业的未来前景
ATOS 3D扫描测量技术的日益成熟和发展,为NB行业提供了高效的三维数字解决方案。而随着NB精细化要求越来越高,对测量系统的特殊需求也在提升,实现针对特定应用场景进行个性化定制。
未来应用场景:
1.模具公母模仁结构尺寸确认
2.NB 机构件的结构尺寸应用
3.精密仪器仪表等结构件尺寸的量测
4.NB机构件生产过程中的抽检,入料检验等
结语
本文从前期准备、数据采集、数据处理等主要步骤出发,提出了ATOS 3D扫描在NB产品上的应用。通过本次应用分析,可见ATOS 3D扫描数字化检测技术与传统测量技术相比具有以下优势:
(1)通用性强,无论何种形状的工件,均可使用同一台设备进行检测,解决了传统辅助检测工具繁多的困扰。
(2)速度快,距离在200*140以内的工件,扫描时间在30分钟以内,检测时间在10分钟以内(在完成软件首次路径编程后)。
(3)无损检测、结果准确,测量过程中不会触碰工件,不会因工件受力形变产生测量偏差,ATOS精度水平计量级达到最高0.008mm。
本次ATOS 3D扫描检测用于A cover,得到了想要的检测结果。纵观整个NB行业,存在着大量的工件检测需求,而传统检测方式无法高效解决,而ATOS 3D扫描检测可以补充这一空缺,未来更多的应用场景等待着去开拓。
