Q开关Nd:YAG激光治疗机关键参数计量检测装置研制
2023-03-21吴福宝胡志雄段亮成许宝忠刘文丽姚建铨
吴福宝, 胡志雄, 段亮成, 钟 凯,许宝忠, 刘文丽, 姚建铨
(1.天津大学 精密仪器与光电子工程学院,天津 300072;2.中国计量科学研究院 医学计量中心,北京 100029)
1 引 言
激光医学已成为当今临床医学的重要组成部分。近年来,全球激光治疗市场出现激增,目前中国大型三甲医院均已建立了激光医疗中心及相关部门,很多的中小型医院也成立了激光医疗科室,大型美容连锁店对激光技术更是趋之若鹜,国内市场对激光医疗设备的需求呈井喷之势[1~4]。激光治疗机使用的脉冲激光峰值功率高、能量大,临床应用时应十分关注其安全性和有效性。但是,目前市场上激光治疗机的质量参差不齐、鱼龙混杂,很难保证其安全有效,因此对激光治疗机关键性能参数的计量检测十分关键且势在必行。由于激光器的关键参数是物理参数,研究起来相对比较容易切入,因此将其作为激光医学领域计量研究的突破点。
虽然国家在2016年已经正式发布了目前最新版本的《JJG 581-2016医用激光源检定规程》,但由于医用激光的种类很多,而规程为了覆盖面更广,反而无法匹配每一种特定激光治疗设备的关键参数[5,6]。对激光治疗机而言,除了设备所用到的激光源功率或能量很重要之外,其他技术参数如脉冲宽度、光斑尺寸、激光治疗面能量密度、波长稳定性等也对治疗效果甚至安全有重要影响,医院非常关注[7~9]。而且,从近几年计量系统基层和临床使用单位的反馈来看,医用激光治疗设备的计量检定实际执行率普遍很差,针对Q开关掺钕钇铝石榴石(Neodymium-doped Yttrium Aluminium Garnet,Nd:YAG)激光治疗机关键参数的计量检测,目前处于空白状态。
本文基于虚拟仪器技术(laboratory virtual instrument engineering workbench,LabVIEW)和USB总线技术[10~13]设计研制了一套激光治疗机关键参数计量检测装置,并完成了性能测试。LabVIEW是由美国国家仪器公司(National Instrument,NI)研发的程序开发环境,其使用的是图形化编辑语言G语言(graphics language)编写程序,产生的程序是框图形式,是NI设计平台的核心,也是开发测量或控制系统的理想选择。该检测装置具有操作简单、使用方便、测试精度高、节约开发成本等优点,具有很高的实用价值[14,15]。
2 激光治疗机计量检测装置的整体设计
2.1 硬件体系结构
Q开关Nd:YAG激光治疗机计量检测装置针对计量检测过程中的特点及需求,硬件系统集成了PC示波器、光电探头、光谱仪、光纤探头、能量计探头、功率计探头、Juno数据采集器和二维步进位移台等模块。图1为Q开关Nd:YAG激光治疗机计量检测装置硬件体系结构框图。

图1 Q开关Nd:YAG激光治疗机计量检测装置硬件体系结构Fig.1 Hardware architecture of metrology and detection device of Q-switched Nd:YAG laser therapy apparatus
其中,PC示波器和光电探头构成激光脉宽测量模块;光谱仪和光纤探头构成激光波长测量模块;能量计探头与Juno数据连接器构成激光能量测量模块和重复频率测量模块;功率计探头与Juno数据连接器构成瞄准激光功率测量模块;治疗激光能量测量模块结合二维步进位移台构成治疗面光斑尺寸和束散角测量模块。所有测量模块都是通过USB接口与工控机进行通信。
2.2 软件体系架构
Q开关Nd:YAG激光治疗机计量检测装置集成中,硬件设备能够完成被检设备输出信号的采集,而硬件设备的控制和所采集到数据的处理分析需要模块化软件来实现。
Q开关Nd:YAG激光治疗机计量检测装置的软件架构设计是整个计量检测装置的核心,数据采集和分析、人机交互和报告输出等功能的实现都要依赖于计量检测装置的软件系统。Q开关Nd:YAG激光治疗机计量检测装置软件架构的设计直接关系到整个装置集成后的性能。图2为Q开关Nd:YAG激光治疗机计量检测装置的软件架构。

图2 Q开关Nd:YAG激光治疗机计量检测装置软件架构Fig.2 Software architecture of the metrology and detection device of Q-switched Nd:YAG laser therapy apparatus
仪器驱动层、装置服务程序和装置应用程序共同构成了Q开关Nd:YAG激光治疗机计量检测装置软件系统。其中装置服务程序由模块化程序、工具包和LabVIEW组成。装置的软件架构从上至下,上级程序可以调用下级程序。
2.3 装置整体设计
结合硬件体系结构,可以建立出本文研制的Q开关Nd:YAG激光治疗机计量检测装置的总体测量方案框图,如图3所示,主要分为治疗激光测量和瞄准激光测量两部分。治疗激光测量参数包括:脉宽、波长、能量、重复频率、治疗面光斑尺寸和束散角;瞄准激光测量参数包括功率和波长。
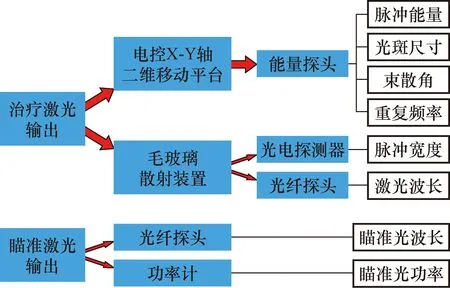
图3 激光治疗机计量检测装置的总体测量方案框图Fig.3 Block diagram of the overall metrology scheme of the measurement and detection device of the laser therapy apparatus
结合软件体系架构,可设计系统软件结构图如图4所示。利用软件来实现数据的采集和处理,测试软件的主程序流程如图5所示,主程序通过调用相应的子程序完成系统性能参数的计量检测。
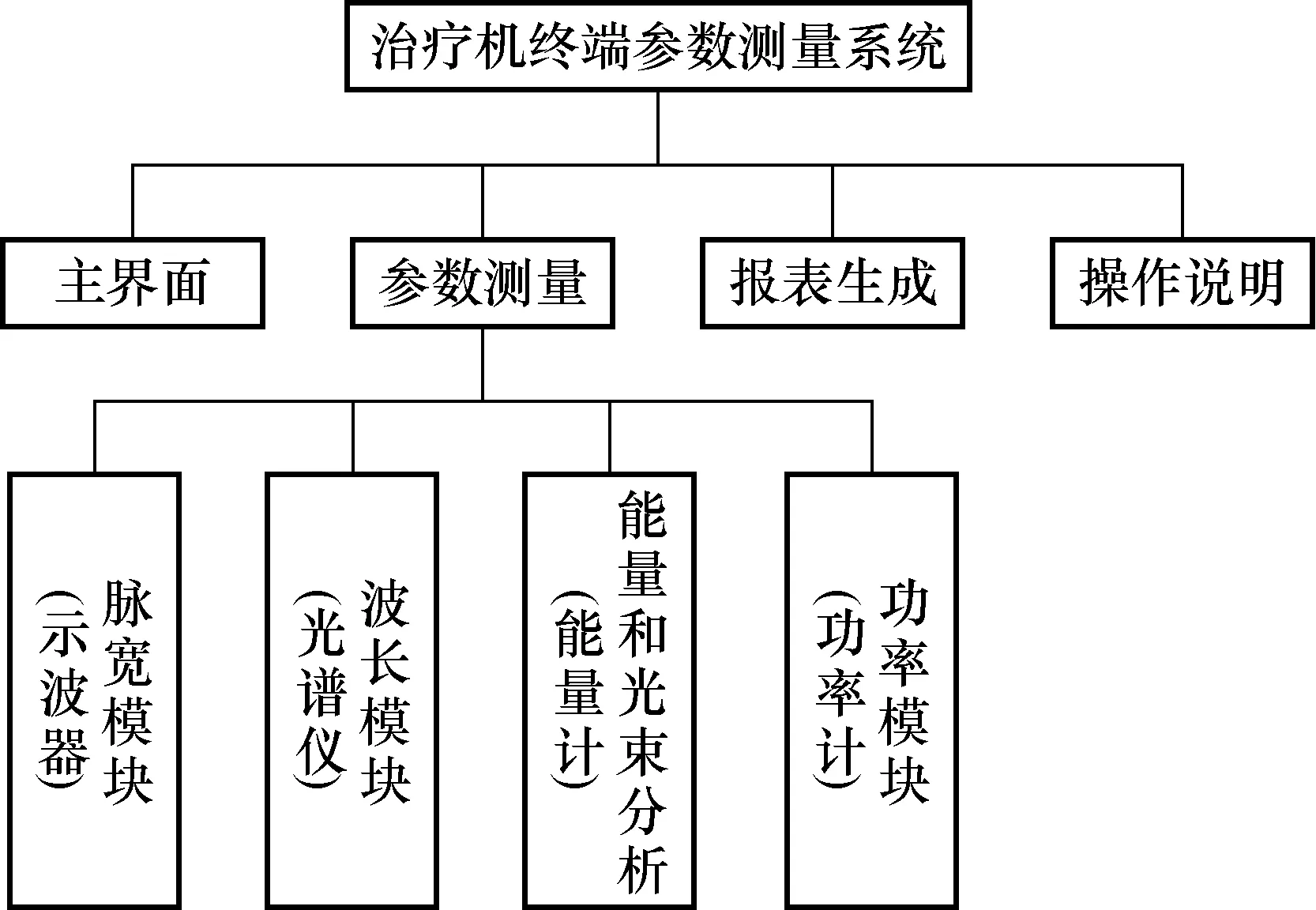
图4 系统软件结构图Fig.4 System software structure diagram

图5 测试软件的主程序流程Fig.5 Main program flow of the test software
3 装置测试分析
3.1 装置测试
为了验证本计量检测装置的精度与可靠性,本文选择相对复杂的治疗面光斑尺寸测量模块进行测试分析。治疗面光斑尺寸测量采用由激光能量测量模块和二维步进位移台搭建的“刀口法”系统实现[16~18]。由于激光治疗机的特殊性,需要测量治疗时作用于人体皮肤的光斑尺寸大小,即紧贴手具处的光斑尺寸,而一些快速的光斑测量方法(套孔法、CCD法)和商用光束分析系统则无法实现此类测量。
实验中先将激光治疗机的手具调至水平,再将刀口完全遮住手具端面,确保四周均紧密贴合,如图6所示,再通过电脑程序自动控制刀口移动到测试的初始位置,则“刀口法”测量的准备工作完毕。启动能量计和位移平台,再启动激光治疗机,当能量计接收到光信号后光斑测量自动开始。束散角的测量则是通过测量不同轴向位置的光斑尺寸,系统自动计算束散角大小。测量光路如图6所示,装置测试软件界面如图7所示。

图6 “刀口法”测试实物图Fig.6 "Knife Edge Method" test picture
由于所测量的激光为脉冲激光,为了保证每次刀口的移动均采集到一个能量数据,自动适应并与不同重复频率的脉冲激光同步,系统内部增加了反馈机制,即当能量计接收到一个光脉冲信号则给二维移动平台一个反馈信号,二维移动平台按用户设定的最小步长移动一次,以保证每次“刀口”的移动均采集到一次脉冲输出的信号。测量完成后原始记录点显示在内嵌的显示窗口内,确保测量过程无误可点击“拟合”按钮,系统自动使用多项式拟合将所测数据进行拟合并计算光斑尺寸。“刀口法”光斑测量模型是先确定拟合后曲线在对应激光能量10 %和90 %的位置差,再将该位置差乘以系数1.561后即为测试光斑的直径值。
3.2 装置分析
以治疗面光斑尺寸和束散角为代表,进行系统分析。按照系统测试的方法,在重复频率5 Hz、波长1 064 nm、最小能量输出条件下测量,最大偏差是指单次测量值与平均值偏差的最大值。测试结果如表1所示。
系统测量值整体与激光治疗机标称的光斑尺寸相比,较大的光斑尺寸比较准确,较小的光斑尺寸相差较多。为了验证这个问题,本文加工了2~8 mm标准圆孔光阑,圆孔光阑经过中国计量科学研究院溯源,重复性为2.7%。
实验中使用Q开关Nd:YAG激光治疗机作为光源,将激光输出调节到1 064 nm、10 mm光斑、最低能量输出、重复频率5 Hz。将光阑使用瞄准激光对准圆心位置,再利用脉冲激光输出留下的痕迹来确定光阑放置位置是否处于输出激光光斑中心区域,确定基本居中后即可开始实验测量。圆孔光阑直径测试方法与激光光斑测试相同,结果如表2所示。

图7 “刀口法”软件测试界面Fig.7 "Knife Edge Method" software test interface

表1 光斑直径测试结果Tab.1 Spot diameter test results mm

表2 光阑直径测试结果Tab.2 Results of the diaphragm diameter test mm
测量中,涉及到的器件为步进位移台、圆孔光阑,其均已经过中国计量科学研究院溯源校准,能量探测模块在此系统及后期算法中引入误差很小,可以忽略不计。选择在重复频率5 Hz、1 064 nm、最小输出能量和光斑6 mm(其中6 mm时标准偏差最大)条件下进行不确定度评定[19,20]。
1)由测量读数分散性引入的不确定度分量u1r
由测量重复性引入的标准不确定度为
则由测量重复性引入的相对标准不确定度分量u11r为
步进位移台分辨率a由校准证书(证书编号:CDlx2020- 03852)给出,假设为均匀分布,则由步进位移台分辨率引入的相对标准不确定度分量为
由测量读数分散性引入的不确定度分量u1r由u11r与u12r的较大值衡量,即为u1r=max{u11r,u12r}=0.73%。
2)由所使用光阑引入的相对标准不确定度分量u2r
3)上述2个分量是相互独立的,则其合成标准不确定度为
由此可得其相对扩展不确定度为
Ur=kucr=2×1.6%=3.2%(k=2)
同样,使用本文设计的系统对激光治疗机的性能参数使用相应的方法,设置好参数,进行了自动化测量,并对激光波长、脉宽、能量、重复频率和瞄准激光功率等检测参数进行了不确定度分析,结果分别为0.6 nm、4.0%、3.2%、0.12%和3.4%。而束散角的测量是基于治疗面光斑尺寸测量的基础之上,在同轴远点处再测一个光斑尺寸,然后利用下式近似算出束散角即可,束散角测量示意图如图8所示[21~23]。
式中:d1是治疗面的光斑直径;d2是远点光斑直径(与治疗面光斑位于高斯光束焦点同侧);L是2个光斑之间的距离。
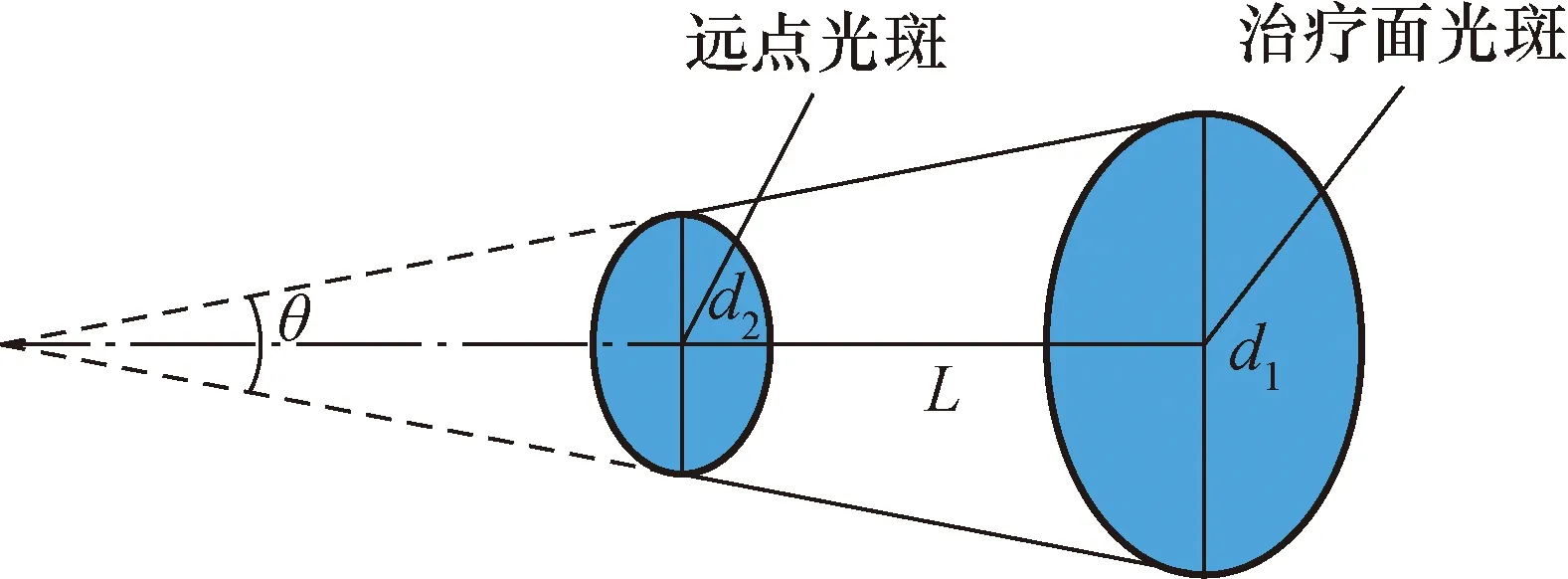
图8 束散角测量示意图Fig.8 Diagram of beam divergence Angle measurement
综上所述,Q开关Nd:YAG激光治疗机关键参数计量检测装置的性能指标如表3所示。

表3 计量检测装置性能指标Tab.3 Performance index of metrology and detection equipment
4 结 论
经过测试和分析证明,本文提出的基于LabVIEW和USB总线技术设计的激光治疗机关键性能参数计量检测装置,具有测量精度高、参数设计灵活、人机界面交互友好和软件支持二次开发等优点,能较好地满足对激光治疗机关键性能参数计量检测的要求。通过利用系统对激光治疗机性能参数的实际计量检测,对比测量值与实际值,测量的不确定度都在5%以内,符合相关标准的要求,且整套检测装置经过计量溯源,验证了该系统具有可靠性高、易维护、易扩展等特点,应用前景广阔。
