气化炉激冷室堆焊层修复方案
2023-03-20赵旭臧棚浩张硕
赵旭,臧棚浩,张硕
(兖矿济宁化工装备有限公司,山东 济宁 272000)
1 说设备主要技术参数
1.1 设备概况
设备基本概况如表1所示。
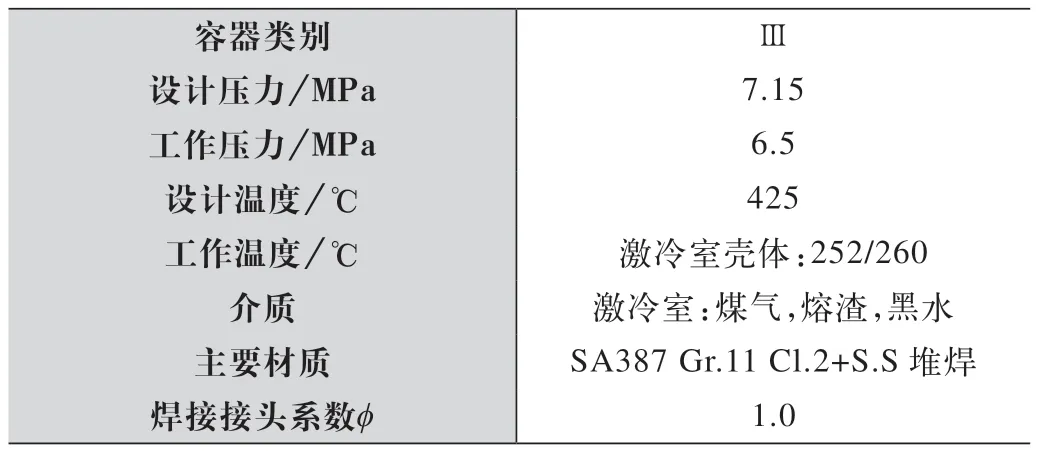
表1 设备技术特性表
1.2 存在问题
气化炉激冷室检验过程中发现内表面堆焊层多处存在雪花状裂纹,裂纹散乱分布,需对激冷室堆焊层进行彻底检查,并消除缺陷[1]。
1.3 原因分析
(1)由于气化炉内介质原因(工作介质为O2、H2、CO、CO2、H2O、H2S、N2、氯离子、炉渣等),很容易产生各类缺陷,例如:氯离子腐蚀、氢脆、应力腐蚀等。
(2)另外是由于设备在使用过程中长时间承载,温差存在较大变化,以及设备的长期服役使用等原因造成的裂纹缺陷[2]。
2 设备缺陷修复前的准备
2.1 施工技术准备
(1)根据设备图纸、质量证明文件编制详细的维修方案及焊接工艺,经业主批准后,严格按照修复方案及焊接工艺对缺陷部位进行修复。
(2)施工过程用到的焊材,必须要有合格的质量证明文件,如果现场人员对质量合格证明文件存在疑问,必须进行复验,对于没有合格证明文件的焊材,必须拒绝使用。
2.2 施工现场准备
现场施工配备的工具和人员分别见表2和表3,焊工和探伤人员必须持证,符合表3中相应的等级要求。
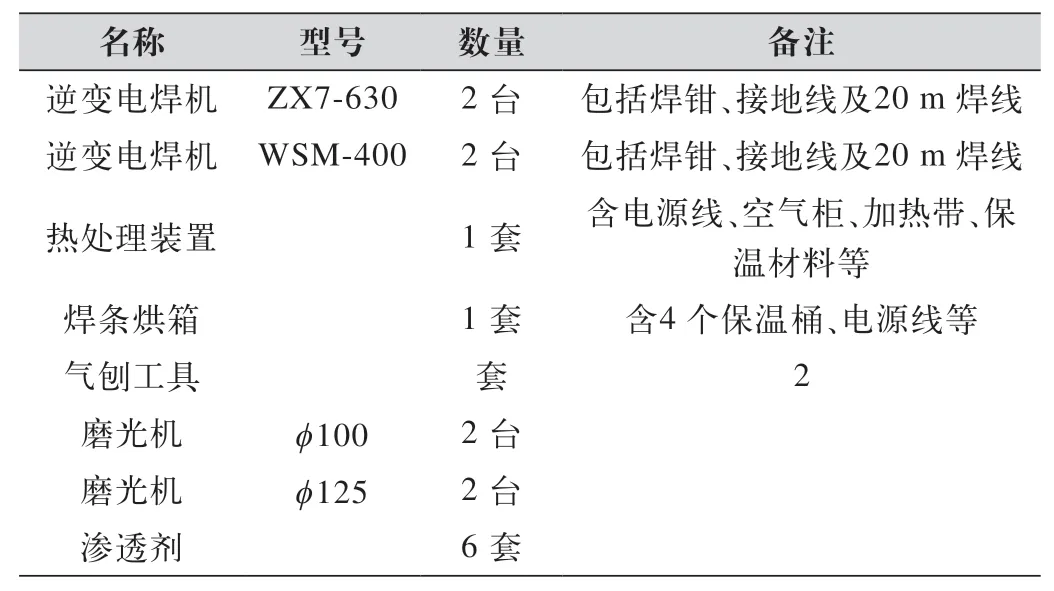
表2 施工工具
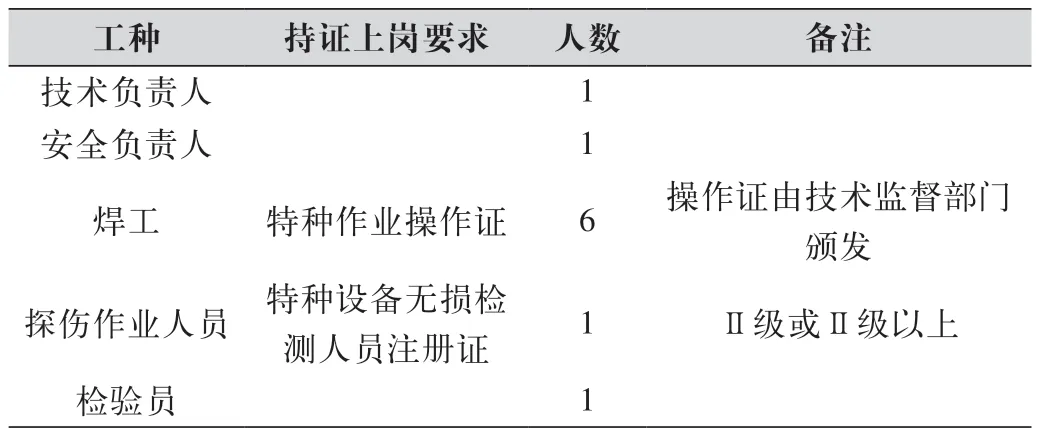
表3 施工人员
3 检查缺陷点
(1)根据检查发现缺陷位置,将设备内所有复合板筒体内壁,用钢丝轮(不锈钢)、抹布、洁净水打磨清洗干净,对设备内壁进行百分百的PT(渗透检测),查找缺陷位置并进行缺陷位置标记。
(2)根据发现的缺陷情况和特检院检测情况,确定需要修复的位置。
(3)将修复位置用粉线标出。
4 修复过程
4.1 清除缺陷
(1)砂轮机沿粉线将不锈钢表面磨开。
(2)当裂纹较小时,继续用砂轮机打磨直至肉眼不可见;当裂纹较大时,改用碳弧气刨对需要修复的部位的不锈钢衬里进行清理(用扁碳棒)。碳弧气刨时,要控制好气刨深度,气刨目的:清除不锈钢内衬,气刨深度为3~3.5 mm(即气刨完成后不能伤及设备母材)。气刨完成后用砂轮机进行打磨,直至缺陷肉眼不可见为止。
(3)将缺陷清除干净后,对设备表面进行百分百的PT(渗透检测),检验是否仍存在缺陷。对仍有缺陷的部位,用砂轮机局部进行打磨,打磨完成后进行百分百的PT(渗透检测),直至裂纹完全清除干净为止。
4.2 消氢处理
(1)在打磨完成后,进行堆焊之前,应该对设备进行消氢处理,消氢热处理时,电加热带布置位置在设备外。
(2)消氢处理温度为350 ℃,保温4 h。消氢热处理加热过程曲线如图1所示。
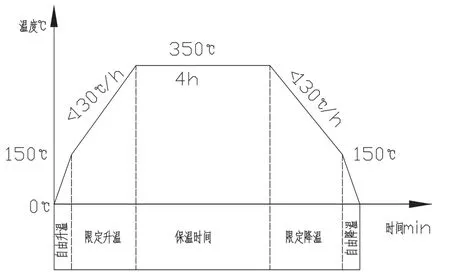
图1 堆焊前热处理曲线
(3)热处理在150 ℃以下自由升温,在温度超过150 ℃后,温度的升温速度需要控制在≤130 ℃/h,在温度达到350 ℃后,恒温4 h,保温完成后进行降温,降温速度控制在≤130 ℃,在温度达到150 ℃时开始焊接。
4.3 焊接
焊接工艺必须经过焊接工艺评定,焊接工艺评定按照NB/T 47014—2011《 承压设备焊接工艺评定》中的相关要求进行,焊接工艺评定的内容必须能够覆盖焊接施工的全部内容。焊接工程师根据焊接工艺评定的工艺参数编制相关的焊接工艺卡,焊工在焊接工艺卡的指导下进行作业[3]。
(1)首先对过渡层进行堆焊,堆焊应该采用A062不锈钢焊条。
(2)过渡层堆焊并检验合格后进行复层堆焊,堆焊采用A022不锈钢焊条。
(3) 在堆焊完成后应该立即对焊缝进行消氢处理,消氢热处理时,电加热带布置位置在设备外。消氢处理温度为350 ℃,保温4 h。消氢热处理加热过程曲线同图1所示的曲线。
消氢热处理在150 ℃以下自由升温,在温度超过150 ℃后,温度的升温速度需要控制在≤130 ℃/h,在温度达到350 ℃后,恒温4 h,保温完成后进行降温,降温速度控制在≤130 ℃。
(4)焊工:现场作业焊接人员必须持证上岗,焊工必须持有质量技术监督局颁发的相应的钢种、焊接方法以及焊接位置等配套的焊工考试合格证并经过现场培训后持证上岗[4]。
(5)焊条、焊丝等焊材以及焊接设备。一焊接方法采用手工电弧焊,过渡层A062,直径φ3.2,复层A022,直径φ4。二焊条质量合格并能够提供焊条的质量合格证明文件。三焊条必须由专人保存并设立焊材一级库和二级库,由专人负责焊条发放和回收。四焊接设备必须完好,做好设备三级保养并保存好记录备查,焊接设备必须保养合格并验收后方可投入使用。
(6)焊接作业环境要求。在焊接环境存在下列的情况的一个或者多个时,必须采取有效的防护措施方可施工,否则不允许施工[5]:一雨雪天气等降水环境;二风速在8 m/s甚至以上时;三焊接环境室温低于5 ℃以,无法采取有效的温度控制手段时;四焊接环境的相对湿度高于90%时。
4.4 焊缝位置目视检查
(1)焊缝位置应该进行100%目视检查,外观质量必须满足NB/T 47013—2015 《承压设备无损检测》焊缝表面质量中焊缝表面质量的全部要求。
(2)焊缝表面检查中不允许出现裂纹、气孔、夹渣以及凹坑等明显的外观缺陷,焊缝表面应该平滑过渡。
(3)焊缝目视检查人员应该做好焊缝目视检查记录以及作业现场的气象记录[6]。
4.5 焊缝无损检测
过渡层焊接完成后,进行100%PT检测;复层焊接完成后,再进行100%PT检测。符合NB/T 47013—2015中的规定。
过渡层焊接完成后,表面进行百分百的PT(渗透检测),复层焊接完成后,表面再次进行百分百的PT(渗透检测),检测验收按照NB/T 47013—2015中的规定执行。
4.6 消应力热处理
无损检测合格后,对堆焊部位进行消应力热处理。具体如下:
(1)热处理采用数字式温度控制器,功率180 kW。
(2)热处理采用加热带加热,加热带宽度为:220 mm(电压220V、功率10 kW),每隔150 mm布置一圈,加热带长度为1 000 mm,数量为18个。设备内外都缠绕保温棉,加热带和设备筒体贴合严。
(3)保温层选用耐热保温材料。
(4)控温热电偶数量6支,均匀布置在筒体上,并应相互错开,以避免互相干扰。
(5)加热器和保温层的铺设可用螺钉、压板或铁丝固定于设备上,在设备上焊钉时应焊在加热带部位,采用与之相匹配材质的焊钉。焊钉用后用机械方法清除、磨平,进行表面检查。
(6)热处理过程中应使气化炉支座以上的设备处于可自由伸长状态。
5 质量控制措施
5.1 组织措施
(1)所有人员必须培训上岗,保证所有人员熟知作业程序和作业方法,施焊人员必须取得相应的焊接操作证。
(2)必须加强作业人员的质量为上的意识教育,确保依靠质量求效益的观念深入人心。
(3)各道工序,上下工序之间做好自检和互检,质量人员做好专检,确保不合格产品不会流入下道工序,如果有不合格产品,下道工序应该拒绝施工。
(4)施焊人员必须有专用的钢印号,焊工定岗定位,确保各司其责。
(5)质量人员必须对施工全过程进行监督和过程检验,对于违章作业,违章指挥的情况,必须立即责令停止施工。
5.2 技术措施
(1)焊材必须有质量证明书。
(2)严格执行焊接工艺。
(3)及时做好气象管理,在焊接环境存在下列的情况的一个或者多个时,必须采取有效的防护措施方可施工,否则不允许施工:雨天及雪天;风速超过8 m/s;焊接环境温度在5 ℃以上;相对湿度在90%以上。
