预制装配式地铁车站关键施工技术分析
2023-03-20姚金亚
姚金亚
(北京铁城建设监理有限责任公司 吉林长春 130011)
装配式建筑具有对环境友好、减少能源消耗、节省人力资源、使用寿命长、提高建筑效率,提高建筑质量等优点。《十三五“装配式建筑行动方案”》鼓励各地区推进装配式建筑的发展,积极建立装配式建筑技术体系和关键技术。
长春市建成了我国首批装配式地铁车站,解决了高寒地区“冬歇”的影响,获得了良好的经济效益。下面详述质量安全技术控制经验总结。
1 工程概况
捷达大路地铁站为地下岛式车站,地下二层,建筑面积12 640 m2,车站全长189 m,其中现浇段位于车站两端,总长度为61 m,现浇段车站主体宽度21~24 m,两端设端头井。各层楼板的找坡坡度为0.2%;预制装配段位于车站中部,总长度为128 m;预制装配段车站主体宽度为20.5 m,高度为17.4 m,环宽2 m,沿车站纵向共布置64环;其中标准环为56环,附属环为8环。
2 装配式车站构件分块
构件构采用空腔肋板结构型式,标准衬砌环由5块预制块组成(A、B、C、D、E,重量分别为37.6 t、39.5 t、31 t、48.3 t 与54 t);出入口采用预制洞口环梁结构形式,由环梁块(F1、F2 块,重量为55.0 t)和下侧墙块(C3、C4 块,重量为17 t)组成;楼板设备因预留孔洞多且不规则为现浇结构。
2.1 车站结构分块
拼装结构分块一般需要考虑运输难度、起重吊装及推移的施工难度。如果分块数目增加,接缝和连接点数目则相应增加,会导致结构的防水性能下降,安装的精度也会下降。综合各方面因素,该工程采用了底板(B1、B2、A块)、侧墙(C块)、顶拱(D、E块)的分块方式,如图1所示。
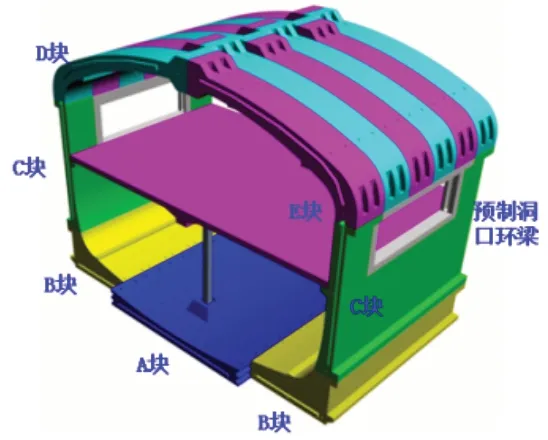
图1 拼装构件分块名称
2.2 接口连接型式
借鉴中国传统木结构的榫卯构造,预制构件环向与纵向采用榫槽与榫头连接,榫头内设置定位销,榫卯构造间预留张拉孔道,穿精轧螺纹钢施加预应力。后期在榫卯构造的间隙注入改性环氧树脂结构胶,形成整体结构。接触面上设置两道止水橡胶条,通过施加预应力密贴,达到止水效果[1]。
3 装配式车站关键施工技术
3.1 深基坑锚索支护技术
装配式车站围护结构应提供足够的空间,供装配台车行走和预制块拼装。该工程采用锚索+围护桩的支护体系,利用锚索与土体的粘结力作为围护桩背后土压力的反力。围护结构与预制块外侧之间留有600 mm间隙,以进行预紧装置张拉施工。
3.2 预制块吊装技术
3.2.1 起重机基础设置
该工程合实际,在围护桩上设置轨道梁,满足承载力要求。同时延伸轨道梁区域为:装配区+现浇区+预制件存放区,进行预制件的吊运。
3.2.2 构件吊存放
预制构件进场存储应采用方木或胶垫支承,避免接头处边角应力集中导致损坏。
3.2.3 构件吊装技术
该工程选用一台ME80t+80t门式起重机。起重机跨度33 m,主提升速度10~14 m/min,大车运行速度5~20 m/min,小车运行速度1.1~14 m/min。
吊装方案如下。
(1)A 块、B 块、D 块、E 块采用双小车4 点吊装方式,该方式既保证了起重机受力合理,又保证了吊装的平稳。人工辅以双小车吊装即可完成预制件粗略对中,预制件安装定位调整准确,且调整速度快,节约现场吊装时间。
(2)侧墙C 块采用单小车3 点吊装,2 个吊点与重心在同一竖直面上,辅以人工完成C 块在垂直状态下落对中。
(3)预制构件体积大重量重,构件吊装作业过程中,应全程监控,确保吊装作业安全。
(4)拼装前准备工作:审查施工方案的合理性、可操作性和安全可靠性、安全技术交底情况;原材料、构配件、模板等进场把关;安全管理人员、司索信号工到岗情况、特种作业人员、特种设备检查;预制块拼装检查、验收;结构防水检查、验收[2]。
3.3 底板基础垫层施工控制要点
(1)底板基础垫层精平条带施工,挖掘机找平人工清底、预埋角钢、精平条带浇筑、机械打磨,利用精平条带平面控制基底标高。
(2)检查精平条带的平整度、高程和坡度是否符合设计要求,基底垫层施工的平整度和坡度直接影响到预制构件摆放的拼装精度。
(3)底部每8 m埋设一道注浆管,相邻两段接头错开,端头采用水泥砂浆封堵,待B块肥槽混凝土浇筑完成后进行注浆,注浆采用单液浆,拼装是从低的一端向高的一端拼装,便于注浆。
底板垫层精平条带施工质量控制要点:检查精平条带的平整度、高程和坡度是否符合设计要求,底板预制构件与基底垫层紧密接触,基底垫层施工的平整度直接影响到预制构件的拼装偏差[3]。
条带预埋角钢用高精度水平仪调平后浇筑混凝土,带宽1.3 m,横向设置5道。条带之间浇筑等强度的混凝土,混凝土面比条带标高低20 mm,精平条带的精度控制在±1 mm,局部不平可采用磨石机进行处理,建议条带之间预留地下水泄水孔,防止地下水压力导致垫层上浮。
3.4 型钢反力架安装
反力架是提供前7 环张拉受力的支架,一般是在现浇段中预埋型钢,待现浇结构施工完成后,利用后浇带1 m的空间焊接型钢组合。
型钢组合反力架安装质量控制要点:检查型钢组合梁基础及预埋件位置的准确性,检查型钢组合梁制作焊接安装质量是否符合要求。型钢组合梁由A块型钢组合梁、B块型钢组合梁及C块型钢组合梁组成,型钢组合梁采用型钢结构由40b工字钢及25 mm厚钢板焊接而成,型钢组合梁与基础预埋件及已完成现浇结构的预埋工字钢焊接成一体为首环张拉提供足够的刚度。
3.5 拼装步序
装配式车站拼装施工中,先用龙门吊安装A、B块,后利用台车辅助拼装C块、D块和E块。根据台车作业平台是否相互干扰和施工连续,预制件拼装可分为成环拼装和梯次拼装两种形式。成环拼装的方式为:侧墙拼装完成一环后,顶板及时成环。梯次拼装方式为:首先侧墙超前顶板3 环,随后侧部平台与顶部平台同步作业,形成台阶状流水拼装。装配式车站具体施工步骤如下。
(1)基坑平整,施作精平垫层。(2)精平垫层达到设计强度,首环A、B块与反力架锁定,连续拼装8环A、B块。(3)在B 块牛腿位置安装台车行走轨道,通过吊装设备拼装台车。依次拼装门架、顶部平台、两侧平台、液压系统等。(4)为保证首环稳定,连续拼装3 环C 块后,再拼装D 块和E 块。(5)采用成环拼装梯次推进形式,底板、侧墙,顶板依次向前推进施工。
3.5.1 定位及纠偏控制
预制块的定位精度主要从两个方面进行控制:一是每环单个预制块应有足够的安装精度,保证榫卯结构顺利咬合成环;二是消除逐环拼装累计纵向误差。控制内容包括轴线位置、左右侧墙同步、成环结构垂直度[4]。
(1)轴线控制:A 块、B块采用十字线标识定位,用全站仪每3环在精平条带上弹出平面控制点。(2)垂直度控制:结构的垂直度可采用垂标控制,亦可采用激光垂准仪监测。(3)构件面平整度控制拐尺检测,消除累积误差,缝宽控制在6 mm以内。(4)预制块的张拉锁紧施工采用双控制值(设计张拉力锁定值和拼接缝间隙6 mm)进行控制。保证拼接缝间隙在6 mm 以内,控制张拉力大小调整拼接缝宽度进行纠偏。
3.5.2 构件拼装
(1)拼装前重点提醒。
①检查首环预制块定位是否准确,核实纵、横轴线误差是否在允许范围内。
②检查防水密封条的完好性和位置正确性,确保防水效果符合设计要求。
③检查拼装偏差是否符合要求。预制衬砌整环拼装的允许误差:相邻环的环缝间隙6.0~7.0 mm;纵缝相邻块间隙为4.0~5.0 mm;侧墙块C 块安装垂直度和角度至关重要,如果侧墙块和上一环顶板块形成锐角(<90°),导致这环顶板块无法安装进去,只有凿除顶板块的脚或者拆除上一环。如果形成钝角过大造成防水效果不好。如果侧墙块C 块垂直度不符合要求,不管是内倾还是外倾都会导致C块与顶板块D、E块接头处产生应力集中崩裂掉角。
(2)A块拼装控制要点。
①反力架安装完成后,测量放线标记在垫层上。
②吊装首环A 块在下落过程中,人工配合龙门吊将构件初步对中下落就位。
③复测定位并锁紧,穿设精轧螺纹钢,对A 块横纵轴线精确定位,通过千斤顶对每根精轧螺纹钢分别张拉,用千斤顶保压;然后将A 块背后螺帽锁紧,再次采用千斤顶每孔施加30 t 锁定力;进行轴线二次复核,无误后锁紧张拉端螺母(校正后的轴线偏差要小于2 mm),卸载千斤顶安装连接器进行第二环A 块拼装。
④吊装第二环A 块初步对中,先将两侧首环B 块均初步安放到位,避免首环B 块跨越第二环A 块吊放产生磕碰,与第一环A 纵块纵向间距约为120 mm(冲垫木能够抽出);通过人工辅助龙门吊调整,A 块轴线与车站纵轴线偏差一般不超过5 mm。
⑤吊放A块后,轴线存在偏差小,可通过对侧的2束精轧螺纹钢进行均匀慢速的张拉对A 块进行校正,偏差要小于2 mm。
(3)B块拼装控制要点。
①第二环A块拼装完成后安装B块与反力架间纵向精轧螺纹,用千斤顶校正B块环向位置,且与A块端面偏差不大于3 mm;B块横断面位置校正完成后,将B块与反力架间缝隙塞紧,调整千斤顶卸载。
②安装B块环向张拉千斤顶,两台千斤顶要缓慢、同步加载,最终加载力为每孔约70 t 与相邻块拼缝缝宽双控原则进行,最后将B块张拉端螺帽锁紧。
③B块与A块横向张拉锁紧后,继续张拉B与反力架方向千斤顶,每孔张拉力达到10 t时,将B块与反力架间螺母锁紧,千斤顶继续加载至每孔25 t 锁定力再将B 块张拉端螺帽拧紧锁定;再次复核偏差无误后进行第二环B块安装。
3.5.3 装配台车安装技术
A、B块拼装完成10环后进行台车的安装,台车由门架、走行梁机构、可调式挂架平台、顶部拼装平台、张拉平台、液压电控系统组成,总重约240 t。
专用拼装装备具备的功能:拼装台车,结构刚度大、耐久性好[5]。制造精度高,机加工关键构件,完成各种动作流畅、稳定。能实现整体同步顶升及下落、三维平移及三维微量转动功能,平台、液压电控系统组成,其中顶部3层平台用于D块、E块的拼装,可进行竖向、横向及纵向三维移动。拼装流程如下。
(1)上层平台调整D 块、E 块高程及纵向位置,完成榫卯对中。(2)中层平台横向平移D块、E块合拢,穿精轧螺纹钢施加预应力。再整体平移D块、E块与C块榫卯对中。(3)上层平台高程回落,同时纵向推进,完成D 块、E 块与C 块及前后环的合拢,穿精轧螺纹钢施加预应力。(4)下层平台承载整个顶部平台,纵向移动至下一环位置,重复以上流程。
侧部平台用于C 块安装,通过侧向丝杠调整C 块纵、横向轴线及垂直度。
C块拼装控制要点具体如下。
(1)吊装C 块吊装采用人工配合龙门吊缓慢对中就位。(2)横向垂直度校正:在钢丝绳不松弛的情况下固定C块丝杆;台车对C块固定完成后,解除吊装钢丝绳,利用丝杆对C 块进行横向垂校正固定。(3)连接反力架并锁紧,穿精轧螺纹钢与反力架连接,利用千斤顶对C 块进行纵向垂直度张拉,校正完成后加载至25 t锁定张拉端。(4)牛腿对称安装C块,并进行净空复核,无误后采用气动扳手将连接B块与C块牛腿中的高强螺栓拧紧到设计值。
顶拱D块、E块拼装控制要点具体如下。
为确保D 块、E 块的稳定性,C 块拼装3 环后进行首环顶块的拼装。
(1)通过调整台车二、三层平台到相应位置,三层平台千斤顶升起300 mm,安装C 块顶部定位销,并将D、E块分别吊装到台车第三层拼装架上。(2)顶部拼装平台千斤顶分别对D、E 块做三维调整,将D、E 块横向合拢,就位后张拉连接口上下端环向精轧螺纹钢,每孔锁定力值24 t。(3)轴线监测D、E 连接体与C 块是否对中,如有误差,同步调整二、三层平台千斤顶,确保与C块榫头精确对中。(4)穿设纵向精轧螺纹钢,对D、E 块进行自锁,锁定力为25 t。
丝杆安装控制要点:安装丝杆的目的是抵消D/E块水平外向力,防止拱顶下沉。因此丝杆一定要顶在围护桩上,不能顶在二桩之间的土墙上,如图2所示。
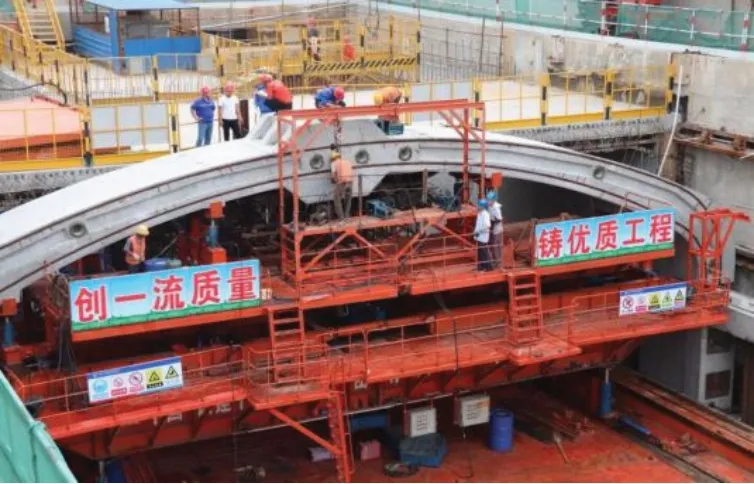
图2 首环拱顶环D、E块拼装施工
3.5.4 构件张拉锁定
(1)检查精轧螺纹钢、接驳器质量证明文件,外观及螺纹完好无损伤。(2)检查张拉设备仪表标定情况,标定合格才能进行张拉操作。(3)检查锁定条件:张拉锁定力在25~30 t之间,同时环缝之间利用塞尺控制在6~7 mm 之间,待条件同时达到后,工人利用扳手锁紧螺栓。(4)检查安全条件:严禁人员站在张拉端头,张拉设备固定牢固,预制构件张拉过程中。
3.6 榫槽内注浆
检查构件背后回填的及时性和质量要求。构件背后回填材料选用C20 素混凝土,构件背后对称回填可一次性回填1 m 高,每级回填混凝土凝固硬化70%强度时方可回填下一级混凝土,拼装成环后可进行预制C及D、E块回填[6]。
查看基底注浆及时性和质量是否符合要求。基底注浆采用预埋30 mm的注浆管。注浆管每8 m埋设一道,相邻错开,端头用水泥砂浆封堵,待B 块后肥槽混凝土回填完成后进行注浆。
每四环对榫槽进行注浆,注浆材料为3∶1∶1.5环氧树脂甲液、乙液及石英粉,按构件连接口形式将榫槽划分为8种,共14处。
4 结论
捷达大路拼装车站采用一系列关键技术,成功地控制了拼装精度,高效率地完成了拼装工作,通过对其技术研究,得到结论如下。
(1)装配台车实现了预制块的精确就位,快速拼装,提高了施工效率和质量。(2)分析和提出了施工过程中需注意的关键点、难点,为预防相似工程选用提供借鉴。(3)精平垫层施工控制,且有利于高精度控制标高防止拼装累加误差。(4)榫槽注浆技术保证了结构的整体性,同时起到防水的作用。
