铁尾矿粉-脱硫灰胶凝材料的制备及性能研究
2023-03-17陈邢,于峰,曹越,方圆
陈 邢,于 峰,曹 越,方 圆
(安徽工业大学建筑工程学院,马鞍山 243002)
0 引 言
随着城市化进程的加快,工业固体废弃物的产生和排放量逐年递增。铁尾矿是选矿后产生的固废,近年来,我国每年铁尾矿的产量超5亿吨[1],2020—2021年铁尾矿产量占尾矿总产量的51%,而尾矿的综合利用率只有18.9%[2]。废弃铁尾矿在占用大量土地的同时污染了周围生态环境。脱硫灰在干法或半干法烟气脱硫过程中产生[3],由于成分复杂以及CaSO3的不稳定性[4],其应用发展受到制约,只能采用堆放或填埋的方式处理,对环境造成严重污染。因此,寻找铁尾矿和脱硫灰低成本处理和高资源化利用的方法,是亟待解决的问题。
目前,国内外学者研究了铁尾矿粉胶凝材料的制备及应用[5-7]。为了激发铁尾矿粉的胶凝活性,常采用机械研磨、物理活化[8-9]的方式对铁尾矿粉进行激发。朴春爱等[10]对铁尾矿粉的机械活化性能开展研究,结果表明,粉磨铁尾矿粉2 h时,其活性指数最高。随着粉磨时间的增加,铁尾矿粉微粒出现团聚现象,活性增长缓慢。因此,一些学者根据铁尾矿的矿物组成特点,采用化学激发[11]的方式,提高铁尾矿粉的胶凝活性。姜玉凤等[12]以铁尾矿、粉煤灰作为胶凝组分,氢氧化钠作为激发剂制备胶凝材料,当铁尾矿粉掺量为30%时,试样28 d抗压强度达到最大值18.33 MPa。但铁尾矿粉胶凝材料由于具有收缩率大、早期强度低和制备成本高等缺陷[13-14],在实际工程应用中的发展受到了限制。
在激发剂的作用下,脱硫灰的水化反应加快,钙矾石(AFt)和水化硅酸钙(C-S-H)等水化产物增多,使胶凝材料的早期强度提高,孔隙率和收缩率降低[15-16]。孙睿等[17]采用钢渣粉和脱硫灰制备全固废胶凝材料,在激发剂三异丙醇胺的作用下,胶凝材料3 d抗压强度达到3.69 MPa。激发剂的选取能够显著影响胶凝材料的力学性能,氢氧化钠作为激发剂有助于铁尾矿粉、脱硫灰和矿渣微粉中的玻璃体或晶体发生解聚,提供碱性环境,加快水化产物的生成。硫酸钙在碱环境下,发生大量的异向晶核,与胶凝材料反应生成大量细小的胶凝物相,增强胶凝材料的力学性能。
国内外学者对铁尾矿粉、脱硫灰的胶凝性能进行了大量研究,结果表明,在物理活化、化学激发剂作用下,铁尾矿粉和脱硫灰的胶凝活性可得到充分激发。铁尾矿粉在充当胶凝材料时,脱硫灰中的硫酸根离子在碱性环境下与铁尾矿粉中的活性物质较快生成具有胶凝性能的C-H-S凝胶,可有效提高其早期强度,减小收缩。本文对铁尾矿粉进行机械研磨活化,以铁尾矿粉、脱硫灰、矿渣微粉为原料,利用氢氧化钠和硫酸钙作为复合激发剂,制备铁尾矿粉-脱硫灰胶凝材料。同时开展正交试验,分析铁尾矿粉掺量、脱硫灰掺量、氢氧化钠掺量和硫酸钙掺量对复合激发铁尾矿粉-脱硫灰胶凝材料抗压强度的影响,得出最佳配合比,并分析胶凝材料水化产物的微观形貌和物相组成。该研究可为铁尾矿、脱硫灰的综合利用提供新途径,对新型复合胶凝材料的制备及应用提供理论依据。
1 实 验
1.1 原材料
原材料包括胶凝组分(铁尾矿粉、脱硫灰和矿渣微粉)、激发剂组分(硫酸钙和氢氧化钠)和水,通过X射线荧光分析(XRF),铁尾矿粉、脱硫灰、矿渣微粉和硫酸钙的化学成分见表1。

表1 铁尾矿粉、脱硫灰、矿渣微粉和硫酸钙的主要化学成分Table 1 Main chemical composition of iron tailings powder,desulfurization ash,slag powder and calcium sulfate
(1)胶凝组分
使用的铁尾矿粉产自马鞍山某铁矿厂,外观呈灰色,密度为2.90 g/cm3,对铁尾矿粉机械球磨60 min,粒径分布如图1所示。
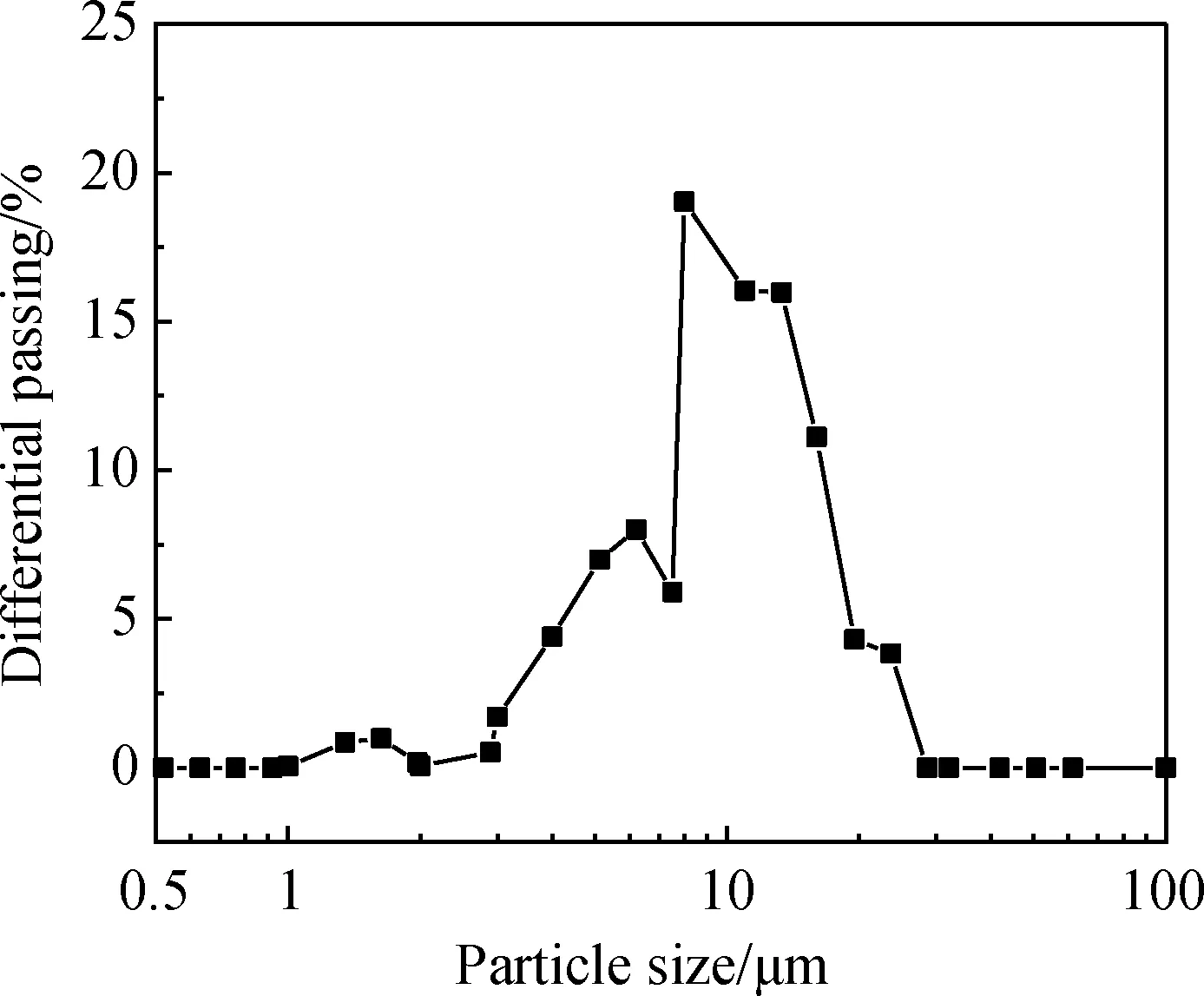
图1 铁尾矿粒径分布Fig.1 Particle size distribution of iron tailings powder
脱硫灰由马鞍山某钢厂半干法烟气脱硫过程中产生,外观呈浅褐色,密度为2.76 g/cm3,颗粒平均粒径为2.8 μm,比表面积为536 m2/g。
矿渣微粉来自于马鞍山某新型建材公司,外观呈白色,密度为2.65 g/cm3,颗粒平均粒径为40 μm,比表面积为405 m2/g。
(2)激发剂组分
所用氢氧化钠为山东省某化工企业生产,呈白色半透明板片形状,NaOH含量≥96%(质量分数),密度为2.13 g/cm3,熔点为318 ℃,水溶性为109 g(20 ℃)。主要为胶凝材料的水化反应提供碱性环境,使胶凝组分中的玻璃体结构解聚。
硫酸钙由天津某化学品公司生产,外观呈白色,密度为2.32 g/cm3,比表面积为350 m2/g,熔点为1 450 ℃,水溶性为29 g(20 ℃),硫酸钙中的硫酸盐对胶凝组分起到激发作用。
试验用水为马鞍山室内自来水,水胶比为0.5。
1.2 试验设计
为分析铁尾矿粉掺量(A)、脱硫灰掺量(B)、氢氧化钠掺量(C)和硫酸钙掺量(D)对铁尾矿粉-脱硫灰胶凝材料抗压强度的影响,从而得出最优配比,采用4因素4水平正交试验方案,因素水平见表2。

表2 4因素4水平设计方案Table 2 Four-factor,four-level design scheme
1.3 试验及检测方法
制备胶凝材料试样的具体操作如下:按试验用量分别称取铁尾矿粉、脱硫灰、矿渣微粉、氢氧化钠、硫酸钙和水的重量;将称好的铁尾矿粉、脱硫灰和矿渣微粉依次放入砂浆搅拌机,低速搅拌1 min;倒入部分自来水,低速搅拌2 min使浆液均匀;在低速搅拌的同时,将氢氧化钠和硫酸钙缓缓倒入搅拌材料中,并加入部分预留水,目的是让胶凝液体均匀地接触激发剂,调节砂浆搅拌机对浆液高速搅拌3 min;将拌好的浆液倒入尺寸为40 mm×40 mm×160 mm的三联钢模中,在振动台上振动2 min,抹平和标记后,在(20±3) ℃、相对湿度≥90%的养护箱中养护。
根据《水泥胶砂强度检验方法(ISO法)》(GB/T 17671—2021),使用YAW-200B型压力试验机测试样品的抗压强度,加荷速率为(1.5±0.125) MPa/s;采用D8ADVANCE型X-射线衍射仪(XRD)测试样品的物相组成,靶材为Cu靶,功率为3 kW,测试角度为5°~80°,2θ角准确度≤0.02°;采用SU8220 扫描电子显微镜(SEM)分析样品的微观结构,测试前进行喷金处理,加速电压为20 kV。
2 结果与讨论
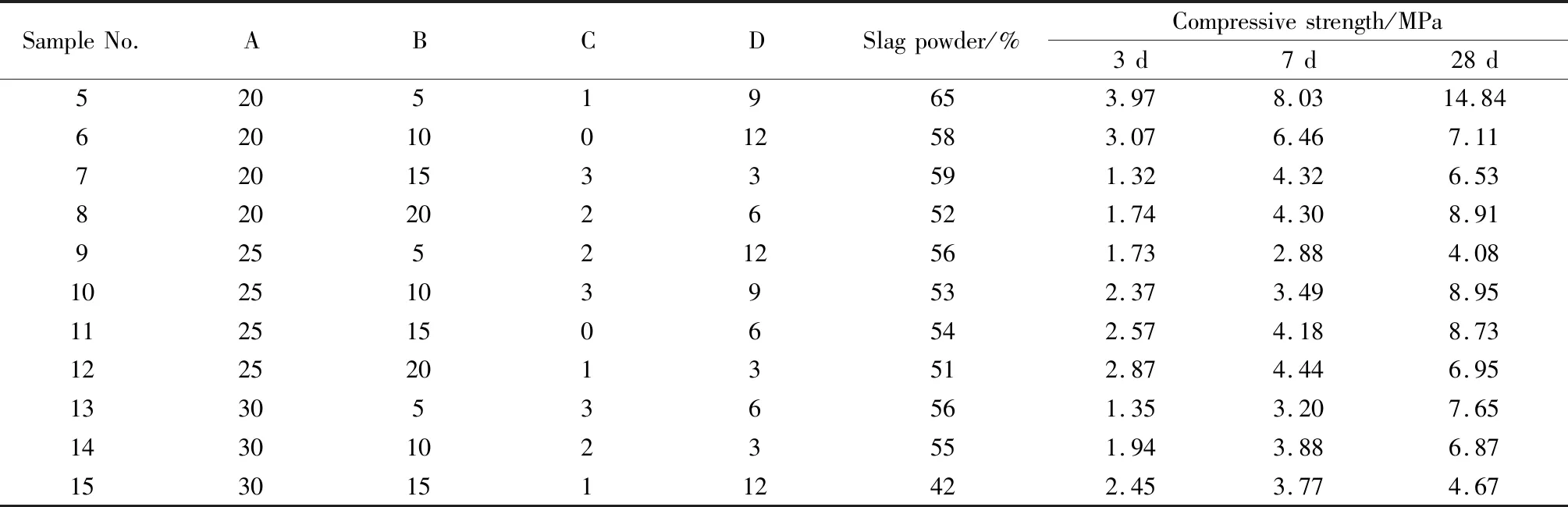
试验测得铁尾矿粉-脱硫灰胶凝材料3 d、7 d和28 d的抗压强度,结果见表3。

表3 抗压强度试验结果Table 3 Test results of compressive strength
续表
2.1 极差和方差分析
为比较各因素对胶凝材料抗压强度的影响以及避免误差列对试验结果的影响,开展极差和方差分析,选择F>F0.01、F>F0.01和F>F0.01的检验水平,检测各因素对试验结果是否具有显著性影响。极差和方差分析结果见表4和表5。
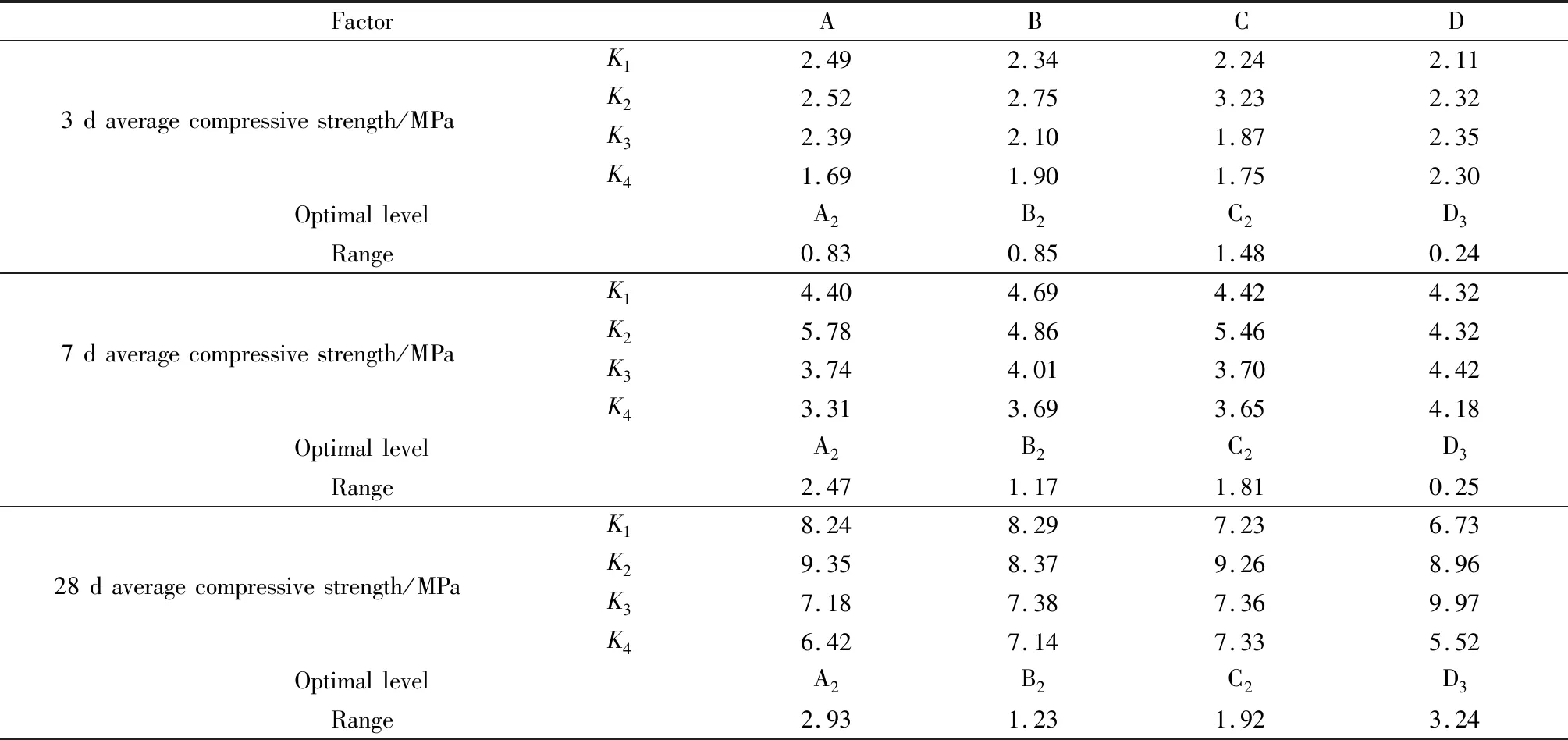
表4 胶凝材料抗压强度极差分析Table 4 Range analysis of compressive strength of cementitious material
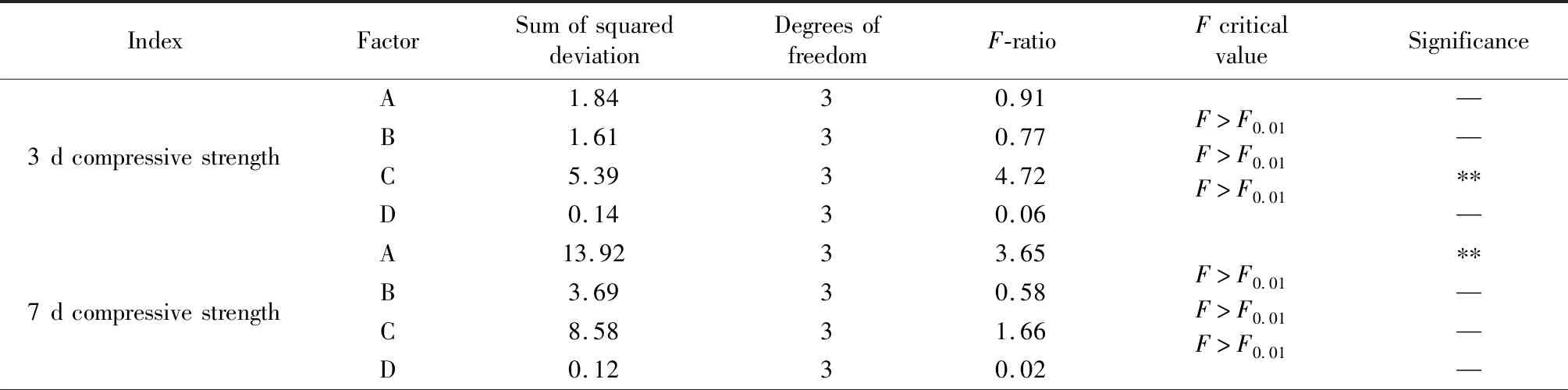
表5 胶凝材料抗压强度方差分析Table 5 Variance analysis of compressive strength of cementitious material

续表
从表4可以看出,胶凝材料3 d抗压强度影响因素作用大小为C2>A2>B2>D3。这主要是因为在水化早期,氢氧化钠碱溶液会促进铁尾矿粉、脱硫灰和矿渣微粉快速解聚,以及水化产物大量形成。胶凝材料7 d抗压强度影响因素作用大小为A2>C2>B2>D3,这主要是因为在养护7 d后铁尾矿粉与激发剂接触反应后基本解聚,水化产物增多,同时铁尾矿粉在胶凝材料中能起到较好的集料填充作用,使得试块的力学性能增强。胶凝材料28 d抗压强度影响因素作用大小为D3>A2>C2>B2,这主要是因为在水化后期硫酸钙在碱溶液中易生成二水硫酸钙,加速了胶凝材料的凝结硬化。由表5可知,对于胶凝材料3 d、7 d和28 d抗压强度的影响最为显著的分别是氢氧化钠、铁尾矿粉和硫酸钙。
由极差和方差的分析结果可知,胶凝材料3 d、7 d和28 d抗压强度的最优配合比均为A2B2C2D3,即铁尾矿粉、脱硫灰、氢氧化钠和硫酸钙掺量分别为20%、10%、1%和9%。最优配合比验证结果见表6,此时,胶凝材料3 d抗压强度为4.59 MPa,28 d抗压强度为18.44 MPa。

表6 胶凝材料最优配比验证Table 6 Verification of optimal proportion of cementitious material
2.2 各因素掺量对抗压强度的影响
2.2.1 铁尾矿粉和脱硫灰掺量的影响
各因素掺量对胶凝材料抗压强度的影响如图2所示。由图2(a)可知,胶凝材料的抗压强度随铁尾矿粉掺量的增加先升后降。铁尾矿粉掺量为20%时,胶凝材料抗压强度达到最大值,此时的铁尾矿粉发挥了集料填充作用,减少了浆体的内部孔隙,从而提高了试件的抗压强度。但铁尾矿粉的胶凝活性远小于矿渣微粉,随着铁尾矿粉掺量的继续增加,矿渣微粉水化生成的C-S-H凝胶减少。铁尾矿粉颗粒不能完全被C-S-H凝胶包裹,胶凝材料内部的结构密实度下降,导致抗压强度减小。
如图2(b)所示,胶凝材料的抗压强度随脱硫灰掺量的增加先升后降。脱硫灰掺量为10%时,胶凝材料抗压强度达到最大值,此时体系中活性SiO2和Al2O3较多,增大了胶凝组分颗粒之间的有效黏结力,从而提高抗压强度。
2.2.2 氢氧化钠掺量的影响
如图2(c)所示,胶凝材料的抗压强度随氢氧化钠掺量的增加先升后降。氢氧化钠掺量为1%时,胶凝材料的抗压强度达到最大值。氢氧化钠掺量为1%的胶凝材料3 d、7 d和28 d抗压强度,与不掺氢氧化钠相比,分别增加了5.4%、40.7%和23.6%。这主要是因为随着氢氧化钠掺量的增加,胶凝材料溶液体系中的碱含量增加,碱溶液会促进铁尾矿粉、脱硫灰和矿渣微粉的解聚,导致液相中简单聚合体发生缩聚,促使水化产物大量形成,试件界面结构更加致密,孔隙减少,从而提高胶凝材料的抗压强度。但随着氢氧化钠掺量的继续增加,胶凝体系中的OH-过量,使得胶凝材料粘聚性增大,液相中活性组分扩散阻力增大,胶凝材料解聚和聚合反应的速率降低,水化产物减少,抗压强度降低。
2.2.3 硫酸钙掺量的影响
由图2(d)可知,胶凝材料的抗压强度随硫酸钙掺量的增加先升后降。硫酸钙掺量为9%时,胶凝材料的抗压强度达到最大值。硫酸钙掺量为9%的胶凝材料3 d、7 d和28 d抗压强度,与硫酸钙掺量为6%相比,分别增加了1.3%、2.3%和11.2%。这主要是因为硫酸钙在碱溶液中易生成二水硫酸钙,并从饱和的碱溶液中析出结晶,加速了胶凝材料的凝结硬化,提高了胶凝材料早期的抗压强度。随着硫酸钙掺量的增加,在与氢氧化钠的复合激发作用下,胶凝组分不断发生水化反应,AFt和C-S-H等水化产物增多。但随着硫酸钙掺量的持续增加,过量的硫酸钙不断从溶液中析出,引起胶凝材料体积膨胀,破坏原有结构,降低抗压强度。
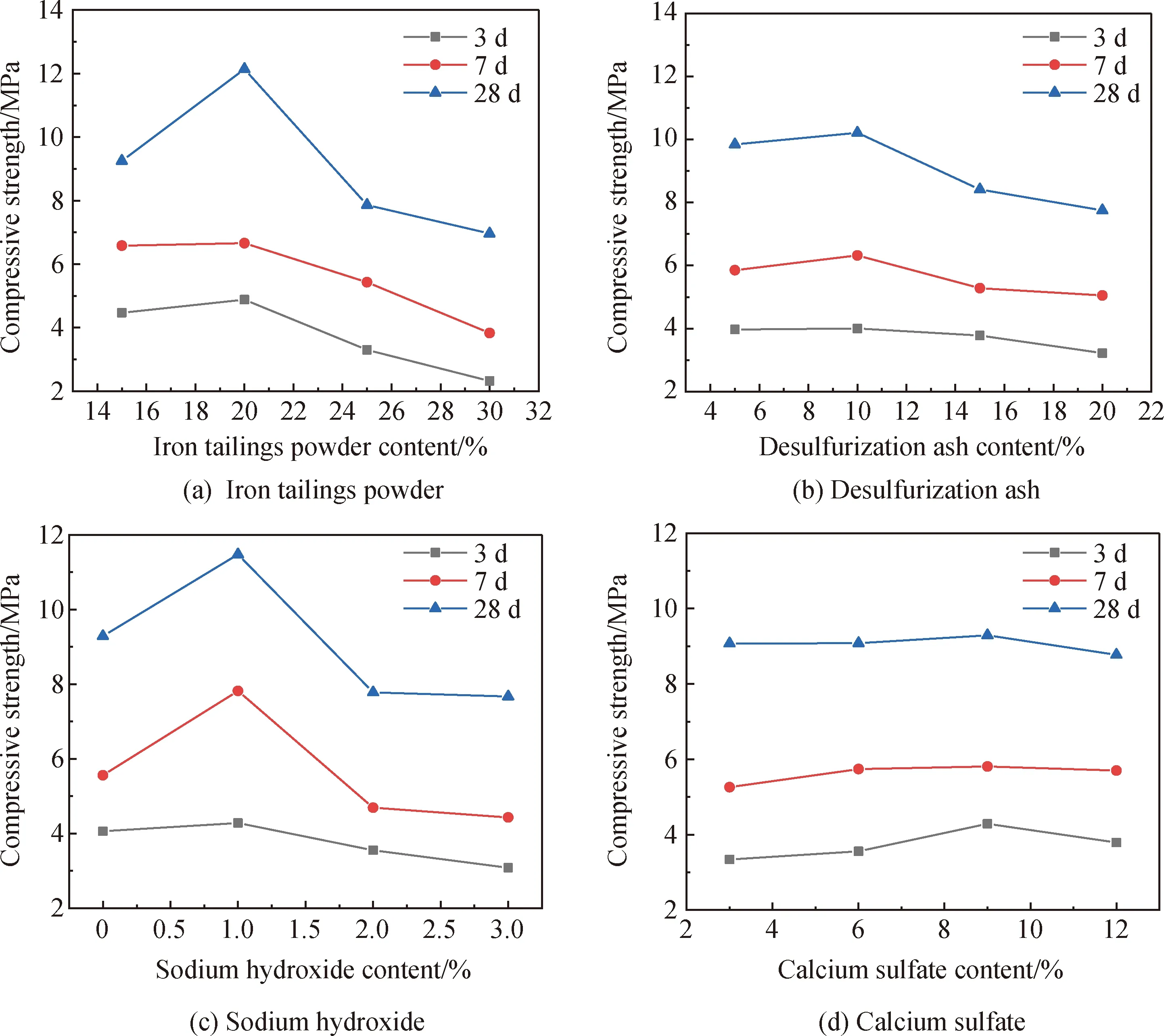
图2 各因素掺量对胶凝材料抗压强度的影响Fig.2 Effect of content of each factor on compressive strength of cementitious material
2.3 XRD分析
对配合比为A2B2C2D3的铁尾矿粉-脱硫灰胶凝材料进行XRD分析,图3为不同龄期胶凝材料试样的XRD谱。养护龄期为3 d时,在氢氧化钠碱激发的作用下,铁尾矿粉、脱硫灰和矿渣微粉中的Si—O和Al—O发生解聚-缩聚反应,从而加速Si4+及Al3+的溶解,使得Ca2+成为游离状态,并在碱性环境中发生反应生成低溶解度的C-S-H凝胶。同时硫酸钙的掺入使得胶凝材料中硫酸盐的含量提高,并与铝酸盐矿物反应形成AFt。使得胶凝材料早期的抗压强度增强。当水化7 d时,AFt的衍射峰强度逐渐提高,C3S的衍射峰强度较3 d明显降低。随着水化反应的进行,氢氧化钠、硫酸钙复合激发的作用显著增强,大量的铁尾矿粉、矿渣微粉和脱硫灰等胶凝组分的活性得到激发,C-S-H凝胶的生成量增加。当水化28 d时,AFt的衍射峰进一步尖锐,C-S-H凝胶大量生成。这表明随着养护龄期的增加,胶凝组分的水化程度逐渐增大,在宏观上表现为抗压强度随龄期的增大而增强,这与表3试件抗压强度随养护龄期的发展规律一致。

图3 不同龄期胶凝材料试样的XRD谱Fig.3 XRD patterns of cementitious material samples at different ages
2.4 SEM分析
采用SEM观测配合比为A2B2C2D3的铁尾矿粉-脱硫灰胶凝材料不同龄期下的微观形貌,结果如图4所示,胶凝材料水化3 d时,界面中白色絮状物为C-S-H凝胶,针状物为水化产物AFt,部分针棒状AFt被絮状C-S-H凝胶包裹,大量未参与水化反应的铁尾矿粉、脱硫灰堆积在内部孔隙中,火山灰活性未能得到有效地发挥。随着水化龄期的增加,AFt的外貌形态由较细的针棒状变为较粗的柱状,同时AFt相互交错生长,部分AFt形成骨架镶嵌在空隙之中。水化反应生成的C-S-H凝胶增多,胶凝材料界面原有的孔隙逐渐被AFt、C-S-H凝胶覆盖填满,胶凝材料内部结构相对密实。在水化28 d时,胶凝材料的水化产物增多,水化较为充分,C-S-H由絮状结构逐渐变为网状结构并覆盖包裹在胶凝材料表面,部分柱状AFt贯穿于C-S-H和孔隙之间,同时界面中出现了大量不规则片状和六方形片状的水化硫铝酸钙,胶凝材料整体结构较为密实,胶凝材料宏观强度增强。这与本试验中试件抗压强度随养护龄期的发展规律一致。

图4 不同龄期胶凝材料试样的SEM照片Fig.4 SEM images of cementitious material samples at different ages
3 结 论
(1)铁尾矿粉、脱硫灰、氢氧化钠和硫酸钙掺量的增加,均使胶凝材料的抗压强度呈先升后降的趋势。对胶凝材料3 d、7 d和28 d抗压强度影响最显著的分别是氢氧化钠掺量、铁尾矿粉掺量和硫酸钙掺量。
(2)通过对胶凝材料抗压强度正交试验结果进行极差和方差分析得到,最优配合比为铁尾矿粉掺量20%,脱硫灰掺量10%,氢氧化钠掺量1%,硫酸钙掺量9%,矿渣微粉掺量60%。
(3)硫酸钙的掺入提高了胶凝材料中硫酸盐的含量,并与铝酸盐矿物反应形成AFt,增强了胶凝材料早期的抗压强度。随着水化反应的进行,C3S的衍射峰强度明显降低,AFt的衍射峰强度增加,C-S-H凝胶大量生成,结晶程度提高,胶凝材料的强度增加。
(4)胶凝材料界面早期以紧密堆积的簇状C-S-H凝胶和针棒状AFt为主,随着水化龄期的延长,柱状AFt交错生长,网状C-S-H覆盖包裹在胶凝材料表面,柱状AFt贯穿于C-S-H和孔隙之间,胶凝材料整体结构密实,宏观强度提高。
