PLA/PBAT/ATP复合纤维的制备及其吸附和脱附性能
2023-03-14杨光远彭三文王闻车静李哲铭
杨光远,彭三文,王闻,车静,李哲铭
(1.湖北中烟工业有限责任公司,武汉 430040; 2.湖北中烟卷烟材料厂,武汉 430050)
提高吸烟的安全性一直是烟草行业发展的重要方向,香烟过滤嘴的出现显著降低了烟气进入人体时有害物质残留量,从早期的聚丙烯(PP)纤维到目前常用的以二乙酸纤维素(CA)为原料的香烟滤嘴,其吸附降害性能得到进一步提高[1-2]。虽然CA滤嘴能有效过滤烟气中的有害物质并提升口感,但CA的原料主要来自于高龄木材,且生产工艺的副产物较多,对环境影响较大[3]。随着人们环保意识的逐渐增强以及国家限塑令的日益严格,以可降解原料替代PP纤维和CA丝束生产香烟滤嘴是烟草行业未来的发展方向[4]。作为可生物降解高分子材料,聚乳酸(PLA)可以通过简单的熔融纺丝制备纤维,在生物医疗行业已有大量应用,如药物载体和手术缝合线等[5]。近年来,以PLA纤维丝束制备香烟滤嘴已有文献报道,并呈现出明显优于PP纤维丝束滤嘴的过滤性能[6]。
为进一步降低卷烟对人体的伤害,低焦油含量香烟逐渐成为世界卷烟的主流,国内诸多厂商也均推出了相应的细支香烟,但降焦降害的同时必将影响卷烟香气和口感。对香烟进行增香处理可有效衬托烟草本身的香味,增加烟气浓度、改善芬芳并掩盖刺激性气味,从而起到提升香烟口感的效果,与低焦香烟的研发形成互补效果。目前,香烟的增香技术主要为烟丝加香、卷烟纸加香、成形纸加香、包装材料加香以及滤嘴加香等[7]。其中,滤嘴加香法可克服香烟抽吸之前香味逸失以及抽吸过程中的静燃损失,同时可避免抽吸时香料热解可能生成的有害物质。可采用多种方式对滤嘴进行加香,溶剂加香是实际生产中广泛应用的方法,无须专门设备且操作方便。例如,可将香料与常用的滤嘴黏结剂三乙酸甘油酯混合后在滤嘴黏结过程中完成加香[8]。
滤嘴的加香效果主要由香料在滤嘴纤维丝束中的存留方式有关,除纤维对香料的吸附作用外,香料分子在纤维丝束中的渗透也至关重要,相对于吸附作用,渗透进纤维丝束内部的香料能显著提升香烟的储存时间[9]。就黏结剂溶解加香工艺而言,香料分子的渗透主要受黏结剂对丝束纤维溶解性的影响,PLA纤维在熔融纺丝过程中由于拉伸作用往往具有较高的结晶度,黏结剂对晶区的腐蚀作用有限,因此严重影响了PLA滤嘴的加香效果[10]。聚对苯二甲酸-己二酸丁二酯(PBAT)也是一种可生物降解的芳香族聚酯,PBAT能有效抑制PLA的结晶并消除冷结晶,从而显著提升滤嘴加香效果具[11-12]。另一方面,凹凸棒土(ATP)是一种廉价的黏土矿物,具有较高的热稳定性和多孔结构,常作为吸附材料使用,在滤嘴降害和加香领域也有广阔的应用前景[13-14]。
基于上述背景,笔者以γ-缩水甘油醚氧丙基三甲氧基硅烷(KH560)对ATP进行表面改性,然后通过熔融纺丝法制备PLA/PBAT/ATP复合材料,再经熔融纺丝制备复合纤维,重点研究了PBAT用量对复合纤维力学性能、熔融结晶行为、降解性能的影响。最后以常用的烟草香料薄荷醇为参考,进一步考察了复合纤维对薄荷醇的吸附和脱附性能。
1 实验部分
1.1 主要原料
PLA:LX175,泰国道达尔公司;
PBAT:TH801T,新疆蓝山屯河聚酯有限公司;
ATP:粒径约50 μm,盱眙博图凹土股份有限公司;
二甲苯、无水乙醇:分析纯,国药化学试剂有限公司;
KH560:工业级,南京曙光化工集团有限公司;
三乙酸甘油酯:99%,广州尚德化工有限公司;
薄荷醇:食品级,湖南南国生物技术有限公司。
1.2 主要仪器与设备
鼓风干燥箱,DHG-9070A型,上海和呈仪器制造有限公司;
真空干燥箱:DZF-6032型,上海鳌珍仪器制造有限公司;
双螺杆挤出机,SJSL51型,南京永杰化工机械制造有限公司;
熔融纺丝机:自制;
小型香烟滤嘴生产线:湖北中烟卷烟材料厂;
傅里叶变换红外光谱(FTIR)仪:Avatar 370型,美国Nicolet公司;
熔体流动速率(MFR)仪:MTM 1000-A1型,深圳三思纵横科技股份有限公司;
差示扫描量热(DSC)仪:DSC214型,德国耐驰公司;
扫描电子显微镜(SEM),SUPRA55型,德国蔡司公司;
万能拉力试验机:WDT-30型,深圳市凯强利试验仪器有限公司;
直线吸烟机:SM450型,英国Cerulean公司;
气相色谱仪:Agilent 6890型,日本安捷伦公司。
1.3 样品制备
先将ATP在足量1 mol/L的盐酸中于50 ℃下活化4 h,用去离子水充分洗涤至中性后120 ℃下干燥至恒重。再将5 g活化后的ATP超声分散在150 mL二甲苯中,并加入10 g KH560,100 ℃下强烈搅拌反应10 h,抽滤后得固体滤饼,用无水乙醇洗涤数次后置于60 ℃的鼓风干燥箱中充分干燥,最后研磨得到KH560表面改性ATP (ATP-KH560)。
将PLA和PBAT在60 ℃下真空干燥,充分干燥8 h以上,为保证复合材料的可纺性,ATP-KH560用量固定为4份,按照表1中的配方将PLA,PBAT和ATP-KH560在高混机中混合均匀,经双螺杆挤出机造粒制备复合材料,挤出机各段温度分别为150,160,170,170,170,170,165,165,160 ℃,转速为150 r/min;将复合材料在60 ℃下真空干燥24 h,采用自制的小型熔融纺丝机在180~190 ℃下进行熔融纺丝,纺丝机螺杆长径比为30,熔体泵规格为0.6 mL/r,螺杆转速10~30 r/min,采用矩形孔喷丝板,孔数目为36,水热牵伸定型,牵伸比为4,牵伸温度80 ℃,烘干后多次重叠成足够线密度的纤维丝束并收卷,制得PLA/PBAT/ATP复合纤维。将不同的纤维束在开松上胶机上进行开松,以溶有薄荷醇的三乙酸甘油酯为黏结剂进行上胶成型为滤棒,最后裁剪接装成细支香烟,将香烟恒温恒湿条件下储存7 d (室温,湿度为50%),得到加香细支卷烟。
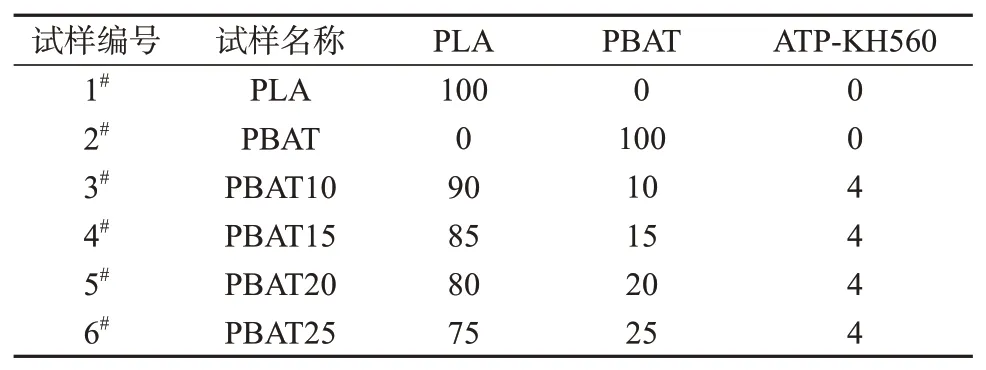
表1 PLA/PBAT/ATP复合材料各组分用量 份
1.4 测试与表征
力学性能测试:采用万能拉力试验机参照GB/T 1040-2018测定复合材料的力学性能,50 mm/min,室温下测试。
FTIR测试:KBr压片法制样,测试范围500~4 000 cm-1,分辨率2 cm-1。
MFR测试:参照GB/T 3682-2000测定复合材料的MFR,测试温度190 ℃,负载2.16 kg。
SEM测试:将试样在液氮中脆断,断面喷金后用SEM观察断面形貌,加速电压5 kV。
DSC分析:采用DSC仪测定复合纤维的熔融结晶行为。样品质量3~5 mg,氮气氛围,温度范围50~180 ℃,升温速率为10 ℃/min。结晶度(Xc)通过式(1)计算。式(1)中,ΔHm为熔融焓,J/g;ΔHc为冷结晶热焓,J/g;a和b分别为PLA和PBAT的质量分数,ΔH0和ΔH0′分别为PLA和PBAT 100%结晶时的熔融焓,PLA为93 J/g,PBAT为114 J/g[15]。
堆肥降解实验:将预先干燥后的样品称重记为w1,然后埋入土壤并置于室外自然环境,以适量自来水维持土壤湿度,定期取出样品,清洁干净并充分干燥后称重,记为w2,单位均为g,降解率Dr通过式(2)计算。
加香效果评估:将储存7 d后的细支卷烟的烟丝与滤嘴剥离,将滤嘴剪碎后在20 mL氯仿中充分搅拌溶解,然后加入100 mL茴香脑无水乙醇标准溶液(0.1 g/L),充分搅拌后分离固体沉淀得到溶液。以茴香脑为内标,通过气相色谱法测定溶液中薄荷醇含量,每只滤嘴测试5次,取平均值。同时,将卷烟暴露在大气环境中42 d,每隔一周采用上述方法测定滤嘴中薄荷醇的含量。
吸附性能测定:将干燥至恒重的滤嘴置于不同气体的饱和蒸气压下进行充分吸附12 h,达到吸附平衡后再称重,吸附率Ar通过式(3)计算,式(3)中wf为吸附之前滤嘴质量,wb为吸附平衡后的质量,单位均为g。
逐口释放转移率测定:采用直线吸烟机根据YC/T 29-1996标准进行抽吸实验,以含茴香脑的无水乙醇为标准溶液对每口主流烟气进行吸收,通过气相色谱测定烟气中薄荷醇的含量。通过式(4)计算转移率Tr,式(4)中Wx为对应口数主流烟气中的薄荷醇含量,Wa为抽吸完成时主流烟气中薄荷醇总释放量。
2 结果与讨论
2.1 FTIR分析
图1为ATP和ATP-KH560的FTIR谱图。图1 ATP的谱线中,3 550,1 650 cm-1处分别为羟基的伸缩振动和弯曲振动峰,1 029,982 cm-1处为ATP中Si—O—Si的骨架的振动吸收峰。ATP表面经KH560修饰后,在ATP-KH560谱线的2 929,2 855 cm-1处出现了C—H的反对称和对称伸缩振动峰,1 450 cm-1处出现了明显的C—H面内弯曲振动峰,受环氧基团的影响,Si—O—Si骨架的峰型发生宽化,且在1 089 cm-1处出现了脂环醚C—O—C反对称伸缩振动峰,以上新的特征峰均来自于有机组分,说明硅烷偶联剂KH560通过脱醇反应接枝到ATP表面,从而引入环氧基团制得ATP-KH560。

图1 ATP和ATP-KH560的FTIR谱图
2.2 PBAT用量对复合材料性能的影响
表2为不同PBAT用量下复合材料的MFR、力学性能和可纺性。从表2数据可以看出,纯PLA的拉伸强度为49.6 MPa,断裂伸长率仅为9.3%,属于典型的脆硬材料,以纯PLA纤维制备滤嘴时易发生由于纤维断裂而导致的结构破坏,进而严重影响滤嘴的过滤效果。纯PBAT具有较大的断裂伸长率和明显低于PLA的拉伸强度和拉伸弹性模量,呈类似于热塑性弹性体的性能,可作为PLA的增韧改性剂。当加入10份PBAT和4份ATP-KH560时,复合材料的拉伸强度出现轻微下降,但断裂伸长率明显增大,随着PBAT用量增大至20份,复合材料的拉伸强度下降至32.6 MPa,断裂伸长率为106.4%,增韧效果明显,拉伸弹性模量的下降也证明了体系的韧性得到提升。这是因为PLA/PBAT为部分相容体系,环氧类物质常作为体系的反应增容剂,笔者加入的ATP-KH560表面带有较多环氧基团,能有效提升PLA与PBAT的相容性,此外,无机黏土对部分相容型共混体系也具有一定的增容效果。随PBAT用量继续增大,超过了ATP-KH560的增容极限,复合材料在拉伸作用下易发生界面脱黏,同时,由ATPKH560引起的应力集中使得材料提前发生破坏,拉伸强度和断裂伸长率均出现明显下降,同时复合材料的可纺性下降。当PBAT用量为10份和15份时,复合材料的MFR略低于纯PLA,这是由于ATPKH560通过反应增容可能形成了部分交联结构,根据自由体积理论,MFR的下降也能反映体系相容性的提升。随PBAT用量继续增大,MFR逐渐增加。
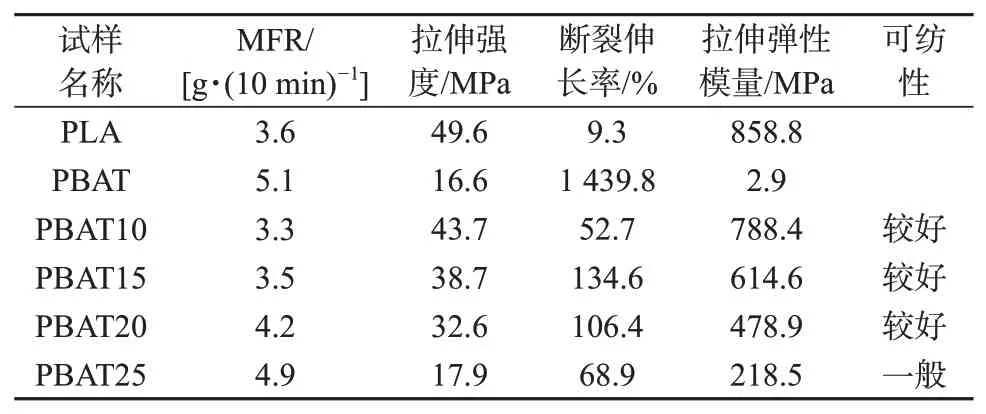
表2 不同PBAT用量下复合材料的MFR、力学性能和可纺性
不同PBAT用量下复合材料的断面SEM照片如图2所示。图2a中,当PBAT用量为10份时,其分散相大小相对均匀,仅有少量较大的颗粒,且尺寸都在10 μm以内,小凹坑为PBAT相脱落形成,分散相与基体间的间隙并不明显,表明两者为部分相容体系。随PBAT用量逐渐增大,复合材料中PBAT相尺寸逐渐增大,当PBAT用量为25份时,分散相与PLA基体间发生了明显的脱黏,较大的分散相尺寸和界面间隙影响了应力传递,导致复合材料的力学性能下降。在纺丝拉伸过程中,上述微观相分离有利于在复合纤维表面形成缺陷,使黏合剂更易渗入溶解。
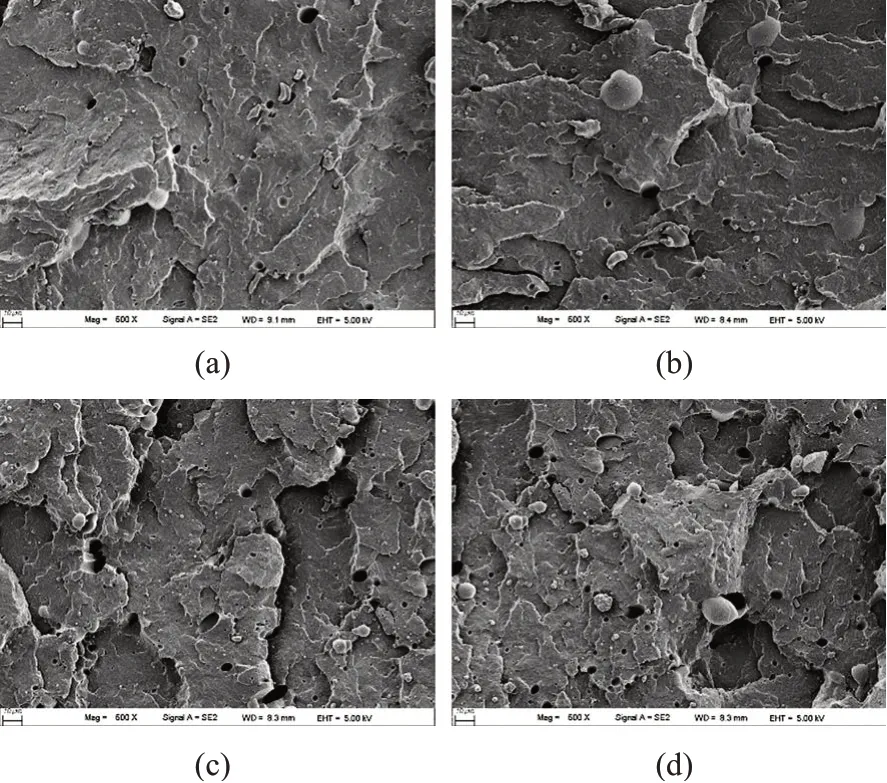
图2 复合材料的断面SEM照片(×500)
2.3 PBAT用量对复合纤维熔融行为的影响
图3为纯PLA、纯PBAT和不同复合纤维的DSC熔融曲线。由图3可以看出,纯PLA纤维的冷结晶峰在90~130 ℃范围内,峰型较宽,主要为无定形区在高温下的再结晶。同时在147.6,154.1 ℃处出现双熔融峰,对应冷结晶以部分有序晶体的异相成核以及无定形区的均相成核,形成了厚度和完善度不同的结晶。此外,纯PBAT纤维熔融曲线在80~125 ℃范围内出现了较宽的熔融峰,这是由于PBAT本身较难结晶,少量晶区的完善程度差异较大。以ATP-KH560为增容剂,随PBAT用量增大,PLA的冷结晶峰值温度逐渐降低,这是由于复合纤维中的ATP对PLA冷结晶起到了成核作用,但受部分交联结构和PBAT相的影响,仅少量PLA分子链发生了冷结晶,因此结晶峰强度逐渐下降。同时,PLA的双熔融峰中的低温熔融峰比例逐渐减小,表明冷结晶对晶区完善度差异性的影响逐渐减小。当PBAT用量为25份时,曲线在110 ℃左右出现了微弱的PBAT熔融峰,且峰型较宽,可能是PBAT以ATP为成核剂通过异相成核形成的晶区在升温过程中发生熔融,当PBAT用量较低时,受PLA晶区的限制,并未观察到明显PBAT的熔融峰,这可能是部分PBAT参与了PLA的结晶(冷结晶、均相和异相成核)过程形成了共晶,随PLA一起进行熔融。同时,PLA的熔融双峰随PBAT用量增大逐渐向单熔融峰转变,且高温熔融峰温度逐渐降低,证明PLA结晶受限抑制,且晶区完善程度下降,整个体系的结晶度也呈下降趋势。
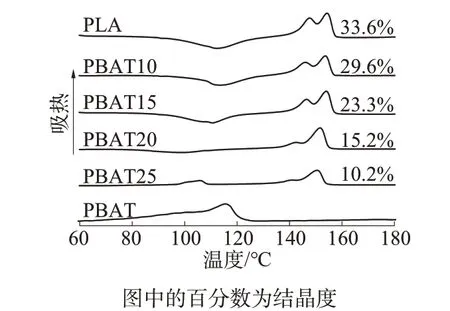
图3 纯PLA、纯PBAT和复合纤维的DSC熔融曲线
2.4 PBAT用量对复合纤维降解行为的影响
图4为纯PLA、纯PBAT以及不同复合纤维的堆肥降解曲线。由图4可以看出,纯PLA和PBAT纤维在堆肥实验60 d时的降解率分别为86%和43%,这是由于PBAT中的芳环降低了其降解性能。随PBAT用量增大,复合纤维在60 d时的降解率逐渐下降至82.8%,74.7%, 68.9%和62.7%。所有纤维的降解曲线均出现明显的加速期,这是由于土壤中水分和微生物对材料的降解是从表面开始,降解产物对PLA和PBAT脂肪链段的降解过程起到促进作用。其中,PBAT用量为10份和15份的共混纤维在降解初期甚至呈现比纯PLA纤维更快的降解速率,这可能是复合纤维由于相容性的原因表面缺陷较多,水和微生物更容易通过这些表面缺陷进入纤维内部,即降解反应同时在表面和内部进行,降低了体系结构的紧密程度,促进了降解过程。此外,ATP-KH560和PBAT的加入严重影响了PLA的结晶,且ATP本身具有优异的亲水性,水和微生物更容易破坏纤维表面的非晶区,通过表面缺陷或沿着ATP进入内部促进降解。
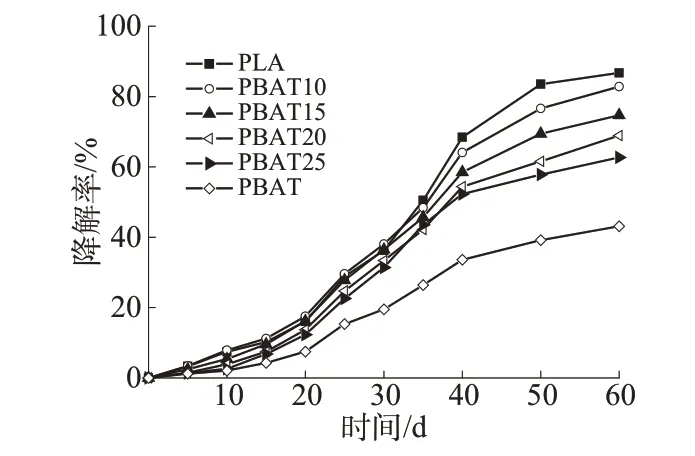
图4 纯PLA、纯PBAT和复合纤维的降解性能
2.5 复合纤维滤嘴的加香效果和吸附性能
图5为PLA和不同复合纤维滤嘴的薄荷醇加香效果。由图5可以看出,纯PLA纤维的加香效果较差,在大气环境中暴露42 d后,滤嘴中薄荷醇的残余量仅剩0.26 mg/支。熔融纺丝拉伸过程中,PLA大分子通过取向提升了纤维结晶度,无定形区减少,使得黏结剂中的薄荷醇很难渗进纤维内部,仅吸附在纤维表面,并在放置过程中慢慢挥发。随着PBAT和ATP-KH560的加入,纤维结晶度明显下降,且PBAT本身结晶度较低,使得纤维表面无定形区增多,有利于黏结剂和薄荷醇的渗入,这部分渗入纤维内部的薄荷醇不易挥发。同时,分子结构中含有芳环的PBAT对薄荷醇的吸附性较好,进一步提升了薄荷醇在纤维中的残留量。随PBAT逐渐增大,加香效果到显著提升,放置21 d后的薄荷醇含量下降速率明显下降,这主要对应于渗入纤维内部的薄荷醇残留。其中,PBAT用量为20份和25份的复合纤维滤嘴的薄荷醇含量最初为2.94 mg/支和3.14 mg/支,经42 d暴露后仍能保持2.46 mg/支和2.61 mg/支,加香效果已经达到国内大多市售加香卷烟的香气指标(不低于1.66 mg/支)。
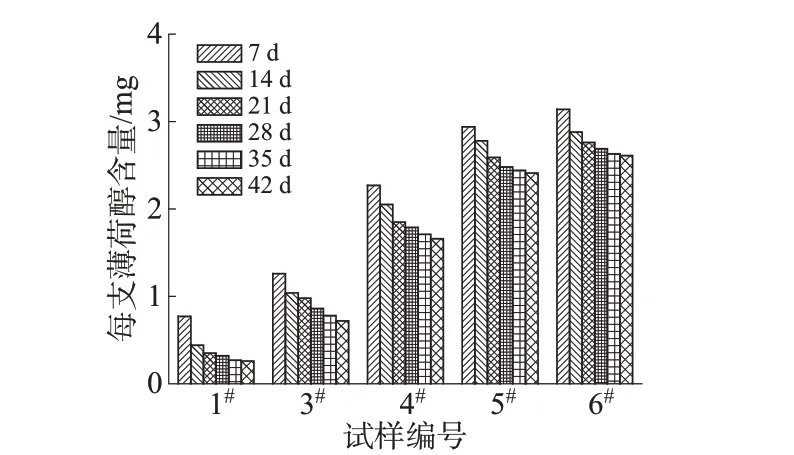
图5 PLA纤维和复合纤维滤嘴的薄荷醇加香效果
香料在主流烟气中的转移率是影响加香卷烟抽吸口感的重要因素。当PBAT用量为20份时,所制备的复合纤维滤嘴具有较好的形状稳定性和加香效果,以市售的一种细支薄荷爆珠香烟为参照,研究了PLA/PBAT20/ATP-KH560滤嘴加香卷烟中香料在主流烟气中的释放规律,如图6所示。由图6看出,爆珠加香方式下,薄荷醇的逐口释放量在第三口之后开始趋于稳定,主要是由于爆珠中高沸点溶剂抑制了薄荷醇向主流烟气中转移,且爆珠往往位于滤嘴的前段,滤嘴对薄荷醇的吸附也是影响转移率的一个因素。然而,滤嘴加香方式下,PLA/PBAT20/ATP-KH560卷烟中薄荷醇向主流烟气的转移率随口数增大逐渐增加。随抽吸次数增加,香烟的燃烧锥逐渐向滤嘴靠近,滤嘴温度逐渐升高,促进了丝束中薄荷醇的释放,香味成分逐口释放量逐渐提高,这有利于改善香烟抽吸后期由于滤嘴温度升高引起的口感下降。
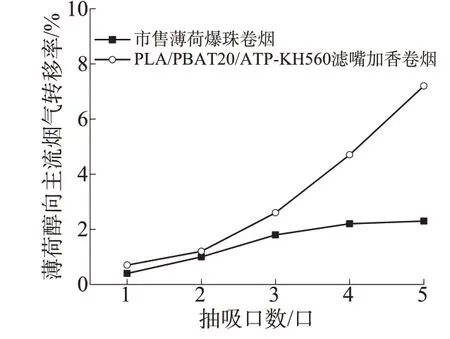
图6 薄荷醇在主流烟气中的逐口转移率
香烟滤嘴主要用于过滤烟气的有害物质,为考察滤嘴的吸附性,在饱和蒸气压条件下测定了滤嘴对几种不同极性气体的吸附性,与纯PP,CA和PLA纤维丝束滤嘴进行了对比,结果见表3。从表3数据可看出,非极性PP纤维丝束滤嘴对非极性气体甲苯具有最高的吸附率5.54%,对其它极性气体的吸附率较低,此外,PP纤维的黏结性较差也是导致其吸附效率低的原因。而极性的CA丝束滤嘴对极性气体的吸附率非常高,同时对非极性气体也有一定的吸附效果,这主要由于CA纤维丝束的黏结性较好,上胶过程中构成的三维立体网络较为致密。纯PLA总体上表现为亲脂性,由于其上胶性能优于PP,表现出比PP更好的吸附性,但对极性气体的吸附性明显低于CA。相对于纯PLA,PLA/PBAT20/ATP-KH560复合纤维丝束滤嘴的吸附性得到明显提升,其中,对烟碱尼古丁的吸附性最接近CA纤维丝束滤嘴,这是因为复合纤维丝束表面大量缺陷和无定形区的形成提升了黏合密度,进而提升了吸附性能。同时,ATP的加入也能提高滤嘴吸附效果。
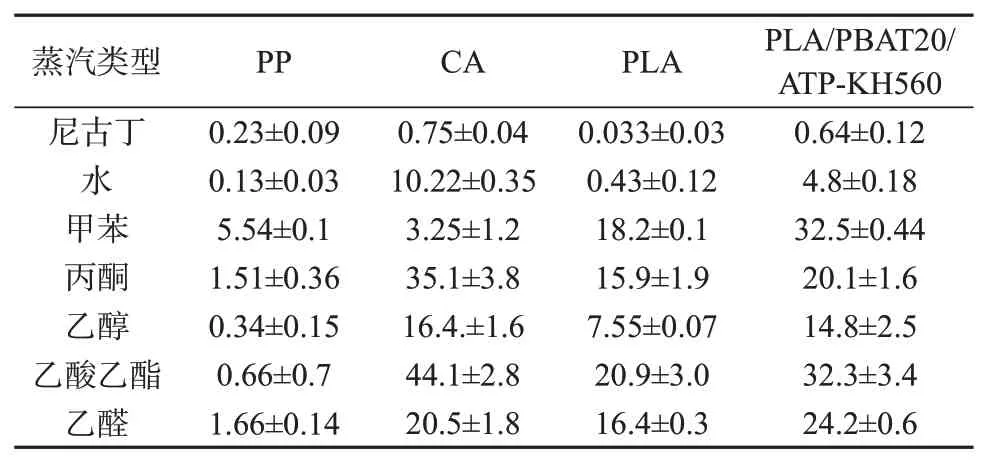
表3 不同材料过滤嘴对不同极性和非极性气体的吸附率 %
3 结论
(1)通过脱醇反应成功制备ATP-KH560,对共混物起到反应增容作用,随共混物中PBAT用量增大,复合材料的拉伸强度逐渐下降,当PBAT用量为20份时,拉伸强度和断裂伸长率分别为32.6 MPa和106.4%,且具有较好的可纺性,复合纤维的降解速率介于纯PLA和PBAT纤维之间。
(2)受ATP-KH560和PBAT影响,PLA结晶受限,结晶度随PBAT用量增大逐渐减小,熔融双峰向单峰转变。
(3) PBAT和ATP-KH560能有效提升复合纤维丝束滤嘴对薄荷醇的吸附量,PBAT用量为20份时,薄荷醇在滤嘴中的吸附量达到2.94 mg/支,且长期稳定性较好,吸烟过程中的逐口释放量逐渐增大。
(4) PBAT用量为20份的复合纤维丝束滤嘴对极性和非极性气体的吸附性相对于纯PLA均得明显提升,对尼古丁的过滤效率与纯CA丝束滤嘴最为接近。
