基于最小二乘法CNC无线测头智能检测控制系统设计
2023-03-10吴光明刘惠强
薛 明 吴光明 刘惠强
(东莞市技师学院智能制造学院,广东 东莞 523460)
随着机械制造业及先进制造技术的快速发展,尤其是装备制造业及先进制造业发展趋向高度集成化、自动化、数字化、网络化和柔性化等智能制造[1],因此企业对零件质量检测的效率、精度要求越来越高。CNC在线检测系统广泛应用于数控铣削加工,目前被德国BLUM和ZEISS、意大利MARPOSS、英国RENISHAW、日本METROL、瑞典海克斯康HEXAGON等知名品牌掌握高端核心技术,但这些设备价格昂贵,故目前大多数都是采用人工离线检测。
在CNC数控加工中为了保证零件尺寸精度,需要实时监测零件的尺寸精度,在传统的加工过程中需要停机人工检测零件尺寸精度、刀具补偿、修改参数和程序,人工检测技术依赖技术人员生产经验、技能娴熟,不仅检测结果不稳定,而且易产生二次基准误差和人工测量误差[2],还增加了生产成本,也降低了生产效率。为此,笔者团队研究设计了CNC无线测头智能检测控制系统,实现自动检测和校正零件尺寸误差、形位误差等工艺参数,制造成本低,使用简单,维护便捷[3],如图1所示。
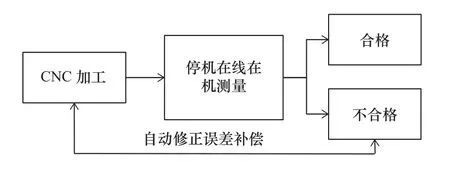
图1 零件在机在线自动测量方式
1 CNC无线智能检测系统的组成和原理
1.1 CNC无线智能检测系统组成
CNC无线智能检测系统主要是由CNC无线测头、无线通信装置、数据运算与处理系统等组成[4],该系统具有自动检测和校正等技术特点,检测速度快、精度高、操作方便,可适用于多种类型零件的自动检测、校正零件尺寸误差等参数和程序,图2所示该系统的控制原理。
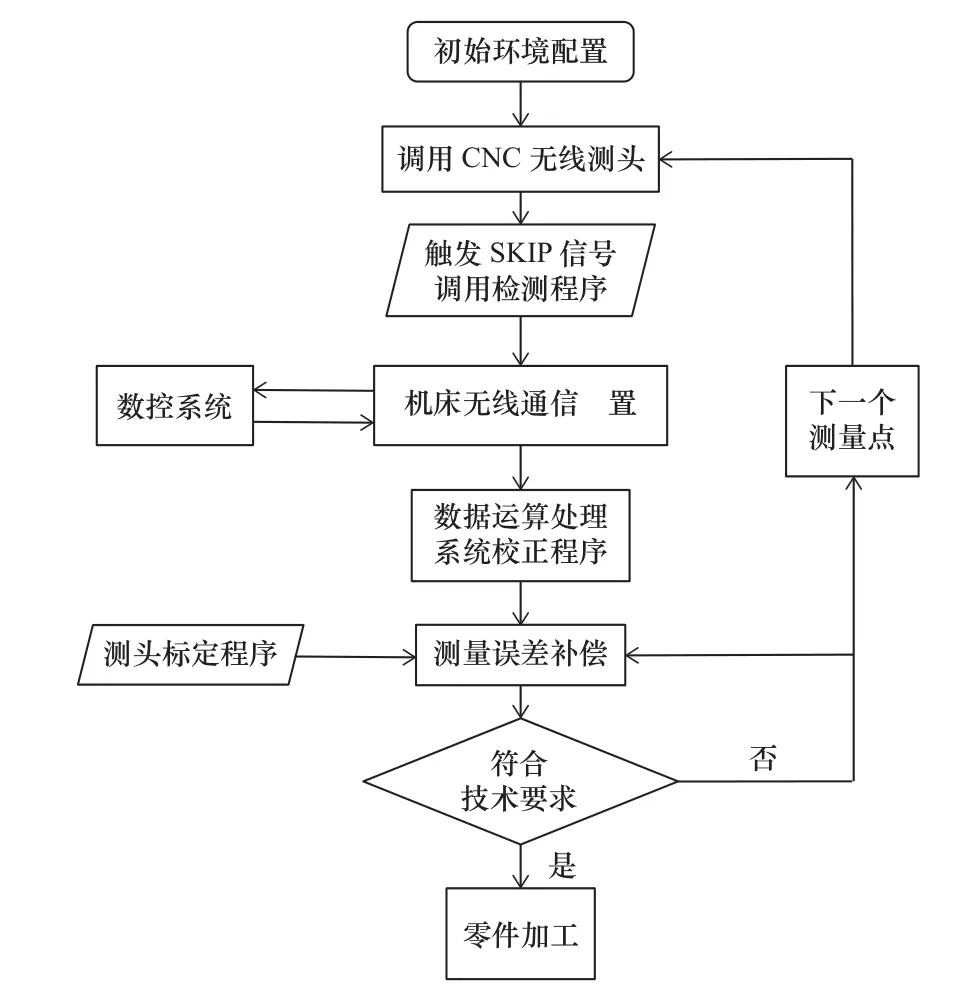
图2 CNC无线智能检测系统控制原理
CNC无线测头常采用触发式测头,也采用压电式开关测头。压电式测头是采用应变片或压电晶体作为触发源,灵敏度要比触发式测头高。在复杂的机床加工环境,机床在重切削及传动进给时引起系统振动不可避免,采用灵敏度过高的测头更容易受到外界干扰性因素影响测头数据采集精度。因此,根据加工实际情况本文选用触发式测头。
CNC无线测头的组成如图3所示。在测头内部定位板4水平面内,按120°均匀分布安装3个定位柱5,每个定位柱与支撑球副3组成3对触点副,3对触点副通过串联组成1个闭合回路,当测球1在压力弹簧7作用下接触工件表面,3对接触副其中之一发生断开,断开瞬间产生电信号,被CNC机床接收执行SKIP信号,然后通过宏程序运算与判断当前坐标值,将检测结果与技术要求进行比较和误差补偿校正。当测头远离工件后在压力弹簧的作用下复位,无信号。

图3 CNC无线测头的组成
1.2 CNC无线智能检测系统信号传输原理
如图4、图5所示,当测球接触被测工件达到一定的测量力Fc,测杆对接触点产生的力矩大于测杆弹簧和测头重力的合力Fs所产生的阻力矩时,由三对触点副串联而成测头触发信号回路其中任意一对触点副被触发断开,回路产生由高到低的电平跳变脉冲,输出一个下降沿的触发信号,触发信号的工作过渡区中会夹杂一些尖峰、毛刺等抖动性干扰,这些抖动性干扰信号经过无线通信装置传输到数控机床系统,并触发SKIP跳转信号程序,触发信号一经发生探头停止动作,并记录当前接触点位置坐标。球型侧端直径大小一般为0.3~8 mm,球度误差应小于0.15 μm,表面质量Ra<0.025 μm。
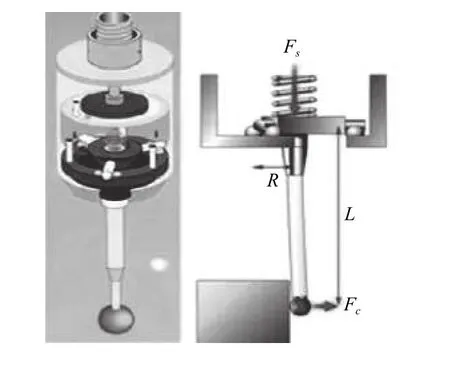
图4 CNC无线测头测量时受力情况
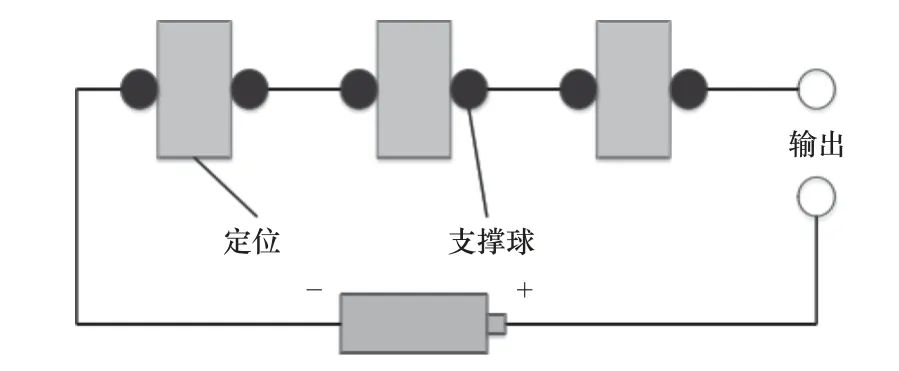
图5 触发式测头触发信号原理
1.3 CNC无线智能检测系统误差补偿原理
CNC无线智能检测系统几何误差补偿原理。在测量过程中测头通过与工件表面精确接触,再经过零件尺寸误差补偿数学模型计算,通过数据运算处理系统自动校正程序并补偿误差,图6所示误差补偿原理。
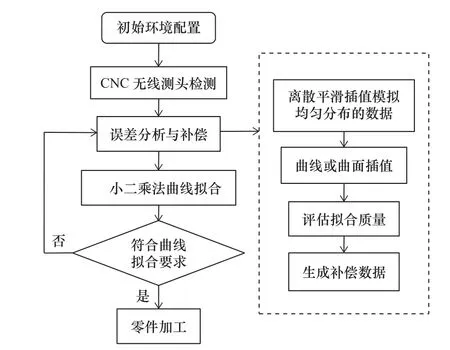
图6 CNC无线智能检测控制系统误差补偿原理
在实际测量工作中,因被测零件形状结构不同,有时无法准确地获得较为规则的坐标点,对于一些复杂的零件表面结构需要采集若干个离散的坐标点,再通过不同的拟合方法模拟出最符合零件实际情况的模型,即外形轮廓轨迹。常见的曲线拟合种类有直线拟合、平面拟合、规则曲面拟合以及复杂空间曲面拟合等,本文所研究的是二维规则曲线或曲面的拟合。
2 CNC无线测头数学模型的标定
在数控零件加工和三坐标检测中,常采用最小二乘法拟合轮廓曲线,最小二乘法是以“残差平方和最小”为条件求得最佳值并拟合成最佳直线或曲线。虽然最小二乘法具有通用的优点,但是对于复杂轮廓曲线的拟合存在一定的误差,例如齿轮齿廓曲线、叶轮叶片空间曲线等,因此对于复杂零件轮廓曲线常采用移动最小二乘法或者总体最小二乘法。移动最小二乘法能够减缓或解决传统曲线曲面拟合过程中存在的困难,可以取不同阶的基函数以获得不同的精度,取不同的权函数以改变拟合曲线(曲面)的光滑度,这是其他拟合方法无法做到的。从使用的广泛性和非复杂零件轮廓测量考虑,本文基于最小二乘法设计CNC无线智能检测控制系统。
2.1 测头数学模型的标定
在测量中,测头因受压力超量程或测杆塑性变形等影响,造成实际测量点与理论测量点不重合,也称为偏心误差。为了避免测头物理特性及测量过程中各种因素的影响,降低测量数据的原始误差、偏心误差和测量中的误差累计,因此在测头首次安装时,必须使用标准球对测头进行定期标定[5−6]。
如图7所示,CNC无线测头在测量零件表面接触点的法矢方向,因测量时压力逐渐增大,直到测头被触发产生信号,该信号被光栅计数器捕捉并输入到数控系统,数控系统获取到该测量点的X、Y、Z坐标值,该坐标值与理论测量点C之间相差一个测球半径r。为了计算出正确的实际测量点的坐标值,需在测量点法矢方向补偿测头半径r。测头数学模型的标定是以标准球半径加上测头半径为r圆心轨迹形成的若干点。根据球的空间方程可知:
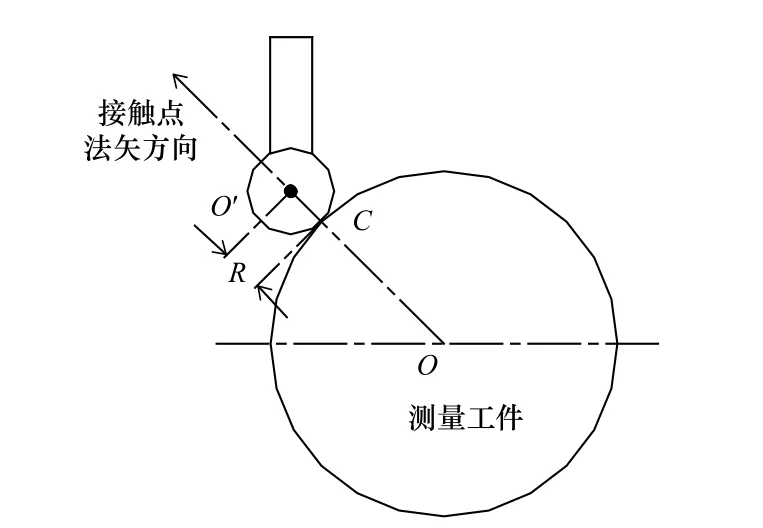
图7 测头法矢方向测量示意图
式中:R为标准球半径;(x0,y0,z0)为球心坐标。为了确保测头标定的精度,测量点越多,标定精度越高,测量轨迹越接近标准球轮廓轨迹,一般建议测量点N>6,根据最小二乘法求解标准球的位置。可知,球面方程为:
设测量点为Qi(xi,yi,zi),i=1,2,3,···,N根据最小二乘法可得球面的目标方程:
当球心坐标 (x0,y0,z0)足够小,设C=x02+y02+z02−R2,则上式可变形为:
使用Matlab等计算机软件求解,得到标准球球心坐标 (x0,y0,z0)和半径R,可知(D为标准球直径)。通过反坐标变换可得到测头拟合球心、半径,最后计算出被测点和拟合圆心坐标点之间的偏差(即预行程误差):
可知标准差公式为:
根据标准差大小判定拟合是否合格,标准差越小,精度越高,反之不合格。
2.2 影响测头测量精度的关键因素
在机CNC无线智能检测系统误差对加工精度影响最大[7−10],包括机床误差,测量系统误差,其他误差。机床误差主要来源于机床定位误差、机床刚性误差、机床位置误差等;测量系统误差[11]来源于检测系统本身,包括测头压力不均误差、偏角误差、偏移误差、测头接触点偏心误差、测头半径误差和预行程误差等;以及其他因素,如环境温度、湿度和粉尘等影响。
(1)预行程误差补偿
测头测量误差主要由4部分组成:测头结构误差、测头预行程误差、测头各向异性误差和测头偏心误差。其中检测速度影响最大,研究表明检测速度与预行程误差呈线性关系,即检测速度越大,预行程误差也越大。检测速度也是动态造成的最大因素,检测速度过高,虽然能够提高测量效率,但会导致随机动态误差增大[12];检测速度过低,会降低测量效率和增大接触摩擦因素,测量精度也会受到影响。因此,检测时在空行程区域快速定位,在检测区域速度一般选择低速,尤其是测量精度敏感区内,本文根据实际生产推荐采用进给速度F=50 mm/min的检测速度。
如图8所示,由材料力学可知,测针长度越长或直径越细,其刚性越差,在相同的触发力下产生的变形也越大,因此预行程误差也越大。测头从不同方向接触零件表面,由于测杆弹性变形和内部结构动态变形,在刚好接触零件到完全停止的瞬间,测头会产生微小的位移量L,尤其是测量非水平面时预行程误差更加明显。测量时测头按照零件轮廓曲线法矢方向进行检测,通过补偿测头的预行程误差[11],可以明显提高接触式测头的测量精度。
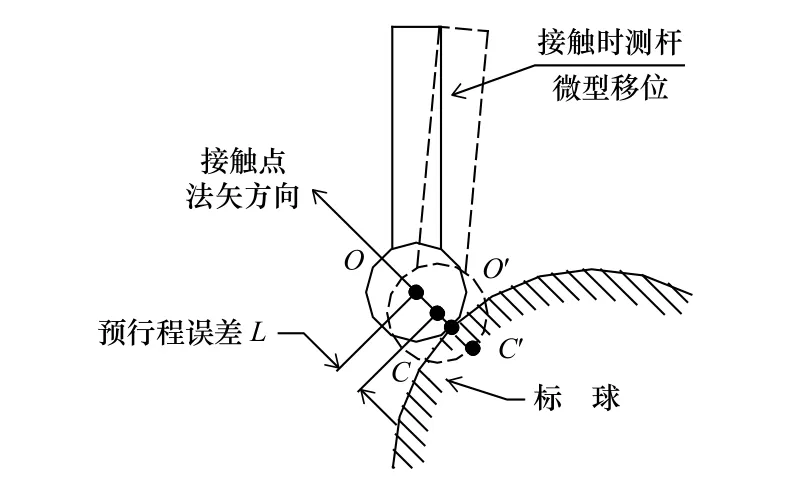
图8 预行程误差测量过程示意图
由图8、图9可知,在临界误差状态下,当测头碰触到工件后,理想测量点C就是实际测量点,但是因产生预行程误差L,在测头接触到标准球表面法矢方向时产生微小移动量后测量点C实际为C′。已知测头半径为r,在接触点C法矢方向可得预行程误差L公式为:
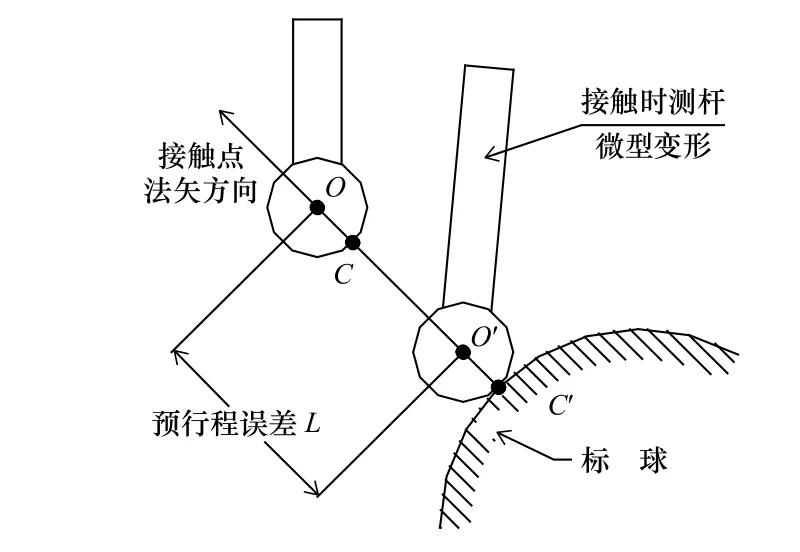
图9 预行程误差测量过程放大示意图
测头在已知法矢方向n接触工件和在该方向的预 行程误差L,测头会检测到C′(x′,y′,z′),根据公式(1)可知工件被测点C(x,y,z)(即预行程误差补偿)公式为:
(2)测头半径补偿
测头半径补偿是对测头采集的中心坐标点的集合,在法矢方向通过数学模型标定被测表面上对应的测点坐标。在被测表面的最大主曲率小于测头半径的倒数时,测头中心轨迹与被测表面上各点存在一一对应关系。通过引入STL三角网络模型可以作为标准球模型,只要精确地计算出测点位置的法矢坐标值,即可对测球进行半径补偿。测球半径补偿公式为:
式中:(X,Y,Z)是接触点C的坐标;(x,y,z)是测球中心O的坐标;r为测球半径;ni为测点单位法矢量。
由于实际检测时的接触点不一定是三角网格模型的顶点,根据上式还需计算接触点的曲面法矢坐标。曲面法矢计算方法有直接求交法和中点偏移抛物线。
①直接求交法计算
若已知一条直线段的两个端点法矢n0和n1,则截平面与该直线段的交点的法矢n可通过下式确定:
式中:端点法矢n0和n1是三角网格模型的顶点法矢;θ为该直线段的参数。
②中点偏移抛物线法计算
采用中点偏移抛物线法得到测点坐标后,通过确定边界曲线的边界切矢和跨界切矢,可以求出该点的法矢信息。其中,根据曲线方程可直接得到边界切矢的表达式为
图10所示,由于跨界切矢仅知道曲线两个端点的值,因此用插值方法计算,即

图10 曲线的边界切矢和跨界切矢
由式(2)、式(3)可得到边界曲线在任意参数值t下的曲线法矢:
将tc代入式(4),可以求出交点的法矢。经计算测点的法矢误差和试验证明,中点偏移抛物线法比直接求交法计算的接触点精度更高。
③测头半径补偿计算
图11、图12所示,被测点P(方位角为θ,仰角为α),与P点相邻的4个标定点为P1、P2、P3、P4(其中P1、P3的方位角为θ1,P2、P4的方位角为 θ2;P1、P2的仰角 α1,P3、P4的仰角 α2),且4点的误差补偿值分别为r1、r2、r3、r4,则根据双线性插值算法,测头P点的半径补偿值计算如下:
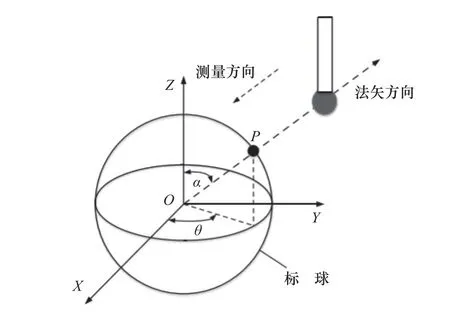
图11 测头测量路径模型
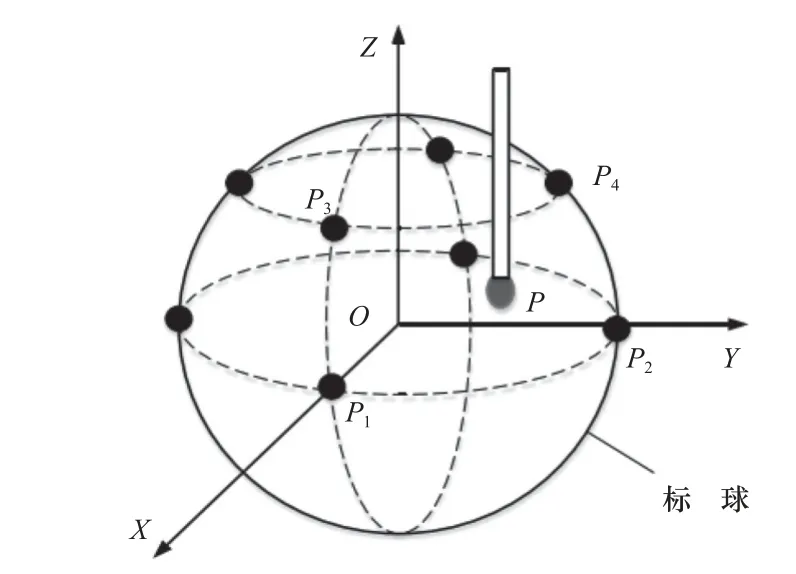
图12 测头测量路径补偿原理模型
根据与测量点P的法矢参数,可将测头半径补偿值r分解到坐标轴上,分别得到X、Y、Z方向的补偿值,如下:
根据测头数学模型标定,实验结果表明测量速度越大,测得标准球直径误差值越大;补偿后相对于补偿前的整体测量精度提升约39.65%;在测量速度与标定速度一致时,补偿后相对于补偿前的测量精度提升约45.45%。测试结果说明该系统测量精度与误差补偿方法对提升零件精度有明显作用。
3 CNC无线测头在线智能检测系统控制程序设计
以三菱M70数控系统为例,采用G31跳转指令宏程序测量零件位置坐标、误差补偿等形状和位置尺寸。通过G31编写的用户宏程序,寄存在系统参数地址X4.7 SKIP信号,在检测程序执行时,如被检测到SKIP信号置“1”,机床5个进给轴的坐标值分别被存储在用户宏程序的系统变量#5061~5 065(#5061为第1轴的坐标值、#5062为第2轴的坐标值……#5065为第5轴的坐标值),以便二次开发检测与校正宏程序计算使用;如未检测到SKIP信号置“1”,则作为G01直线插补功能。
3.1 SKIP跳跃信号硬件安装
跳跃信号用于高速信号的处理,使用前应连接到SKIP信号传感器,图13~14所示。
安装前SKIP传感器前必须对电缆进行屏蔽处理,当COM端子连接OV时,跳跃信号电缆的连接如图13所示。工作中需要注意,NC将2 ms以上的输入信号识别为有效的跳跃信号。如果使用机械触点(继电器等),可能会因震颤而导致误动作,因此请使用半导体触点(晶体管等)。
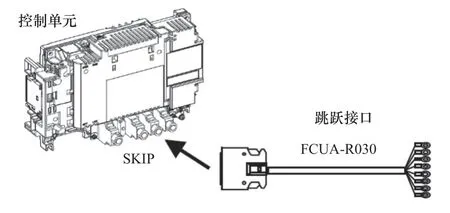
图13 SKIP信号传感器安装
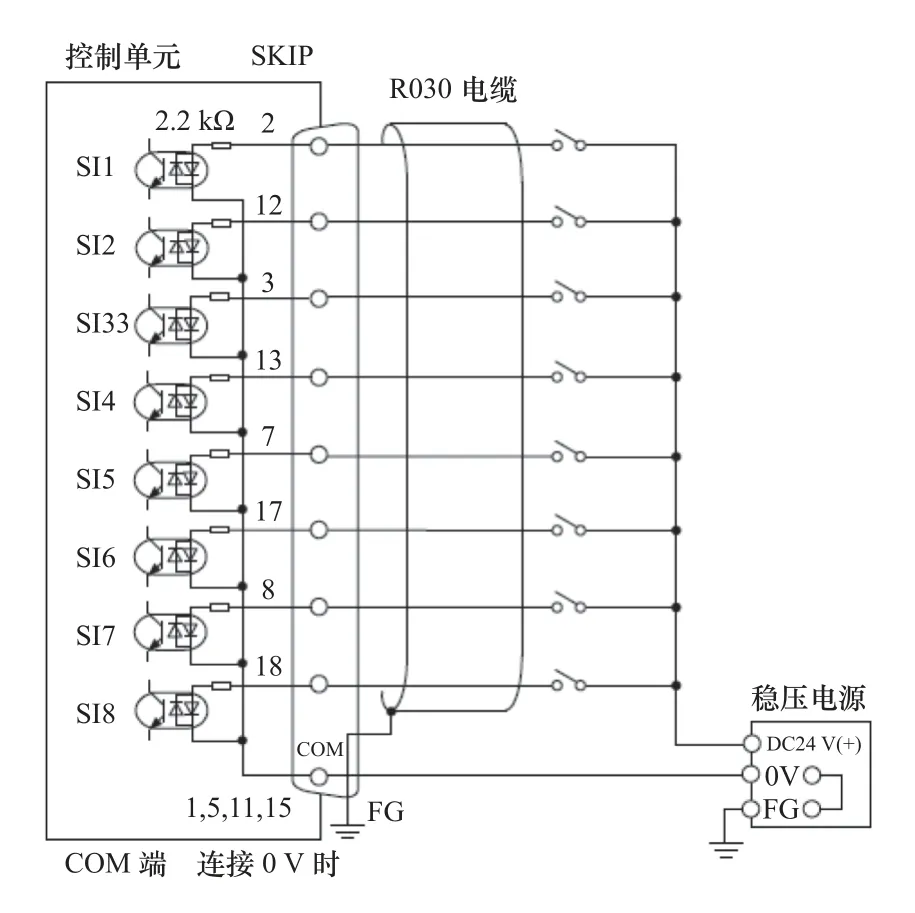
图14 跳跃信号电缆的连接
如图15、表1所示,跳跃信号输入端口。表1为脚接口与信号源连接通道,分别使用型号为10120-3000EV插头、10320-52F0-008外壳与接地线连接。1脚接口连接I/O板0 V,12脚接口(使用SKIP1)连接SKIP信号即24 V高电平脉冲信号触发。

表1 脚接口与信号源连接通道
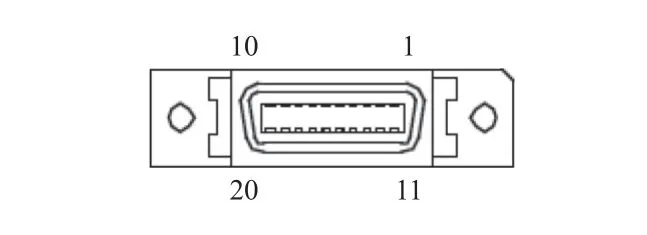
图15 跳跃信号输入端口
3.2 检测系统PLC控制程序设计
(1)PLC控制程序设计
如表2、表3、图16所示,SKIP信号接口、信号参数及PLC控制程序设计。
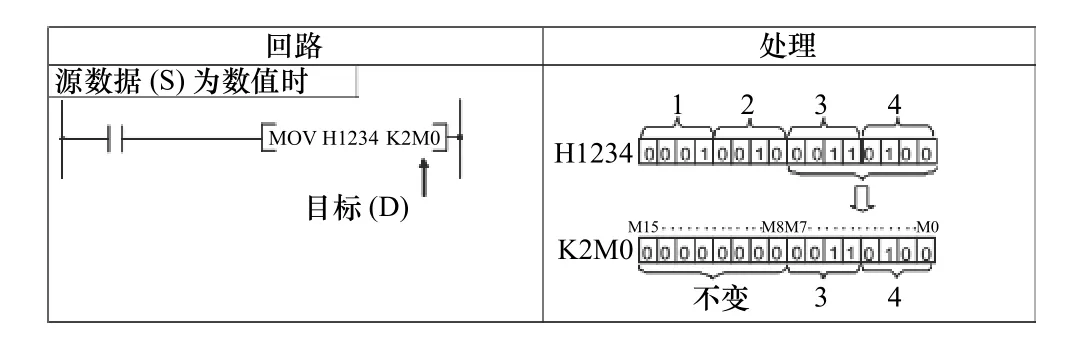
图16 PLC控制程序
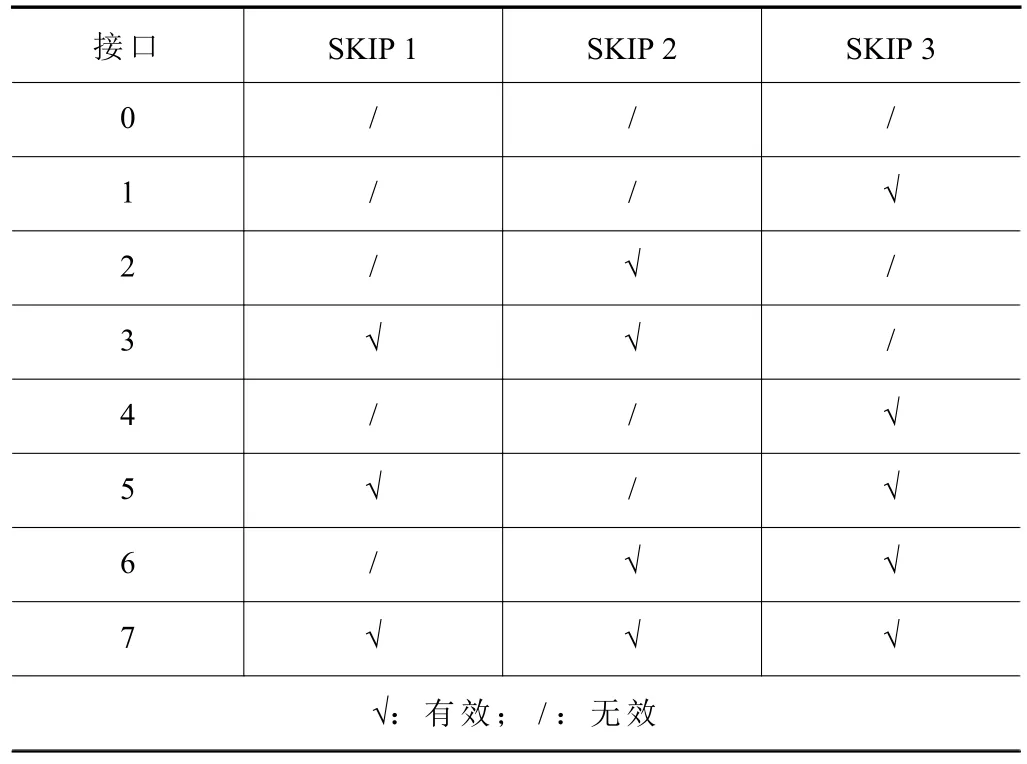
表2 PLC接口输入信号

表3 监控器显示
(2)系统关键参数设定
#1173 dwlskp(G04跳跃条件),设定用于中断 G04(延时)指令的跳跃信号。#1174 skip_F(G31跳跃速度),设定G31(跳跃)指令的程序中无F指令时的进给速度。F设定范围1~999 999(mm/min)#1175 skip1(G31.1跳跃条件),设定多段跳跃 G31.1中的跳跃信号,设定方法与“#1173”相同。#1176 skip1f(G31.1跳跃速度),设定多段跳跃 G31.1中的跳跃进给速度,F设定范围1~999 999(mm/min)。
(3)调用程序格式
使用G31跳跃程序读取系统参数与检测控制程序,并进行比较,发现不合格则根据补偿程序自动补偿。调用程序格式为:N1 G91 G1 G31.1 Z-10 F100(测头在Z轴以F100 mm/min的速度移动到工件表面检测范围为0~10 mm,测头内的装置触发碰到工件表面发生移位出现上升沿信号,信号被机床SKIP(x6 f8)所接收,当前的坐标被记录存储在寄存器内执行下一段N2);N2 G0 G91 Z2.F100……
4 CNC无线测头生产测试
4.1 测头的综合误差补偿测试
如图17,以三菱M70数控系统为测试对象,并选用自制的CNC无线测头和控制系统,测头关键参数如表4所示。在被测工件上选定100个测量点,分别测试无误差补偿、测头误差补偿、机床误差补偿和整体误差补偿。如图18所示,测试数据可知测头误差补偿和机床误差补偿对提高工件的在机测量精度有明显的促进作用,当对测量数据同时加入测头误差补偿和机床误差补偿时,测量精度达到最高。

表4 CNC无线测头参数

图17 CNC无线测头智能检测控制系统硬件安装

图18 测头综合误差补偿测量测试
4.2 测头的重复定位精度
研究表明机床在切削加工时,机床工作台的动态定位误差与其承受载荷大小和运行速度等因素有关,在不同的移动速度和受力载荷作用时,动态定位误差值会发生变化,且存在着一个“最佳测量速度”,在该速度下工作台的定位误差能达到最小。为了使测头测量精度达到最佳测量状态,需要确保测头的重复定位精度在0.003 mm以内。
如图3~图5所示,3对接触副在压力弹簧作用定位柱时达到一定的压力后,定位柱每次位移量达到0.001 mm就会触发信号,信号由SKIP跳转进行检测和误差校正。10次测试数据如表5所示。
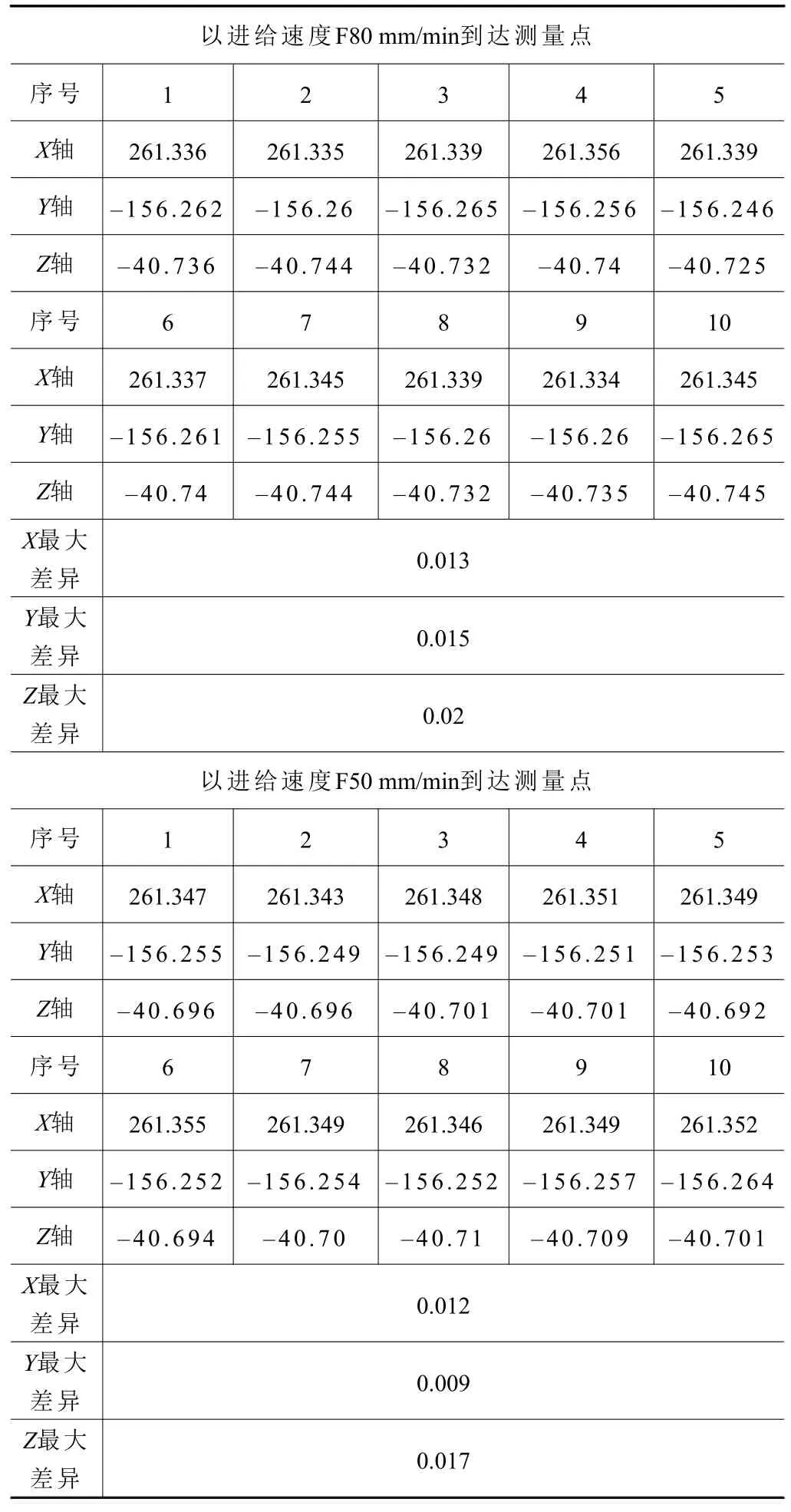
表5 无线测头重复定位精度测试
5 结语
本文通过分析传统接触式测头各种测量误差,提出了采用最小二乘法曲线拟合插值方法分别对测头模型标定、系统测量误差补偿模型创建及实验,设计了精度较高的CNC无线测头智能检测与控制系统。生产结果表明,该系统具有以下优势和特点:能够针对具有典型特征的规则型面和组合型面零件在机检测;具备自动检测零件尺寸误差和部分形位误差与补偿功能;使用简单,通用性强;能快速将检测结果反馈到数控系统运算并完成误差补偿;提高了生产效率,降低了生产成本;提高了试生产质量,降低了次品率。综上所述该设计可以在数控铣削加工中推广使用。
