电还原技术处理六价铬废水的研究
2023-03-10刘艳,张旭
刘 艳,张 旭
(中化环境科技工程有限公司,辽宁 沈阳 110021)
1 概述
当前含铬废水的处理工艺主要有物理法(膜分离法、蒸发浓缩法)、物理化学法(吸附法、离子交换法)、生物法、化学法、电还原法等[2],详见表1。

表1 几种常用含铬电镀废水处理方法的比较
综上所述,通过调节工艺参数,化学沉淀法能够有效去除电镀废水中的Cr(VI),具有工艺简单、一次性投资少、运行费用低、处理效果好、操作管理简单等特点[3],但是该工艺的金属资源无法回收(除钡盐法)、产生的污泥量大、处理成本较高、容易产生二次污染等[4]。
电还原技术是在电场环境下通过废水中氧化性物质与极板的接触实现还原,在复合还原性极板表面发生直接还原作用以及间接还原作用,从而实现将废水中的Cr(VI)还原为Cr(III)的目的[5]。随着电解还原的进行,阴极产生的OH-离子不断增加,因此pH值将不断上升。当pH值处于7~10时,Cr(III)可与OH-离子结合成Cr(OH)3沉淀,从而实现铬从废水中的分离。阴极、阳极主要反应方程式如下:
2 试验材料及装置
(1)试验用水:试验用水均为蒸馏水。
(2)试验试剂:氢氧化钠500 g(AR国药集团);盐酸2 500 mL(AR 国药集团);电解质500 g(AR国药集团);重铬酸钾500 g(AR国药集团)。
(3)工艺流程见图1。

图1 电还原技术工艺流程
(4)实验参数见表2。
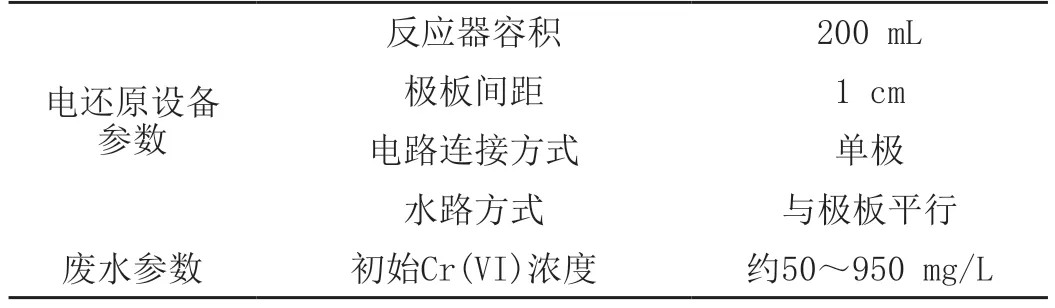
表2 实验参数
3 试验废水及检测方法
(1)试验废水:本研究实验以江门某电镀厂含铬废水为研究对象,分析数据见表3:

表3 江门某电镀厂含铬废水分析数据
(2)检测方法:经过滤后的溶液,采用火焰原子吸收分光光度计和石墨炉原子吸收分光光度计进行检测[6]。
4 试验结果与讨论
4.1 初始pH值对除铬效果的影响
使用还原电极组进行电絮凝试验,极板间距为1 cm,电流密度为10 mA/cm2,设计停留时间10 min,考察初始pH对电絮凝除铬效果影响实验,实验结果见图2。

图2 不同初始pH值条件下实验结果
由上述结果可知,设计停留时间10 min,当初始pH值一定时,随着反应时间的增加,前3 min出水的铬浓度迅速降低;当反应时间为5 min之后,铬浓度基本保持不变,均为0.02 mg/L以下,完全满足排放要求。当pH为3~5时,数据相差不大;pH为6~9时,较酸性条件下出水中铬浓度略高。原水pH≈5,此时数据较好,不但可以省去调节酸/碱的步骤,还可以避免因投加药剂带来的二次污染问题,所以取pH≈5为最优条件,这与其他报道中所得到的结论一致。
溶液的pH值对电极的溶解、氢氧化物得到的形态及胶体颗粒具有较大影响,在较酸性条件下阳极能够很好地溶解,而随着反应的进行,溶液pH值会逐渐增加,形成具有较好絮凝作用的铁氢氧化物[7]。
4.2 停留时间对除铬效果的影响
使用复合极板中的可溶性铁进行电絮凝试验,极板间距为1 cm,电流密度为10 mA/cm2,初始pH≈5,考察停留时间对电絮凝除铬效果影响的实验,实验结果见图3。

图3 不同停留时间条件下的实验结果
由上述结果可知,电流密度为10 mA/cm2时,当停留时间为3 min时,反应后出水铬含量不能达到排放标准值;当停留时间大于3 min时,反应后出水铬含量都能够达到排放标准值。随着停留时间的增加,出水铬含量值达到排放值所需的反应时间越少。这是由于停留时间的增加,单位面积在单位时间内所需处理的Cr(VI)越少。污染物去除效率也是电子化时间的函数,污染物去除效率随着电解时间的增加而增加。对于固定的电流密度,所产生的金属氢氧化物的数量随着电解时间的增加而增加。对于长时间的电解来说,絮凝物的产生会提高污染物的去除效率。如果超过了最佳的电解时间,污染物去除效率不会增加。
4.3 电导率对除铬效果的影响
使用还原电极组进行电絮凝试验,极板间距为1 cm,初始pH≈5,停留时间4 min,电流密度10 mA/cm2,考察电导率对电絮凝除铬效果影响实验,实验结果见图4。

图4 不同电导率条件下实验结果
由上述结果可知,溶液电导率由514 μS/cm增加至3 780 μS/cm,铬的去除率差别不大,但是槽电压由15.1 V降低至4.4 V。当溶液电导率低于514 μS/cm时,由于此时溶液电阻大,导致系统不能达到设置的电流密度值;当高于514 μS/cm时,可以保证反应系统电流密度稳定在设定值。电导率对处理废水的效果影响不大,但在保证电流密度不变的情况下,适当提高废水的电导率可以有效降低电压,从而降低能耗。但投盐量过多,一方面会使费用增加,另一方面会使出水中的钠离子和氯离子过多,为排放或回用带来不利影响,同时槽电压过低会减弱电解氧化还原作用。综上,NaCl投加量可以选择1 g/L。
4.4 曝气量对除铬效果的影响
使用还原电极组进行电絮凝试验,极板间距为1 cm,初始pH≈5,停留时间4 min,电流密度10 mA/cm2,考察曝气量对电絮凝除铬效果影响实验,实验结果见图5。

图5 不同曝气量条件下实验结果
由上述结果可知,在不同曝气量下,铬去除率相差较大。当曝气量为50 mL/min时,在前两分钟内铬基本能够完全去除,较其他流量及无曝气条件下处理速度更快、效率更高。在较高曝气流量下,可能因为较大的气量将絮体破坏,因而降低了絮体的吸附作用。
许多研究表明,三价铁形成的絮凝剂比二价铁具有更好的吸附作用,且沉淀性能会影响后续出水的铁含量;在实际处理过程中,阳极主要以溶解金属为主,产生的氧气量很少,无法快速将溶解的Fe2+氧化为Fe3+,所以通常需要外加氧气或者空气曝气来快速转化三价铁。此外,曝气除了将二价铁转化为三价铁外,还可以搅动溶液,使电极不易钝化,同时增加絮体与污染物接触的机会,因而提高了反应速率,也能将水中的易挥发物质气提出来。
4.5 电流密度对除铬效果的影响
使用还原电极组进行电絮凝试验,极板间距为1 cm,初始pH≈5,停留时间4 min,考察电流密度对电絮凝除铬效果影响实验,实验结果见图6。

图6 不同电流密度条件下实验结果
由上述结果可知,停留时间一定时,随着电流密度的增大(4 mA/cm2~10 mA/cm2),铬的去除效率越高。随着电流密度的增大,出水的铬含量在较少时间内就能够快速达到排放标准值,这是由于较大的电流密度在单位面积上能提供更多电子,快速完成氧化和还原,从而使Cr(VI)得到足够的电子转化成Cr(III),然后与OH-结合形成不溶物;较大电流增加了阳极Fe(II)的产生量,从而得到更多不溶性铁絮体,同时阴极产生氢气的速率加快,气浮作用增强,使铬的去除效果越好;但是当电流密度达到一定时(10 mA/cm2),已满足溶液中铬还原所需电子及絮体,再增加电流密度对铬还原没有影响,反而增加了反应的电能耗。电流密度的大小影响了电极反应速率的快慢,且随着电流密度的提高,必将导致电极的极化和钝化现象,进而增加反应过程中电能的损耗,使电流效率下降。因此,在选择电流密度时要综合考虑待处理废水的浓度、温度、pH值等因素。
5 结论
(1)通过电还原方法,可以将Cr(VI)还原为Cr(III),达到去除铬的目的,能够满足GB 21900-2008中表3要求值,且能够稳定排放。
(2)使用复合极板中的可溶性铁进行电还原反应时,初始pH值、电流密度、反应时间等参数对Cr(VI)的去除具有较大影响,本阶段通过一系列实验,已经掌握其对铬去除效果影响的规律,以此为基础,可以较快速地进行设备放大;电导率对Cr(VI)去除有一定影响,为使系统能够满足电流密度设计值,系统应当具有满足条件的电导率,当有足够的电导率可以提供较快速的电子转移时,能够减小槽电压,节省电能,但过量投加电解质不仅会增加费用,还会使出水中的钠离子和氯离子过多,对排放带来不利影响,同时槽电压过低也会减弱电解氧化还原作用。
(3)实践表明,电还原可以在较合理的电流密度内处理铬含量为50 mg/L~1 000 mg/L的电镀废水。
