关于一台数控机床系统数据丢失的修复方法*
2023-03-07廖丽娟夏永红包大壮
廖丽娟 夏永红 包大壮
(内蒙古北方重工业集团有限公司,内蒙古 包头 014030)
随着制造业的发展,机械制造企业数控机床越来越多,现在主流的数控机床系统大部分为日本FANUC、德国西门子、华中数控等等。数控机床系统数据极其重要,其中包含易失性数据和非易失性数据,如果电池没电、硬件损坏、系统干扰等都会造成机床数据丢失的可能性,也是典型的机床故障,通过案例形式分析数据类型及故障处理方法,有效提升维修人员的故障处理能力。
1 故障基本情况
CTX310车削中心为SINUMERIK 840D系统,系统硬件为PCU20,订货号:6FC5210-0DF00-1AA1,由于机床长时间处于关机状态,导致系统无法正常启动进入操作页面,只停留在840D shop stun界面。如图1所示:

图1 显示器面板
出现此画面先查看机床NCU的状态显示为6,NC启动灯显示正常,但PlC的PS和PF红灯亮属不正常现象,故障现象如图2:
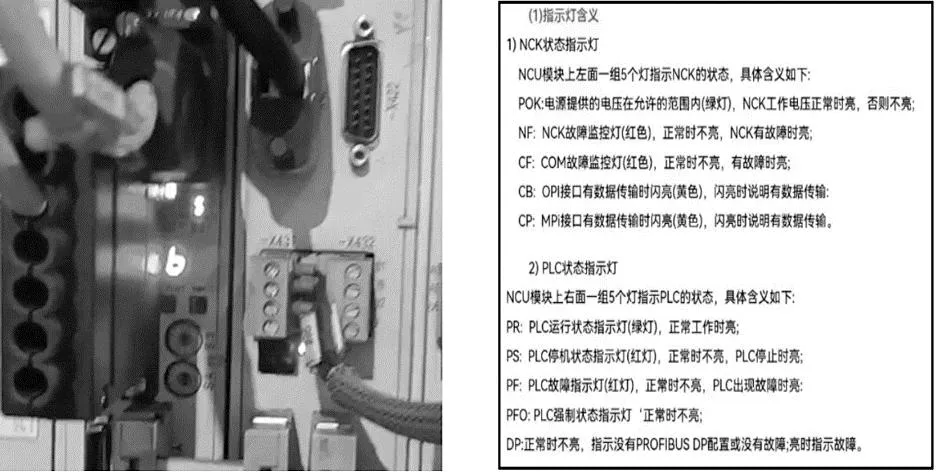
图2 故障现象
其中NCU的七段显示码数字含义:
0:表示真正的模式可能已经切换到保护模式。
1:表示开始下载PCMCIA卡。
2:表示下载PCMCIA卡已经结束成功。
3:表示调试监测初始化。
4:表示操作系统成功下载。
5:表示操作系统启动。
6:表示 NCK 软件初始化。
2 维修过程
按照NCU指示灯、PlC报错、设备故障现象,系统无法运行,判断由于NCK被初始化,PLC数据报错。德马吉机床会是这种状况,如果是其他的西门子机床,即使PLC报错,系统仍然能够正常启动到操作页面。所以想要回传NC、PLC数据,还需要将NC数据及PLC数据清除(必须具备原机床备份的NC数据、PLC数据,否则不可以直接清除),清除后,系统会从自带的数据启动到正常的操作页面,进入系统页面才可以进行数据的传输。
其中机床数据分为易失性数据和非易失性数据,分类如下:
易失性数据(SRAM):系统数据、PMC参数、螺距补偿、刀具补偿、工件坐标、宏变量、加工程序;非易失性数据(FROM):CNC控制软件、伺服控制软件、PLC控制软件、PLC程序、二次开发软件……。
那么我们平时需要备份的机床数据也就是易失性数据(SRAM)里的所有内容,必须全部备份齐全,但如果非易失性数据(FROM)里有被修改过的,比如PMC程序,也是需要备份的。
先更换NCU电池,清除NC数据,把S3转到1按下复位按钮。
再清除PLC数据,把S4转到3,灯变化后,再2-3-2,当PS和PF红灯都灭了,再转回1.这个时候按一下NCU上的RSET复位按钮,系统会重启,起来后NC和PLC都正常亮绿灯,这个时候才能进去系统操作页面,可以传输数据了,如果没清除干净,还是红灯亮,那么继续上述操作。直至数据清除干净。
系统起动后,发现报警为“PLC没启动”,和“X轴、Z轴参考点丢失”的报警,证明数据清楚的彻底,才会有“PLC没有启动”的报警。
拆显示器面板,进行数据传输,如图3所示:

图3 拆卸显示器面板
准备原厂备份好的NC数据、PLC数据,在准备WINPCIN软件,和RS232电缆,如图4所示:
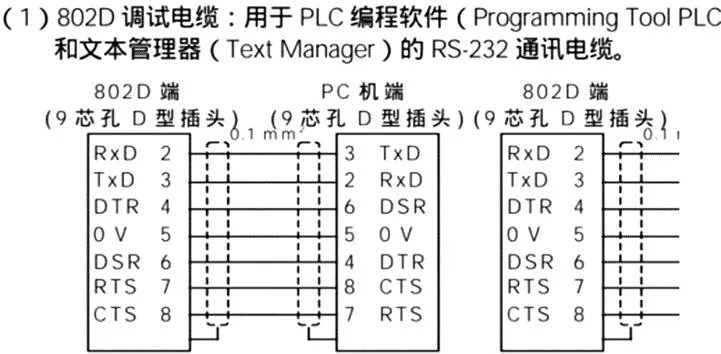
图4 RS232电缆
进入系统,输入制造商口令,打开服务页面,选择右侧的RS232C PG/PC后,右下角设定,先更改RS232口的设置,因为连接的系统是COM2接口,所以第一个改成COM2,波特率改成9600(因为之前备份的数据就是9600的波特率),把右面的“读入:只用LF结束程序段”和“EOT字符为结束符”这两个选项关掉,再把下面的“穿孔带”更改为“二进制”格式,存储设定,如图5所示:
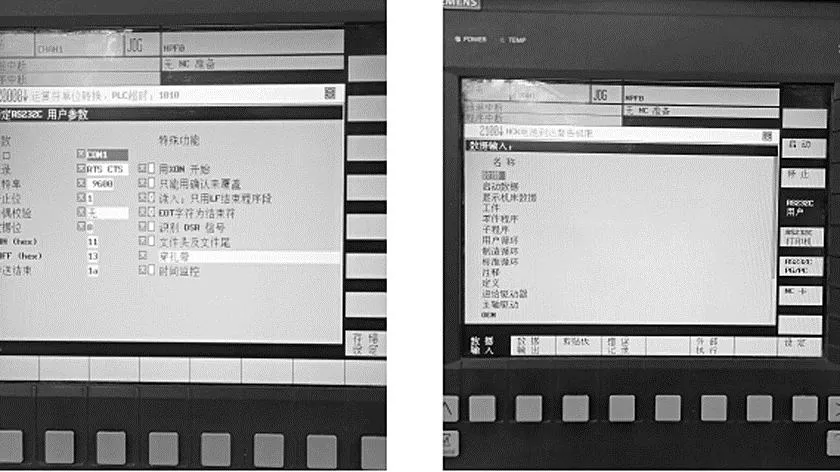
图5 存储设定页面
返回数据输入界面,将数据从电脑传入机床系统,需要选择数据输入,点击启动后准备好,再此过程会有一小时左右。从电脑的PCIN软件选择发送数据,点击发送,原则上先传输NC数据,再传PLC数据。
传输完毕后,会显示报警。所有轴不允许操作,需要先将尾座回零。
进入机床二次开发的尾座页面,右侧有一个回零按键,按下后,尾座会回到零点,且尾座坐标变成零点坐标。
由于X轴和Z轴是绝对值编码器,零点丢失,需要重新设零点,正常需要检具设零点,但现场不具备条件,所以用估计法微调。
首先将Z轴向后移动,到达安全换刀位置,按照绝对值编码器重新设置零位步骤,设置零点,及零点偏置。简单点就是先把34210改为2,让零点生效,然后修改零点偏置,使当前机械坐标显示0。
按照上述方法设定X轴零点,但是,前提是需要手动转刀架,转到一个带刀尖的动力头上,然后将X轴向下移动,使刀尖对准工件中心位置,这个时候设定零点,及零点偏置,按直径计算。
两个轴的零点设置完毕后,将软限位进行修改。
主轴给转速,就可以试机了。
3 绝对值编码器重新设置零位步骤
找到零点机械位置;将X轴机床数据MD34200设为0(表示轴的实际值被设定一次);NCK复位使数据生效;在JOG方式下手动将X轴移动到零点机械位置;将X轴机床数据MD34100输入0;把MD34210设为1.(为了激活“调整”功能);NCK复位使数据生效;在JOG-REF(回参考点方式)方式下;通过按键轴的正方向键(MD34010=0)或(负方向键MD34010=1),可使机床数据MD34100的数值输入到机床数据MD34090中且34210变为2;退出“回参考点模式”,该零点设置完成;
备注:MD34100:参考点值/位移编码系统的目标值;MD34210:状态绝对编码器:0:编码器没调整;1:使能编码器调整;2:编码器;已调整;MD34010:参考点方向:0:正方向回参考点;1:负方向回参考点;MD34090:参考点偏移/绝对位移编码偏移;MD34200:参考点模式:0:不回参考点;若绝对编码器存在(接受REFP-SET-POS);
1:零脉冲(在编码器跟踪时)
2:BERO
3:位移编码参考标记
4:带双边沿的BERO
5:BERO凸轮
6:参考点编码器的测量系统校准
7:带主轴的带conf.速度的BERO
4 结语
通过设备故障总结所有数控机床需要长时间停机的话,至少做到每周开机5小时,保证系统电容充电,否则数据容易丢失。新进设备或系统数据被修改过的设备一定要做系统数据备份,否则数据丢失后也无法正常恢复。
对一台德玛吉CTX310车削中心系统数据丢失的处理办法的描述、扩展知识的讲解,让维修人员从基础知识到维修诊断方法进行一个系统的学习,让更多从事数控机床维修的工友们可以很容易地理解机床数据的分类及数据丢失处理方式,并在日常的调试、维修工作中运用起来,大幅度提升工作效率和准确率。
