洗衣机投放泵轴孔配合密封可靠性分析
2023-03-03汤璐杨栋汤达
汤 璐 杨 栋 汤 达
(珠海格力电器股份有限公司 珠海 519070)
引言
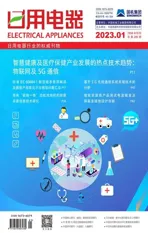
洗衣机自动投放功能作为洗衣机的核心卖点,投放泵与洗涤剂储液盒的密封效果是实现自动投放功能的核心。但由于洗涤剂储液盒采用群孔与投放泵上对应的轴进行配合(图1),在加工精度影响下会存在部分轴孔不同心问题,进而导致密封失效漏液。
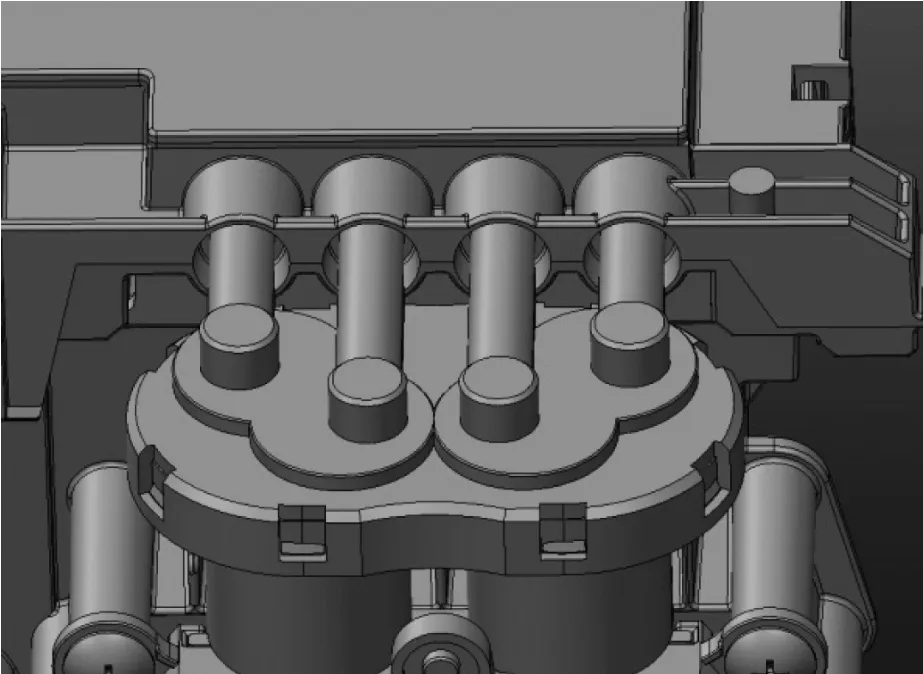
图1 洗衣机投放泵与洗涤剂储液盒配合图
因此本文从轴孔配合方案设计、形位公差、加工工艺对于密封可靠性的影响进行分析,提出解决投放泵轴孔配合密封漏液问题的方法。
1 轴孔配合结构简介
投放泵有两个活塞腔,每个活塞腔连接两个导液柱组成一个泵体。如图2所示,在洗衣机工作过程中,投放泵内部的电机带动活塞腔进行运动,投放泵单个泵体的一个导液柱将洗涤剂储液盒中的洗涤剂抽取到活塞腔内,通过该泵体另一个导液柱将洗涤剂排放到洗衣机洗涤筒内。
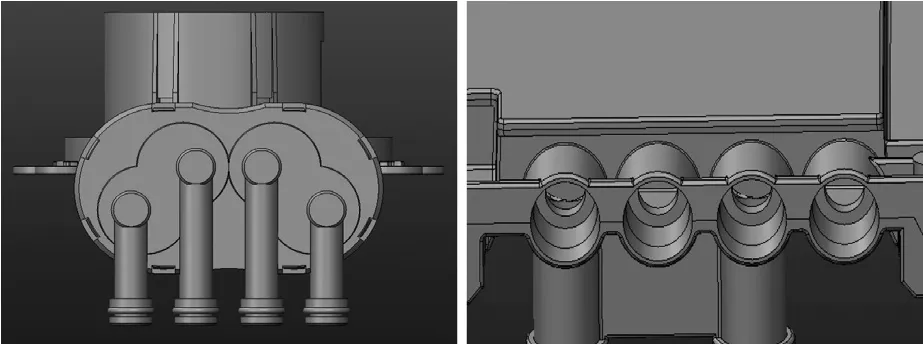
图2 洗衣机投放泵与洗涤剂储液盒零件图
投放泵与洗涤剂储液盒的密封结构为投放泵导液柱与储液盒安装孔的轴孔配合。投放泵的四个导液柱在同一条线上,轴间距基本相同。在投放泵导液柱端部各有一个矩形沟槽,沟槽内安装有橡胶材质的O型密封圈,O型密封圈与储液盒安装孔通过过盈配合实现有效密封。
当投放泵导液柱在在储液盒安装孔内居中时,O型密封圈在安装孔受到均匀挤压,密封效果最优。但是由于投放泵与储液盒的轴孔配合因尺寸、加工等问题,四个配合位置存在部分安装孔内存在部分位置过度挤压、部分位置过盈量不足,此时就会导致密封不良,进而造成密封失效漏液问题。
通过对配合位置进行分析,主要影响投放泵与储液盒密封效果的因素为投放泵导液柱与储液盒安装孔的同轴度不满足要求,导致的O型密封圈密封不良。
2 投放泵与储液盒配合尺寸分析
2.1 理论尺寸分析优化
为保证投放泵导液柱与储液盒安装孔装配后的同轴度,首先应确保图纸设计时四个轴之间的中心距分别与对应的四个孔之间的中心距尺寸保持一致。
通过对图3、4图纸查询可知,图纸中对于轴、孔的尺寸中心距不同,导致装配过程中就会导致密封圈的一侧发生挤压,另一侧出现缝隙,进而导致漏液,如图5所示。因此需将投放泵与储液盒图纸上轴孔的中心距更改统一。

图3 洗涤剂储液盒安装孔尺寸图
图4 投放泵导液柱尺寸图
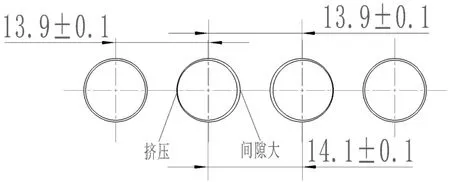
图5 洗涤剂储液盒与投放泵安装示意图
经评估实物更改的难易程度,将储液盒上群孔尺寸标注参照投放泵的尺寸进行修改,使孔的中心距与轴的中心距保持一致,保障在装配后不会出现较大偏移,如图6所示。
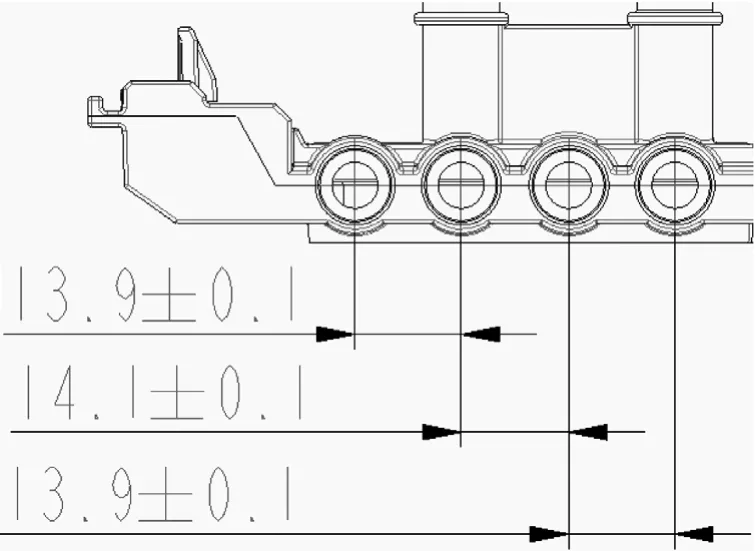
图6 洗涤剂储液盒安装孔尺寸优化图
2.2 投放泵密封圈与沟槽选择
O型密封圈制造简单且密封性良好,应用较广泛[1],其一般运用在过盈配合时,此时O型密封圈出现弹性变形,对密封面产生接触压力,对于采用径向密封的结构一般采用O型密封圈,因此此处选择O型密封圈。
对于不同的密封场合,与之搭配的沟槽也不同(见表1),对于固定密封方式,一般采用矩形沟槽及V形沟槽。沟槽的选择需要满足加工容易、尺寸合理、O型密封圈拆装较为方便的条件。V形沟槽相对于矩形沟槽应力峰值更大,并且随着流体压力的增加,安装在V形沟槽里的密封圈更易被破坏[2]。矩形沟槽相对加工容易、便于保障密封圈压缩量,因此此处选择矩形沟槽。

表1 沟槽形状及应用表
对于矩形沟槽,矩形截面面积大于密封圈截面面积的20 %左右[3],以保证密封圈装配压缩时不脱出,计算[4]为:[2*1.05-π*(1.5/2)2]/[π*(1.5/2)2]=18.8 %,如图7所示。
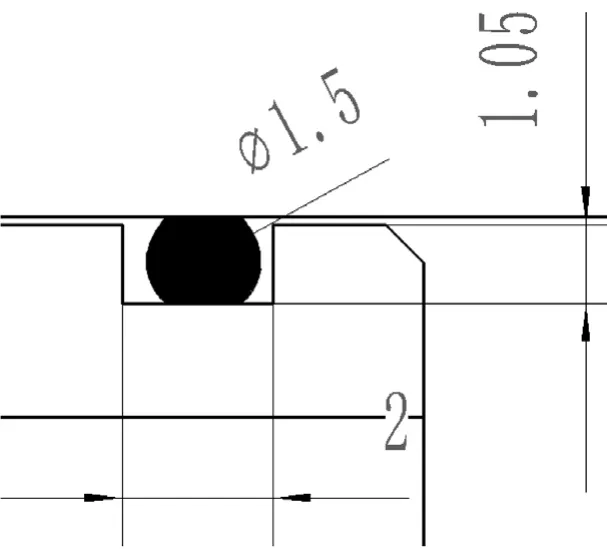
图7 O型密封圈压缩量示意图
2.3 轴孔配合尺寸优化
为进一步对轴孔配合尺寸对实际的影响,对投放泵导液柱尺寸、储液盒安装孔尺寸进行实测,见表2。
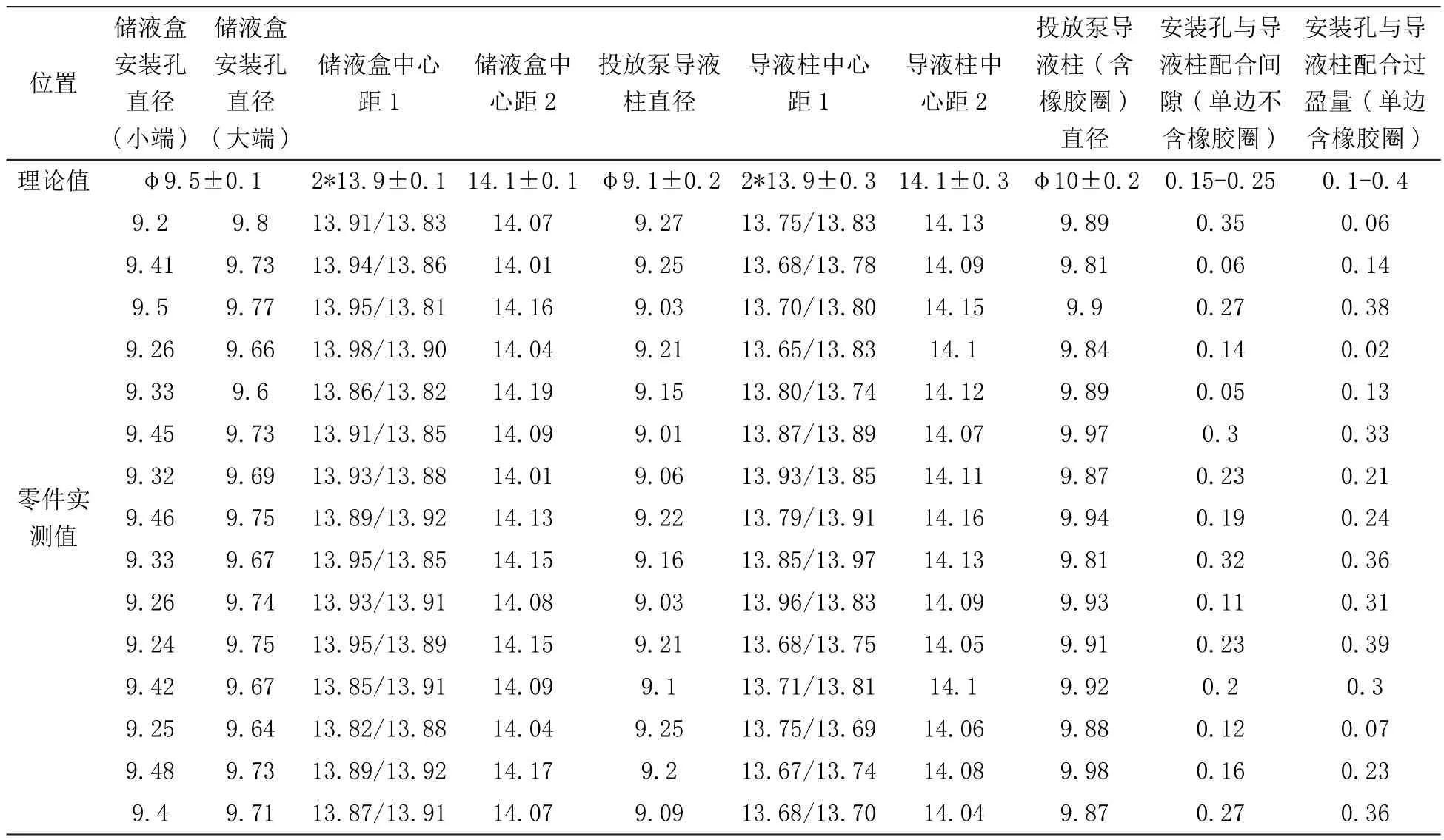
表2 储液盒、投放泵尺寸测量表
经过对数据进行分析,储液盒安装孔与投放泵装配的最小过盈量(单边含橡胶圈)理论为0.1 mm,但由于流道板孔径模具设计需增加拔模斜度,导致流道板孔径偏大,实际过盈量小有漏液隐患。
针对此问题需要增大轴孔配合过盈量(图8),经过测试单边过盈量至少在0.25 mm才可保障密封效果,经过评估通过调整储液盒安装孔直径来增大过盈量。经过调整将安装孔与O型密封圈密封位置直径由φ(9.5±0.1) mm更改为φ(9.2±0.1)mm,轴部包括密封圈直径尺寸为φ(10±0.2)mm,安装孔与O型密封圈密封单边过盈量理论值为(0.25~0.55)mm。
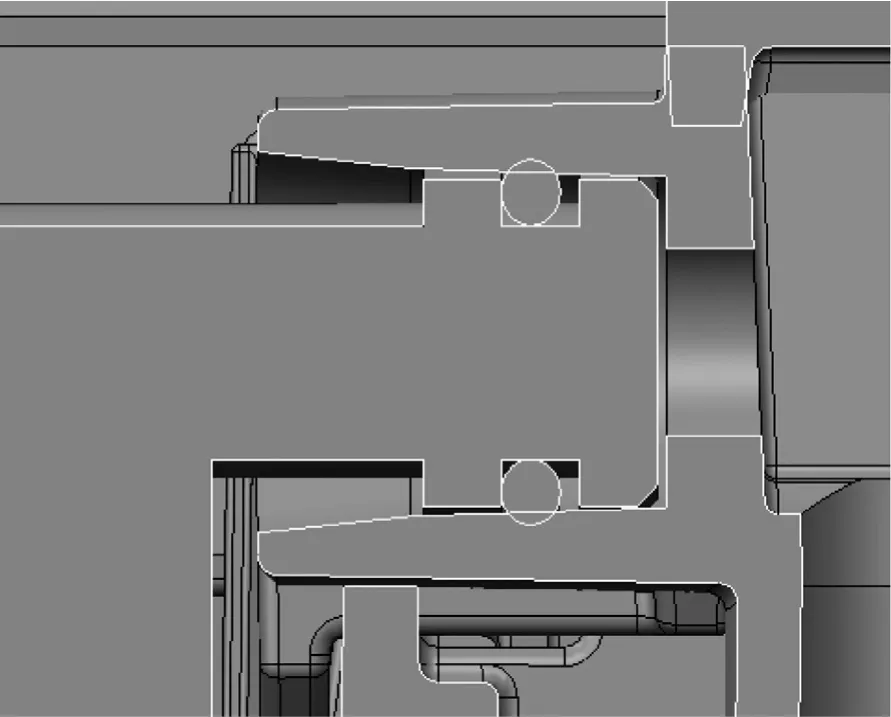
图8 优化后投放泵与洗涤剂储液盒配合图
3 零件质量管控
3.1 O型密封圈质量管控
O型密封圈上存在较大的毛刺、溢料时,会产生引流的效果。当其余装配条件无异常时仍会存在一定几率的漏液问题。
针对此问题在O型密封圈加工过程中对模具状态进行监控,当出现较大毛刺(图9)、溢料时,及时对模具修模,保障产品质量。在O型密封圈使用过程中对于较大的毛刺、溢料进行手动去除,也可有效避免引流导致的漏液问题。

图9 O型密封圈毛刺图
3.2 储液盒质量管控
由于储液盒是采用注塑工艺生产,在生产过程中会出现零件变形、模具分型面台阶、零件毛刺等问题,当此类注塑故障出现在储液盒安装孔与O型密封圈配合面上时,会导致密封不良漏液。
针对此类问题,要求在模具开制时避免分型面出现在配合面位置。并在储液盒生产时将安装孔的尺寸作为必检项,管控安装孔圆度、毛刺等问题,避免其出现椭圆变形、毛刺引流导致密封不良漏液。
3.3 投放泵质量管控
在实验验证中发现投放泵在装配过程中出现装配卡扣扣不到位、导液柱O型密封圈安装槽椭圆变形时均会导致密封不良漏液的问题。因此投放泵本身也需要对其质量进行严格把控。
针对以上为题,要求投放泵在装配完成后进行检验,检验泵体卡扣装配是否到位。并在图纸中规范O型密封圈安装槽圆度要求,避免因安装槽自身椭圆变形导致O型密封圈过盈量不足造成的漏液。
4 结论
1)对于类似轴、孔密封配合的设计,应充分考虑设计参数一致性、公差设计过盈量,避免因涉及问题导致的密封失效。
2)在实际生产中要结合零件的加工能力,加强对零部件一致性的保障,避免零件质量异常、批次性差异导致密封失效。
3)对于关键密封配合零部件,首先要确保装配面的质量,要求表面光滑、无毛刺,还要保证圆度,避免出现局部间隙。