激光焊缝跟踪系统设计与应用
2023-03-01赵大兴丁晟肖迪程兆
赵大兴,丁晟,肖迪,程兆
(湖北工业大学机械工程学院,湖北武汉430000)
0 前言
在小型车辆生产企业中,许多企业有着多品种、小批量、高要求、短工期等特点,工艺方法、工艺装备或者信息化等都难以达到全智能化。由于小型车间生产线柔性不足、整体运行效率不高等,当前车辆的生产正在向智能化方向转变,通过工业机器人实现各种位置的自动焊接。而在实际应用当中,工件往往会因为装夹误差、工件热变形等原因导致需要焊接的焊缝偏离了预定轨道,因此,需要借助传感器实时检测焊缝,使焊枪精准地沿着轨道前进,保证焊接质量的均匀一致。
对机器人焊接的研究主要有焊缝质量控制、焊缝跟踪、焊接传感、焊接路径规划等[1],而跟踪精度与焊接过程中跟踪的实时性则视为焊缝跟踪系统性能的重要指标[2]。机器人进行焊缝跟踪的基础是传感技术,根据实现方式分为电弧传感、视觉传感、激光传感等。
电弧传感是利用电弧自身的参数作为跟踪信号,这种传感技术并不需要其他附加设备,且电弧传感的抗干扰能力极强。电弧传感器检测焊缝中心的原理是通过在焊接过程中焊接电流与焊接电压随着焊枪与工件之间距离的变化而变化这一特性来检验焊缝中心的[3]。因为其结构简单,操作方便,且抗弧光、高温的能力强,所以在焊缝跟踪系统中应用最为广泛[4]。LE等[5]使用电弧传感器对焊缝跟踪进行了大量的实验,他们对圆形以及直角和矩形的焊缝跟踪算法进行了大量研究,使机器人成功对不同空间下的焊缝进行高精度的跟踪。FABRY等[6]将电弧传感与槽形光学测量应用在一起,开发出一种用于自动窄间隙熔化极气体保护焊间隙宽度估计的电弧传感器模型,实验结果表明该模型对焊接过程中的各项焊接参数都有良好的估计能力。来鑫等人[7]提出将磁场控制电弧的技术应用于焊缝跟踪系统中,同时通过各项实验验证了其可行性。洪波等人[8]对磁控电弧传感器进行了参数优化,使焊缝跟踪系统在焊接过程中跟踪的稳定性以及跟踪精度都有了提升。
视觉传感器的光源是自然光,传感器中的CCD相机能够直观地获取焊缝的信息。视觉传感器结构简单且操作方便,缺点是只能获取二维的图像信息[9]。PARK和MOON[10]基于视觉传感技术设计了一套管道自动焊接系统,提出一种移动平均焊缝跟踪算法,这套算法应用于盖焊道、根部焊道以及填充焊道,实验证明这套系统能够有效缩减焊缝中心线与焊枪之间的偏差。郭吉昌等[11]设计了一款单目视觉传感器,这种单目视觉传感器能够对焊接坡口的截面尺寸、焊枪高度等进行检测,使其在应对较为复杂的结构件时焊接的适应能力很强,实验结果表明该传感器的最大检测误差不超过2.1%。
激光视觉传感器是基于三角测量原理来获取焊缝的三维信息[12],优点是图像处理过程简单、抗干扰能力强,缺点则是激光传感器结构相对于其他视觉传感器要复杂许多,且会产生视觉超前误差[13]。LAHDENOJA等[14]设计了一套激光视觉系统,这套系统中包含有视觉传感器、图像处理等模块,可以对焊接过程进行实时的监控反馈以及对焊接完成后的焊接质量进行检测,实验结果表明这套系统能够有效对焊接接头进行视觉测量以及焊缝跟踪。HOU等[12]提出一种基于激光视觉传感系统的机器人熔化极气体保护焊的焊接方法,并对V形坡口与角接焊缝进行了实验,实验结果表明这种方法的控制精度满足大多数机器人焊接情况下的应用。李东洁等[15]提出一种基于激光视觉的焊缝检测技术,有效缩短了传感器在检测焊缝时检测特征点的时间,且同时拥有较高的检测精度。
本文作者设计一套激光焊缝跟踪系统,将激光传感器搭载于ABB机器人上,校准传感器使其能识别到不同类型焊缝的跟踪点,在焊接过程中传感器识别到焊缝的特征点后与焊枪的位置进行比对,随后将纠偏信号反馈给机器人,使机器人完成对对接焊缝以及搭接焊缝的跟踪处理。
1 激光焊缝跟踪系统
焊缝跟踪系统主要由焊接机器人、焊机、送丝机、传感器、控制器、焊枪、气瓶组成,在焊接作业中,传感器会实时采集工件图像,根据焊缝类型采用相关算法对图像进行处理,找到跟踪点,随后将实时位置偏差信号反馈给焊接机器人控制柜,机器人根据反馈信号即时调整自身姿态使焊枪的中心点始终与焊缝对齐,以实现焊缝的实时跟踪。焊接工作站如图1所示。

图1 焊接工作站Fig.1 Welding workstation
激光视觉传感器基于三角测量原理来获取焊缝的三维信息。激光传感器由激光二极管、CCD摄像机和聚光镜组成,在跟踪过程中,激光投射到工件表面形成一个激光条纹,CCD摄像机对其进行图像的采集以及处理,得知跟踪点的位置。其基本过程如图2所示。
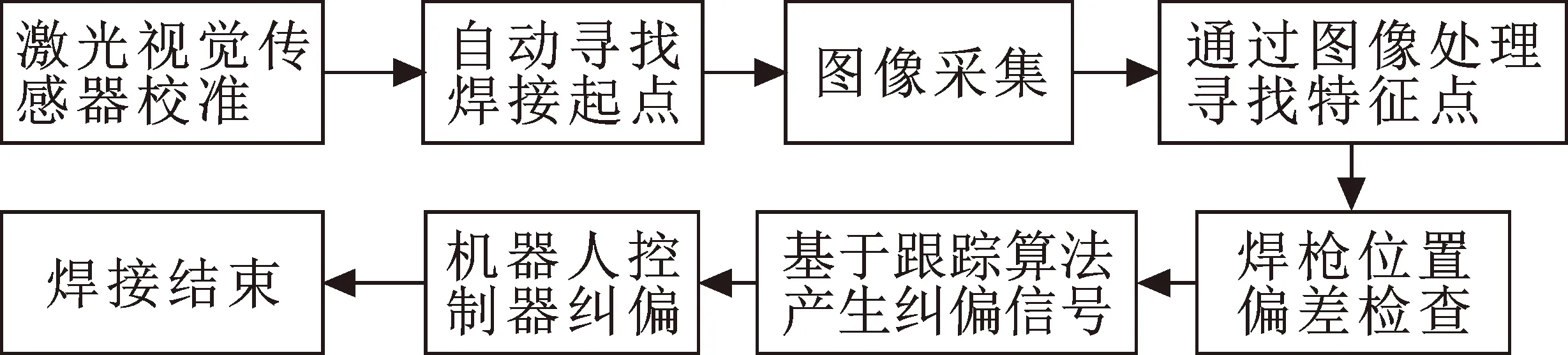
图2 激光视觉传感器跟踪过程Fig.2 Tracking process of laser vision sensor
此次研究的主要对象为对接焊缝以及搭接焊缝,传感器装载方式如图3所示。两块板水平接在一起,形成对接焊缝,而对接焊缝通常会有一个间隙以及错位,传感器在识别对接焊缝时会采集到6个点,所有识别点如图4所示:点2和点5是圆边开始的拐点。点3与点4之间的距离为间隙宽度。

图3 传感器装夹位置Fig.3 Clamping position of sensor
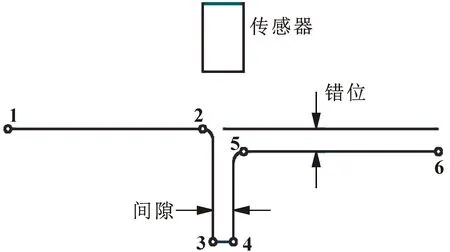
图4 对接焊缝断点Fig.4 Breakpoints of butt-jointed seam
对接焊缝的跟踪方式一共有4种,这4种方式主要是判定跟踪点的方法不同,包括最低板、最高板、中间点、最低点。
(1)最低板。跟踪点位于最低板的水平线上。跟踪点是点3和4在最低板水平线上的垂直投影的中间点,如图5所示。
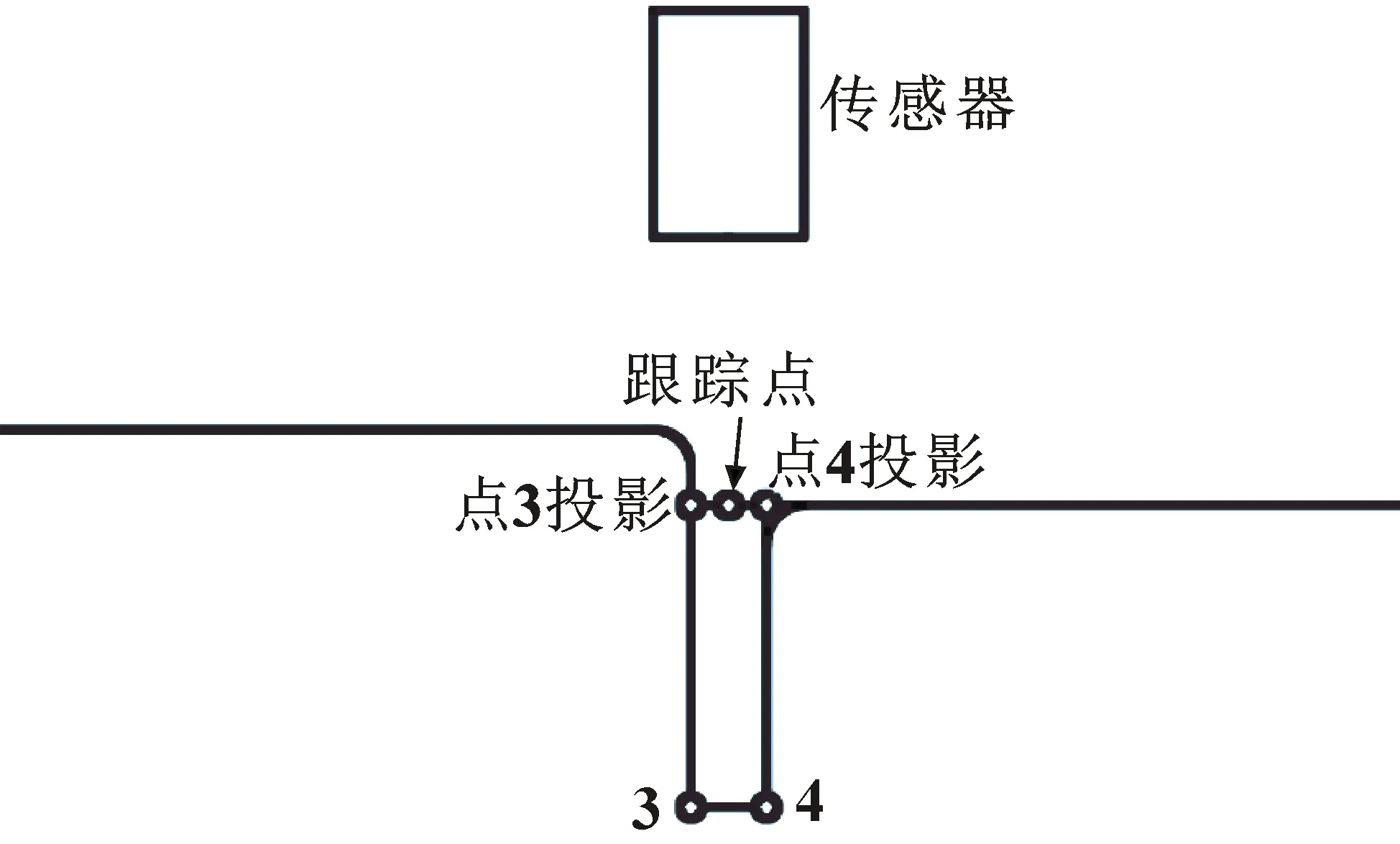
图5 最低板跟踪点位置Fig.5 Tracking point location on the lowest board
(2)最高板。跟踪点位于最高板的水平线上。跟踪点是点3和4在最高板水平线上的垂直投影的中间点,如图6所示。

图6 最高板跟踪点位置Fig.6 Tracking point location on the highest board
(3)中点。跟踪点是点3在最高板水平线上的垂直投影与点4在最低板水平线上的垂直投影连线的中间点,如图7所示。
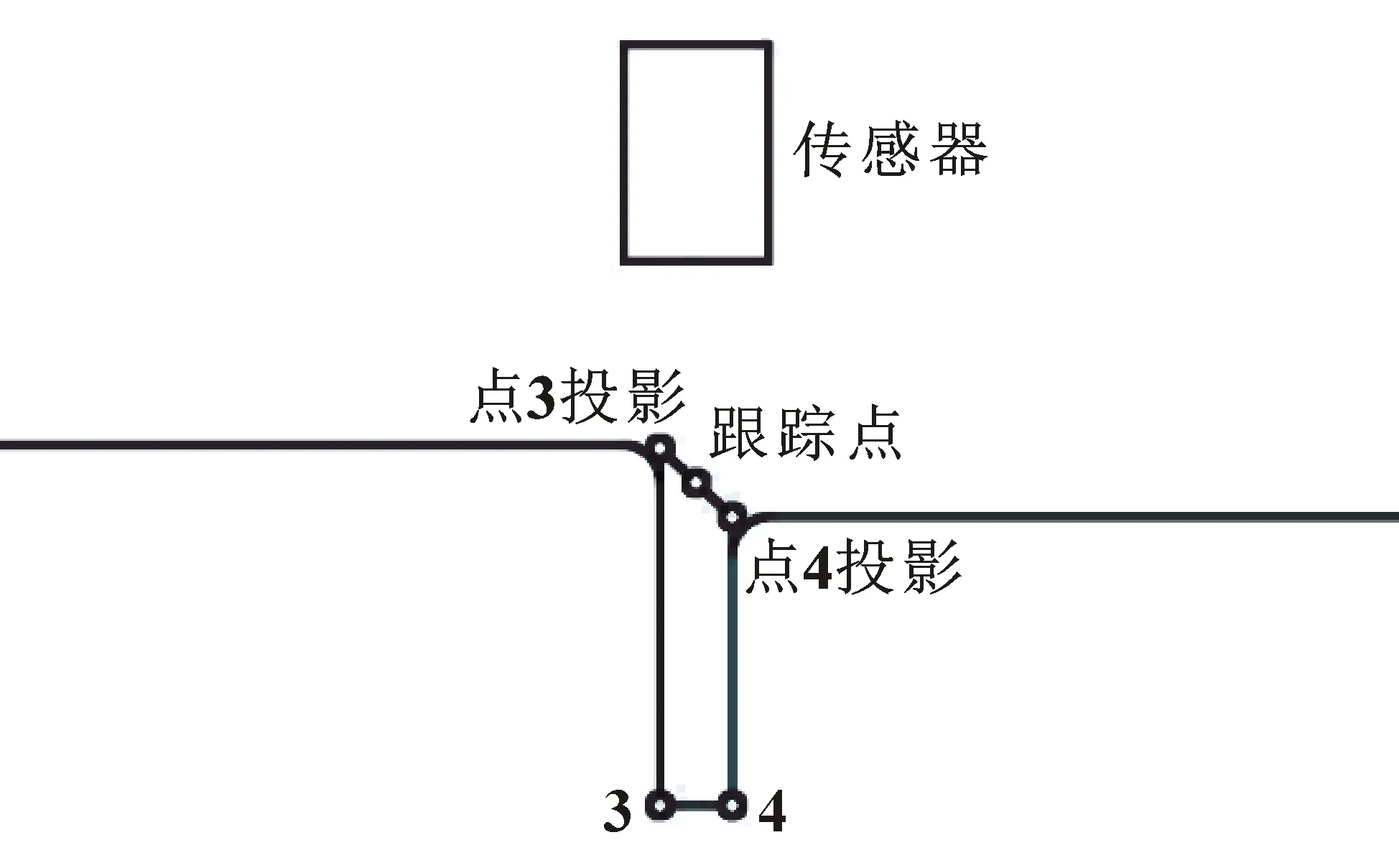
图7 中间点跟踪点位置Fig.7 Tracking location of the middle point
(4)最低点。跟踪点是点3和点4之间的最低点。
搭接焊缝是由两个重叠的直板组成,如图8所示,其中跟踪点为点2,在算法设置中搭接算法需要设定板厚才能确定跟踪点的位置。
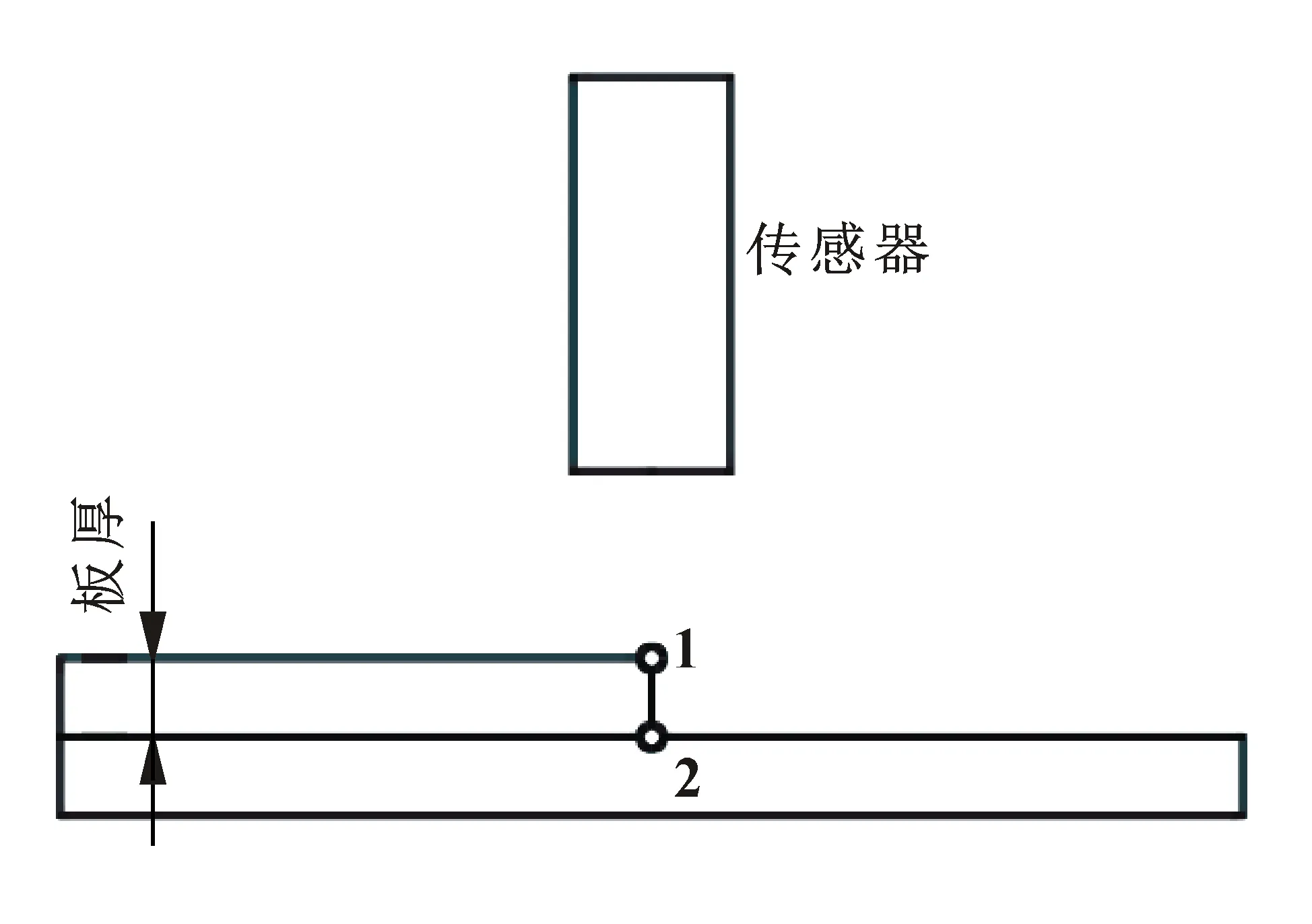
图8 搭接板跟踪点Fig.8 Tracking point of the lap jointed sheet
2 ABB焊接机器人配置
2.1 ABB机器人与传感器通信
ABB机器人控制柜与传感器控制柜通过广域网口WAN口连接,连接完成后在ABB机器人控制面板中进行配置,主题中选择Communication→Transmission Protocol→Laser1,配置如表1所示。
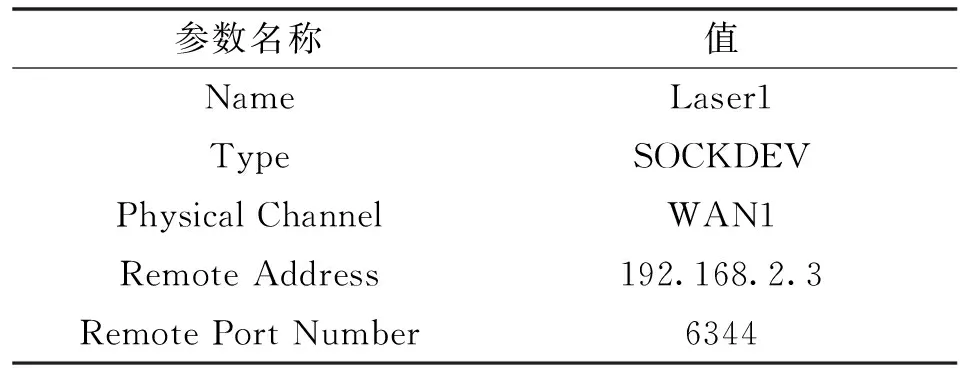
表1 传感器通信配置Tab.1 Communication configuration of sensor
2.2 ABB机器人坐标系的建立
为提高焊接精度,采用三点法建立工件坐标,工件坐标为工作台平面,将工件平面的x1、x2、y1标定即可,从原点x1出发沿校准板x轴方向移动,设立x2,再由原点往y轴方向移动设立点y1,工件坐标名设立为wob,如图9所示。

图9 工件坐标设定Fig.9 Workpiece coordinate setting
为了使机器人能够识别焊枪的精准位置,还要设立工具坐标,工具坐标的设立采用TCP和x、z法建立。在此法中,第一个点为垂直固定点,将焊枪位置摆正垂直落在点上,后面3个点的位置姿态尽量相差较大,点x为工具参考点沿着x轴方向直线运动,点z为工具参考点沿着上方呈直线运动,依此法建立工具坐标,工具坐标名设为tool。
2.3 ABB机器人焊机信号配置
焊机在控制面板中“Process→Arc Equipment→ARC1_EQUIP_T_ROB1”进行配置,配置如表2所示。
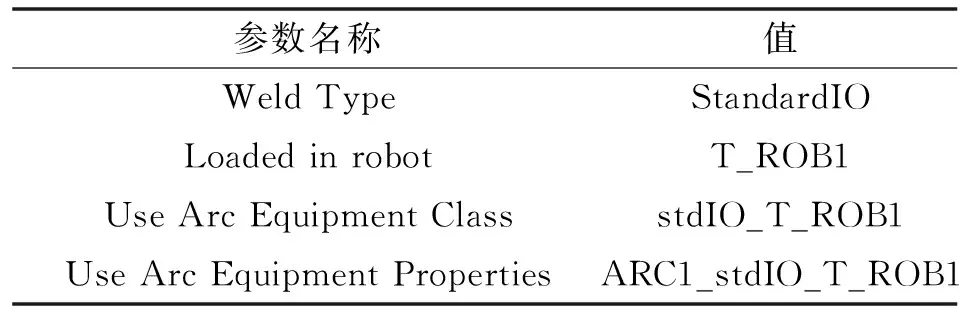
表2 焊接配置Tab.2 Welding configuration
在系统“Arc Equipment Analogue Outputs”中配置模拟信号,如表3所示;数字信号主要用来控制起弧、送丝、送气等,配置如表4所示。
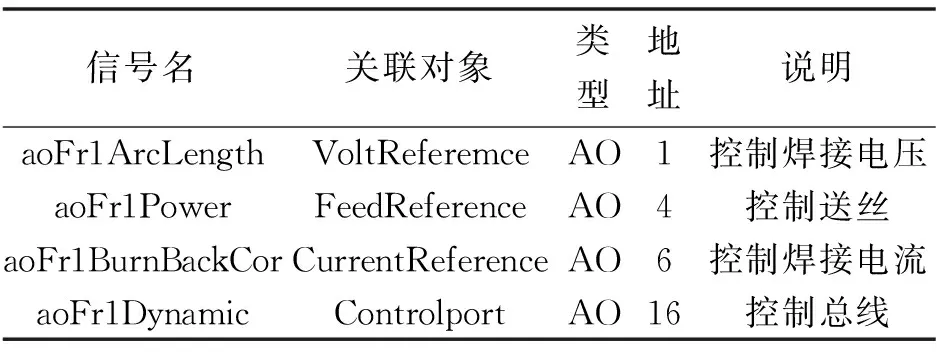
表3 模拟信号配置Tab.3 Analog signal configuration
表4 数字信号配置Tab.4 Digital signal configuration
3 传感器校准
传感器在使用前需要对其视场进行校准,传感器与上位机的通信通过weldcom软件完成。在weldcom中,新建任务,算法中选择搭接焊缝,板厚设定为2 mm,最大间隙5 mm,厚度容差为15%,以此识别焊缝;在LTC中,进入“Calibration setup”,按步骤设定至第3步,将传感器激光设定在校准板两边等宽大约1/4处的位置,使整个校准板的间隙处于传感器的视觉当中,如图10与图11所示,校准完成后如图12所示。
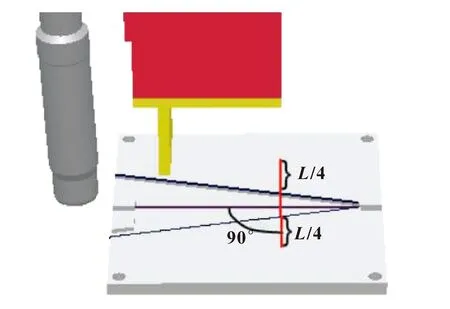
图10 LTC校准设定示意Fig.10 Calibration setting of LTC
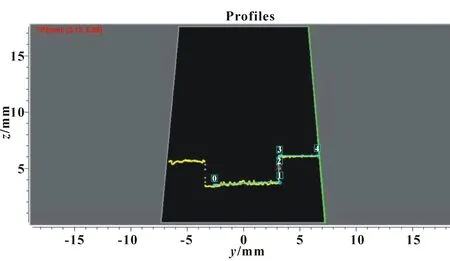
图11 校准设定Fig.11 Calibration setting

图12 校准完成Fig.12 Calibration finish
4 焊接实验
4.1 焊接系统设置
此次实验使用的工业机器人为ABB公司的irb1600型号机器人,传感器为赛融POWECAM-SHR,焊机为福尼斯TPS5000。此次焊接的工件为对接板与搭接板,焊接工艺为双脉冲焊接,焊丝的材质为碳钢,保护气为82%Ar+18%CO2,焊机中的设定参数如表5所示。
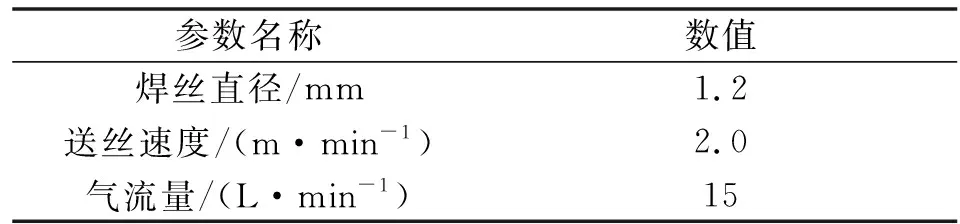
表5 焊接参数Tab.5 Welding parameters
在ABB程序编写前还要设立焊接的主要参数:Seam Data、Weld Data。Seam Data主要控制起弧以及收弧时焊枪中清吹气的时间,以提高焊接的完整性。Seam data设定如表6所示。
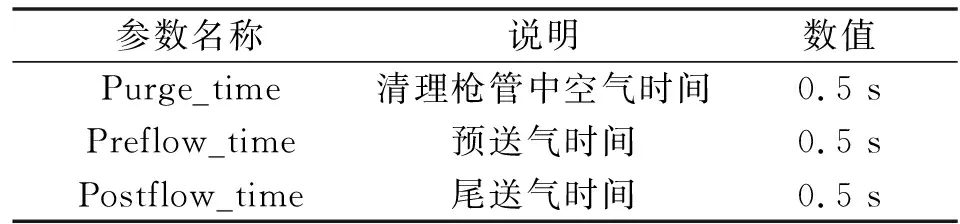
表6 Seam data 参数值Tab.6 Seam data parameters
Weld Data控制机器人在焊接过程中焊接电流、焊接电压、焊接速度等参数。Weld data参数设立如表7所示。
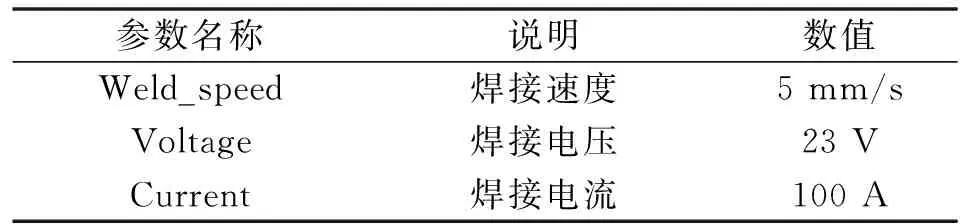
表7 Weld data参数值Tab.7 Weld data parameters
4.2 搭接直线焊缝跟踪程序及结果
搭接焊缝的焊缝识别设定如图13所示,设定板厚为2 mm,最大间隙5 mm,厚度容差为15%,板材位置为右在左上。

图13 搭接焊缝跟踪设定Fig.13 Tracking settings of lap-jointed seam
设立ABB焊接主程序,使其进行搭接焊缝的直线焊接作业,其中track1函数在“joint_no:=”中选择9来调用在weldcom中设定的任务焊接机器人的主程序如下:
PROC main()
MoveJ,tohome,v1000,fine,toolWobj:=wob;// MoveJ指令可快速使机器人移到焊接准备点
MoveJ,zx1,v300,fine toolWobj:=wob;//使焊枪移动至焊接开始点
ArcLstart,zx2,v300,seam1,weld1,fine,toolWobj:=wob rack:=track1;//开始直线焊接,track指令使焊缝系统启动
Arclend,zx3,v300,seam1,weld1,fine,toolWobj:=wob rack:=track1;//到达终点
MoveJ home1,v300,fine,toolWobj:=wob;//焊接完成后移动至home点
ENDPROC
焊接作业完成后,焊缝表面如图14所示,可以看到:接头表面形成良好,同时表面的弧纹光滑,焊缝均匀平整。视觉统计数值与曲线分别如图15与图16所示。TY与TZ为跟踪点,CAy与CAz为校准参考点。由图16可见:跟踪点y轴(焊枪焊接方向)的偏差在0.2 mm内。
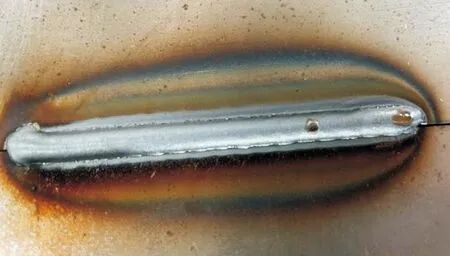
图14 搭接直线焊缝Fig.14 Lap-jointed seam

图15 搭接直线焊接视觉统计Fig.15 Lap-jointed seam visual statistics
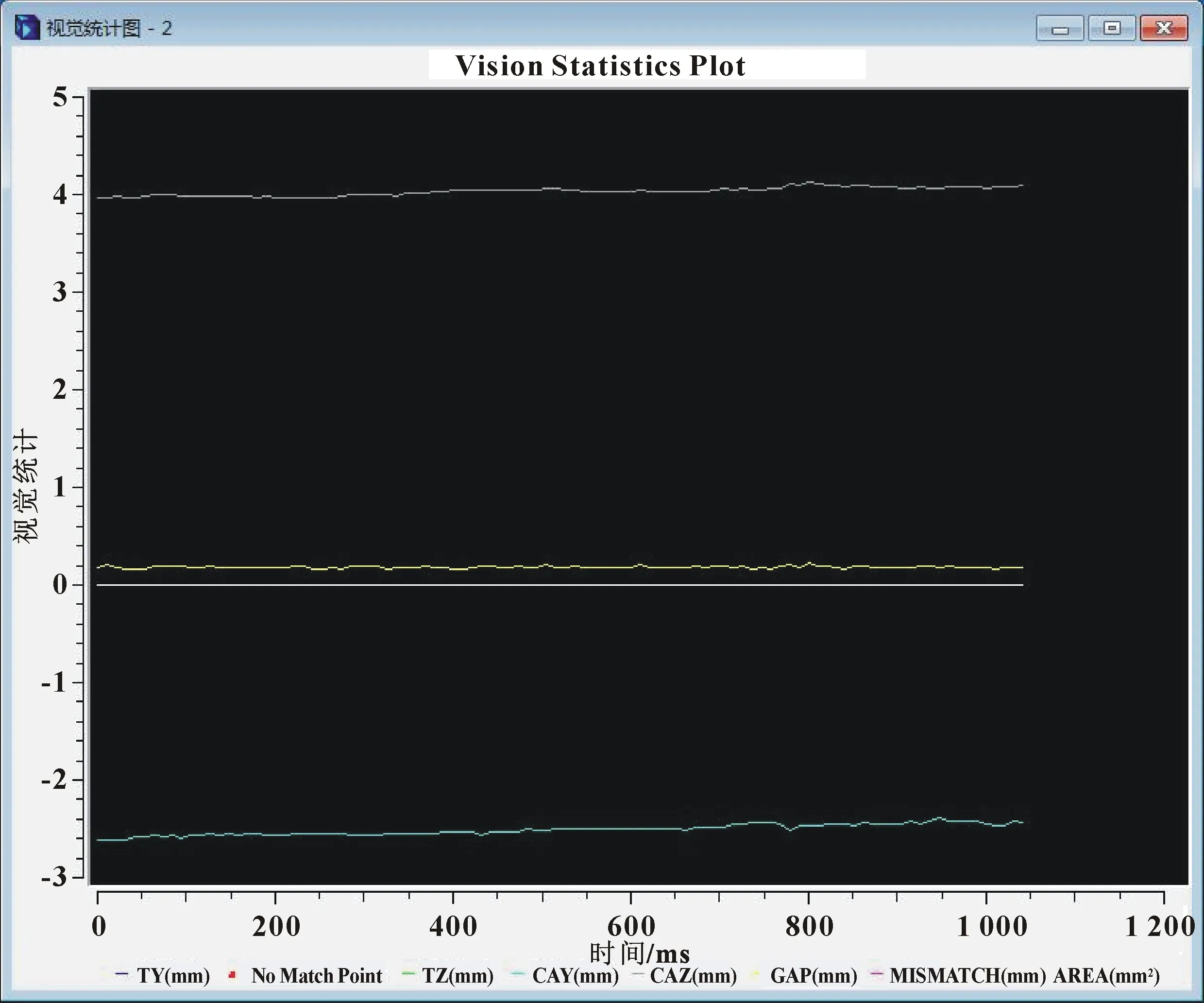
图16 搭接直线焊接视觉统计曲线Fig.16 Lap-jointed seam visual statistics curves
4.3 对接圆弧焊缝跟踪程序及结果
对接焊缝的跟踪设定如图17所示,其跟踪点位置选择中间点,最大间隙为10 mm,最大错位为2 mm,辨别阈值为40%。
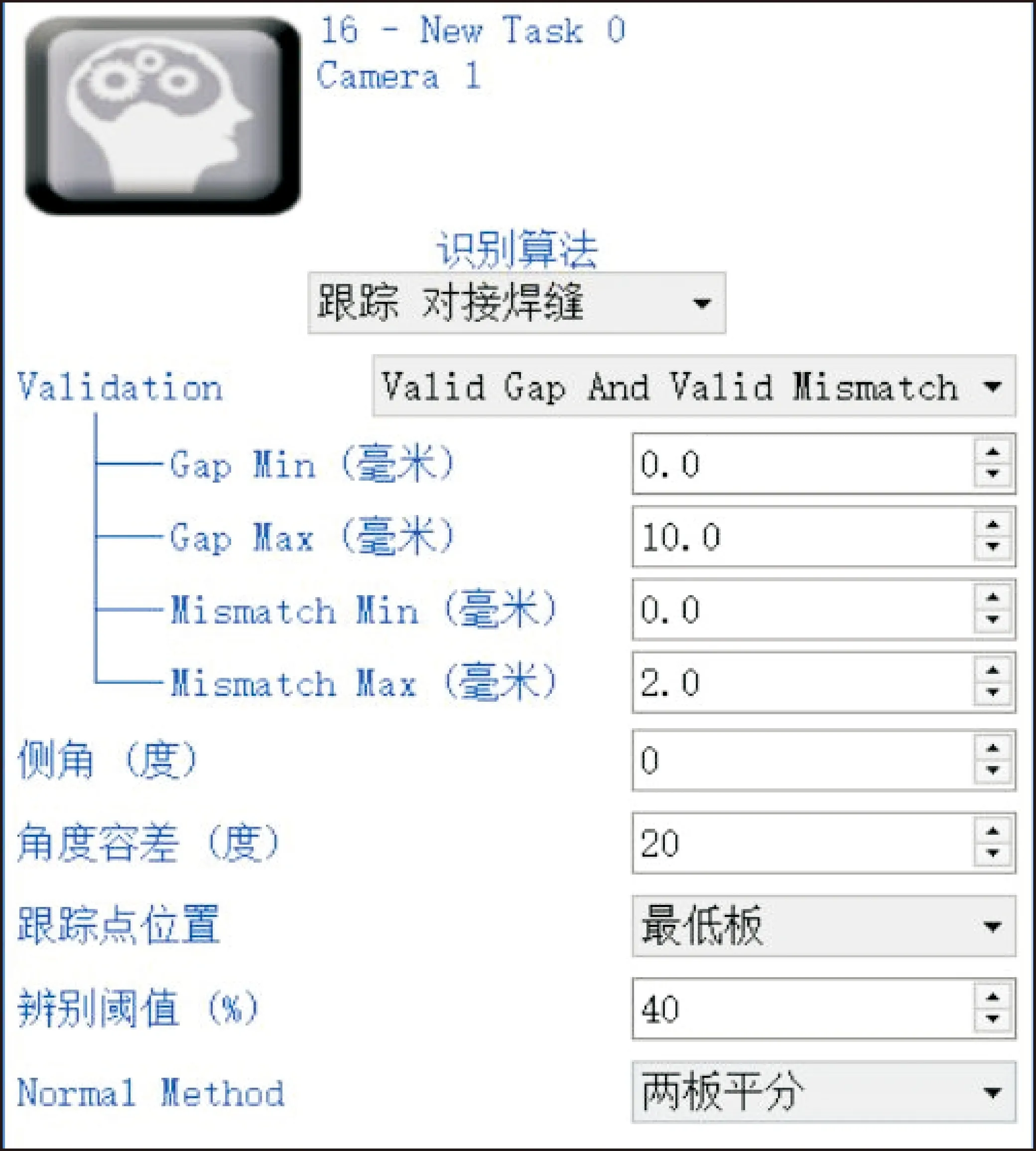
图17 对接焊缝跟踪设定Fig.17 Tracking settings of butt-jointed seam
对接焊缝的圆弧作业ABB程序如下,其中track2函数在”joint_no:=”中选择16来调用在weldcom中设定的任务:
PROC main()
MoveJ tohome,v1000,fine,toolWobj:=wob;
MoveJ zx1,v300,finetoolWobj:=wob;
ArcLstart,zx2,v300,seam1,weld1,fine,toolWobj:=wob rack:=track2;
ArcCend,zx3,v300,seam1,weld1,fine,toolWobj:=wob rack:=track2;
MoveJ home1,v300,fine,toolWobj:=wob;
ENDPROC
对接圆弧焊接作业完成后焊缝表面如图18所示,接头焊缝良好地盖过了焊缝,接头表面形成良好。其视觉统计数值与曲线分别如图19和图20所示,跟踪点y轴移动约3 mm,与焊缝y轴保持一致。

图18 对接圆弧焊缝Fig.18 Butt-jointed arc seam
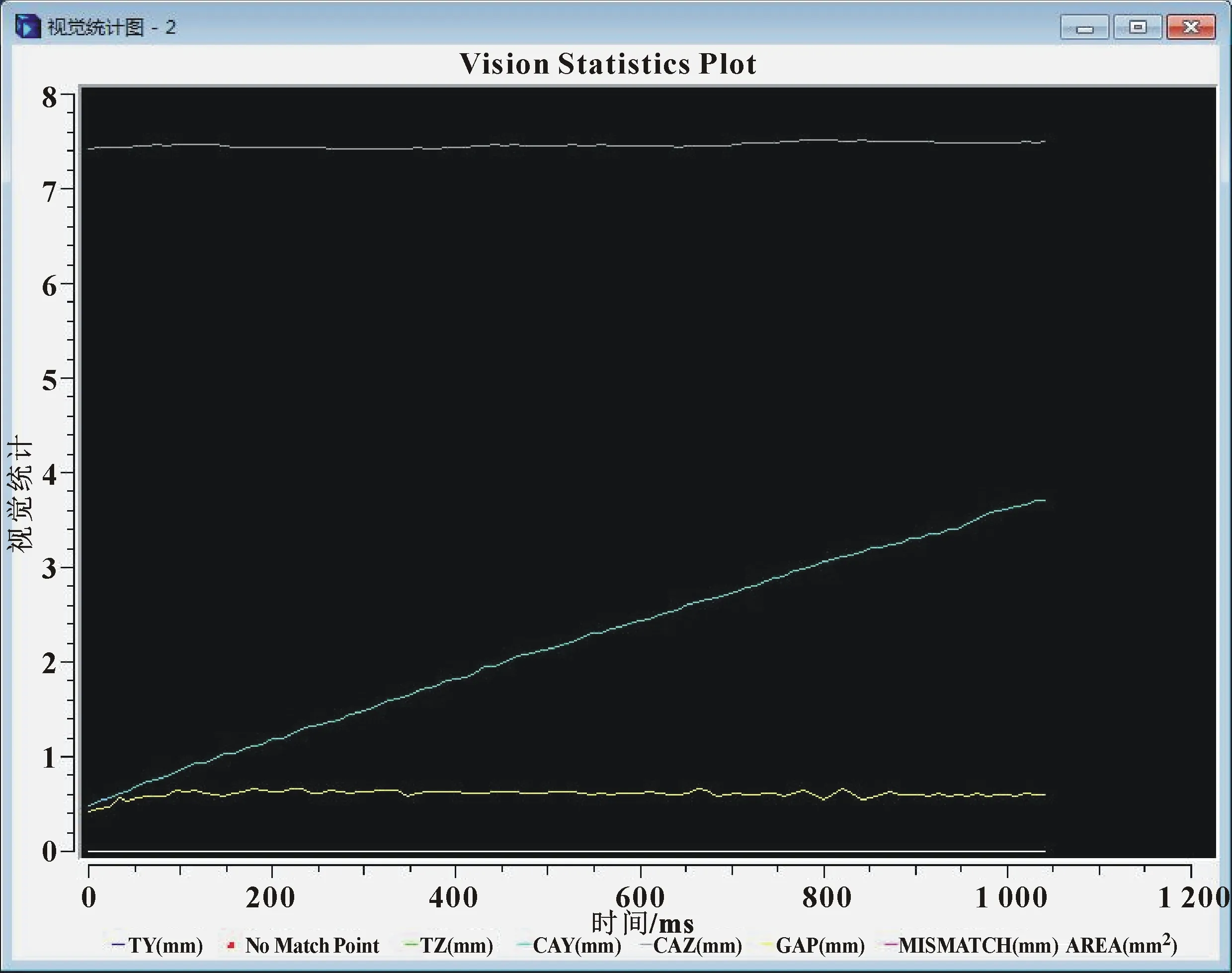
图20 对接圆弧焊接视觉统计曲线Fig.20 Butt-jointed arc seam visual statistics curves
5 结论
使用自行设计的焊缝跟踪系统进行了搭接直线焊缝以及对接圆弧焊缝的跟踪实验,该焊缝跟踪控制系统较好地实现了焊枪在焊接作业中的跟踪控制,且该跟踪系统动态性能及纠偏性能良好,控制精度高,焊缝表面均匀平整,没有裂纹、飞溅、气孔的存在,焊缝外观成型良好。对小型车间智能化生产具有重要意义。
