冷金属过渡电弧增材制造CHW-90C钢组织性能试验研究
2023-02-22魏文逸
魏文逸
(辽宁开放大学〔辽宁装备制造职业技术学院〕,辽宁沈阳 110034)
0 引言
增材制造(Additive manufacturing,AM),也称3D打印,是一种以粉末或者丝材为原材料逐层沉积成型的技术。相比传统的减材制造,其最大特点是不需要传统的模具,工艺简单,加工时间短[1]。目前,工业上最常采用的增材制造技术主要有包括激光选区制造(Selective laser manufacturing,SLM)、电子束烧结(Electron beam melting,EBM)等在内的粉末床熔合(Powder bed fusion,PBF)技术和直接能量沉积技术(Direct energy deposition,DED),例如激光沉积制造技术(Laser deposition manufacturing,LDM)和电弧熔丝增材制造技术(Wire arc additive manufacturing,WAAM)[2]。
WAAM 技术是以电弧为热源熔化金属丝材,逐层堆积成形金属构件,并且能够克服LDM 和EBM 技术等成形设备昂贵、成形尺寸受限等劣势[3]。WAAM 技术的沉积速率可以达到50~130 g/min,而LDM 和EBM 技术的沉积速率仅能达到2~10 g/min[4]。此外,WAAM 技术对原料或者待沉积材料的制备形式没有特殊要求,已有的焊丝材料可直接通过电弧熔丝增材制造系统进行沉积。然而,以粉末为原料的AM 技术则对工作环境和原料的制备要求更为严格。因此,WAAM 技术凭借其更高的沉积效率和更低的制造成本,广泛应用于航空航天、汽车、生物和医学等行业。
低合金高强钢(High-strength low alloy steel,HSLA)具有较高的强度和良好的韧性,在制造舰船、航空航天等关键构件制造领域已经取得了较为广泛的应用[5]。目前,已经有许多学者将WAAM 技术用于HSLA钢构件的制造。宋守亮等以船用510 MPa 级ZG510 钢为研究对象,通过WAAM 技术制备了舰船艉轴架模拟件。结果表明成形试样抗拉强度达到651 MPa,没有出现裂纹、气孔等缺陷,尺寸偏差控制在1 mm 以内[6]。代轶励等使用WAAM 技术制备了用于高层建筑的500 PMa 级HSLA 钢多向管接头,其抗拉强度达到了659 MPa,已经超过了同成分铸件[7]。Bourlet 等通过WAAM 技术制备了ER100 HSLA 钢薄壁构件,其沉积态试样的抗拉强度达到790 MPa[8]。此外,关于WAAM过程中由于熔道重叠引起的热量积累所造成的残余应力和变形,是WAAM 成形HSAL 钢的另一个热点研究问题。Mughal 等研究了不同沉积顺序对残余应力分布的影响,指出由外侧向内侧沉积的方式能够减少对沉积材料的潜在有害影响[9]。Montevecchi 等人使用空气压缩喷射器来提高熔道的冷却速率,通过将冷却装置装备到正在沉积的薄壁构件两侧来消除顶层和底层之间的散热差异,以研究其对熔滴的几何形状、表面氧化、微观组织结构和构件力学性能的影响[10]。
可以看出,在低合金高强钢的电弧增材制造过程中,热量的积累和散热条件对显微组织和构件最终的力学性能有着重要的影响。在本研究中,笔者通过WAAM 技术制备了一种HSLA 钢CHW-90C 的薄壁构件,重点分析了在WAAM 沉积过程中热循环对组织演变的影响,并评估了力学性能。
1 试验材料及方法
1.1 试验材料
本试验中所用的基板为Q345钢板,其尺寸为200 mm×200 mm×15 mm,焊丝为CHW-90C低合金高强钢,直径为1.2 mm。具体化学成分如表1所示。

表1 基板和焊丝化学成分(质量分数)
1.2 电弧熔丝增材制造系统
本试验所使用的电弧熔丝增材制造系统由Fronius 焊机、KUKA 机器人等设备组成。沉积过程中采用Ar(80%)+CO2(20%)的混合气体进行同轴保护。制造方法采用基于熔化极惰性/活性气体保护焊开发出的冷金属过渡技术。为了防止试样由于热量累积发生塌陷,采用两边往复扫描的方法。设置工艺参数为:平均电流为180 A,平均电压为17 V,送丝速度7.0 m/min;电弧移动速度16mm/s,保护气流量为24 L/min。最终成形180 mm×120 mm×25 mm的薄壁构件。
1.3 试样获取与表征测试
为对WAAM 制备的薄壁构件的显微组织进行观测,使用电火花线切割的方法分别从构件的底部、中部、顶部取下三个金相试样,抛光后使用H2O∶HCl∶HNO3(16∶3∶1)的混合溶液进行XOZ 面的金相腐蚀,采用Olympus GX51光学显微镜、Gemini SEM 300场发射扫描电子显微镜、Talos F200s 透射电镜进行显微组织观察。为对WAAM 制备的薄壁构件进行力学性能评价及分析,分别沿着垂直、平行于沉积方向各取4 个拉伸试样和冲击试样,取样位置及其尺寸如图1(a)所示。按照GB/T228-2010标准,使用Instron 5982 电子万能试验机对试样进行室温拉伸试验;按照GB/T229-2007 标准,使用Instron 9250 HV 落锤示波冲击试验机对试样进行室温冲击试验,拉伸试样及冲击试样的尺寸如图1(b)所示。按照GB/T232-2010,采用Instron 5982 电子万能试验机对试样进行室温弯曲试验,弯曲试样沿着沉积方向取样,尺寸为70 mm×20 mm×6 mm(厚度),弯曲角度为120°,压头直径为20 mm。

图1 取样示意图
2 组织性能测试试验
2.1 显微组织测试试验
2.1.1 层内组织测试试验
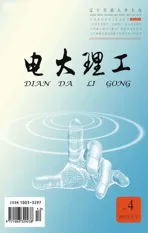
在WAAM 制备HSLA 钢的过程中,由于WAAM 逐层沉积的特点和热循环的影响,单个沉积层内显微组织的成分及形态会有所差异。图2 为WAAM 制备CHW-90C 钢层内显微组织图,根据热历史和显微组织的生长方式可将沉积层划分为凝固区和热影响区,其中热影响区可分为正火区和回火区。凝固区组织为熔合线(约1530 ℃)以上区域熔池液态金属凝固后形成的组织,如图2(a)所示,主要由针状铁素体、块状铁素体和少量的珠光体组成。在熔池快速凝固的过程中,由于奥氏体晶界具有较高的界面能,铁素体会优先在境界处形核并形成块状铁素体。随着熔池的进一步冷却,铁素体继续形核并在奥氏体晶内长大呈针状,形成针状铁素体。
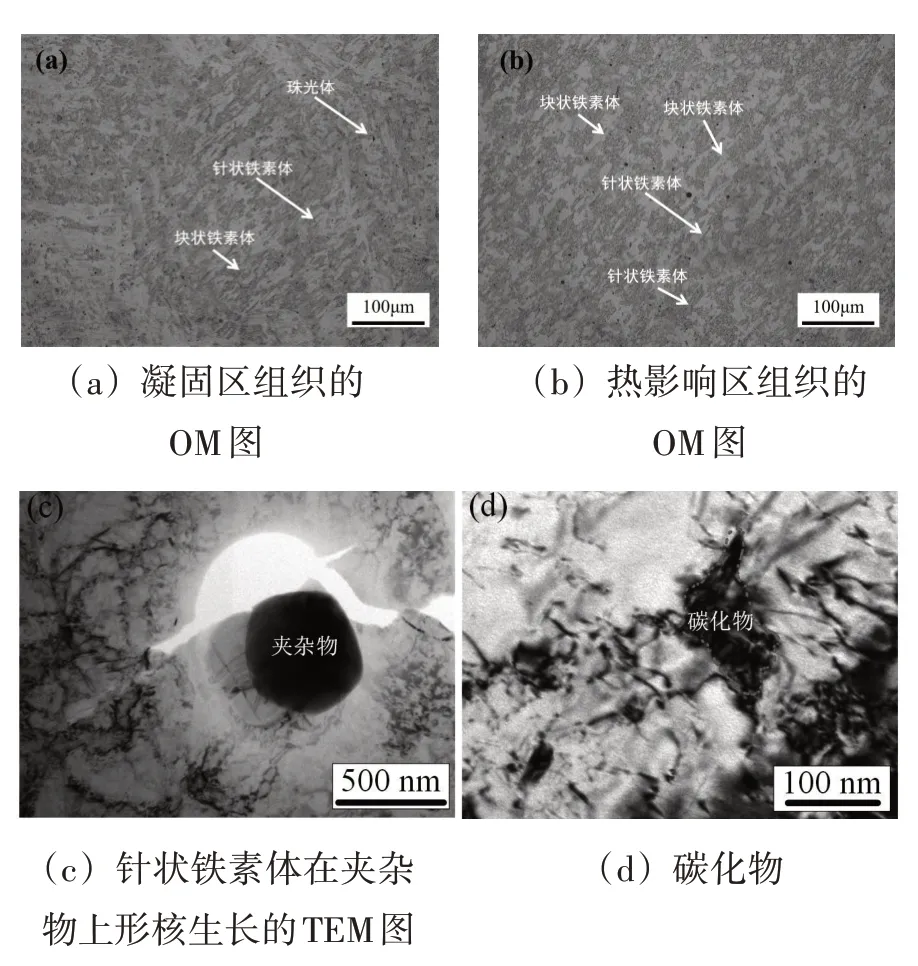
图2 层内显微组织图
在WAAM 逐层沉积的过程中,已经凝固的沉积层会受后续沉积的影响而被持续、反复加热,组织会发生变化,将组织发生变化的区域称为热影响区,如图2(b)所示。热影响区的组织主要有针状铁素体以及块状铁素体组成,且块状铁素体晶粒相较于凝固区的面积更小、分布相对较为分散,未发生区域性地连接成片的情况。在后续层增材制造过程中组织受沉积热的影响,部分组织重新发生奥氏体化,在快速冷却的条件下,奥氏体化后再次析出铁素体,而组织内残留的铁素体晶核、夹杂物会促进晶粒细化,图2(c)为通过TEM 发现的夹杂物。而相对于更早的沉积层,受后续加热的影响峰值温度虽然达不到AC1 以上,但持续低温加热,易发生回火。除此之外,残留奥氏体在多次热循环的作用下会分解为碳化物。该碳化物分布在残留奥氏体附近,长度达到100 nm,如图2(d)所示,其可以钉扎晶界,阻碍晶粒生长,是晶粒细化的另一个原因[11]。
2.1.2 薄壁构件不同位置组织特征分析
根据WAAM 制备HSLA 钢薄壁构件沉积顺序和散热条件将试样划分为三个区域:底部、中部、顶部,不同试样的显微组织存在明显差异,如图3 所示。结果表明底部试样的组织以针状铁素体为主,还有少量的马氏体板条;中部试样则由大量形状不规则的块状铁素体组成,几乎观察不到针状铁素体以及马氏体板条;而顶部试样的组织由针状铁素体和块状铁素体组成。

图3 WAAM制备HSLA钢薄壁构件组织
不同沉积高度处组织类型主要与WAAM 成形过程中的热积累和散热条件有关,而铁素体的形态主要受冷却速度影响[12]。其中底部区域由于靠近基板,且WAAM 沉积前并未进行预热处理,熔池冷却较快。而较快的冷却速率通常有利于形成马氏体组织,因此在底部试样中可以观察到少量的板条马氏体。由于冷却速率较高,底部组织晶粒的生长同样也受到抑制,所以底部区域分布着大量的细小的针状铁素体。随着沉积层的堆叠,处于薄壁中部的沉积层受前序沉积层热累积的影响,相当于基板进行了预热处理,同时后续的沉积层又迅速覆盖于当前沉积层上,相当于后热处理。因此,中部试样冷却速度较低,且反复受热易促进晶粒生长,导致显微组织改变,晶粒长大,形成了大量的块状铁素体。而薄壁构件的顶部位置,虽然有前序沉积层的预热作用,但由于其后续的沉积层减少,后续热输入降低,冷却速度逐层加快,介于底部沉积层和中部沉积层之间,因此,形成了针状铁素体和块状铁素体的混合组织。
2.2 力学性能试验
2.2.1 拉伸试验
WAAM 制备HSLA 钢薄壁构件试样相应的屈服强度(Yield strength,YS)、极限抗拉强度(Ultimate tensile strength,UTS)、伸长率(Elongation,EI),如图4 所示。结果表明水平方向试样的平均UTS 和YS 分别为1060 MPa 和635 MPa,均优于垂直方向试样的995 MPa 和601 MPa。而水平方向试样和垂直方向试样的伸长率分别为13.3 %和12.3 %,同样是水平方向试样优于垂直方向试样。观察图5 中的拉伸断口可以发现,水平方向试样断口由大量的等轴韧窝组成,是典型的韧性断裂特征。垂直方向试样断口虽然也可以观察到韧窝,但与水平方向试样相比,其韧窝数量少、深度浅,与其略低的伸长率所对应。
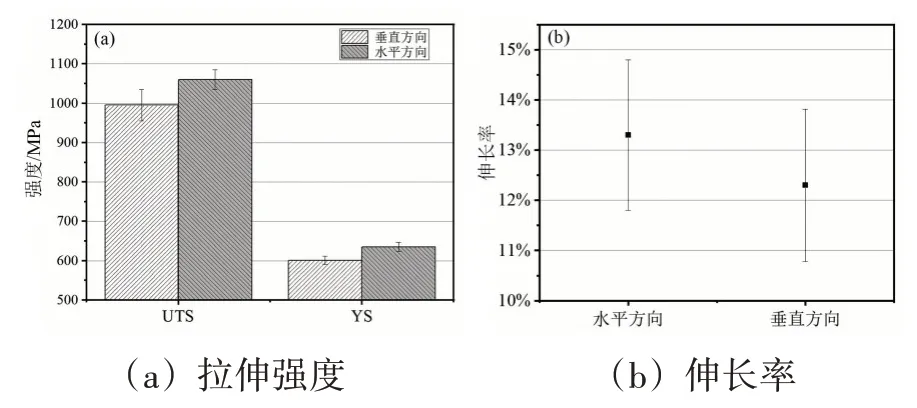
图4 WAAM制备HSLA钢薄壁构件拉伸试样的拉伸性能
图5 拉伸试样断口
WAAM 成形试样抗拉强度存在各向异性,在之前的研究中常被报道[13,14]。而针对本文的研究,可以从两方面解释:一方面,WAAM 逐层沉积的制造方式引起的分层效应[15]。在试样的垂直方向拉伸试验中,沉积层之间的缺陷可能会引起应力集中,从而加速试样开裂,导致垂直方向试样的强度低于水平方向试样;另一方面,WAAM 制备的薄壁构件自下而上显微组织的不均匀性是造成垂直方向试样强度低于水平方向试样强度的另一个重要原因。正如前文分析,薄壁构件底部、中部、顶部的显微组织受热输入的影响,冷却速率相差较大,造成显微组织类型、形貌发生变化,导致了垂直方向试样的组织极不均匀。因此,采用冷金属过渡电弧增材制造的方法所制备的低合金高强钢试样的抗拉强度在水平方向和垂直方向上存在明显的各向异性。
2.2.2 冲击韧性试验
本文采用冲击韧性来评价材料的韧性和脆性。图6 为WAAM 制备HSLA 钢试样的冲击韧性试验结果。结果表明水平方向试样和垂直方向试样的冲击韧性分别为222.3 J 和226.6 J。与抗拉强度结果相反,垂直方向的试样冲击韧性优于水平方向试样的冲击韧性,这主要是由于在垂直方向试样的冲击试验中部分能量可能会通过层间滑移吸收,夹层可视为宏观滑移带。因此,垂直方向试样需要较大的冲击能量才能使试件断裂。通过观察不同方向试样的冲击断口可以发现垂直方向试样中的韧窝相对于水平方向试样,更加密集而细小,如图7 所示,与其略高的冲击韧性相对应。
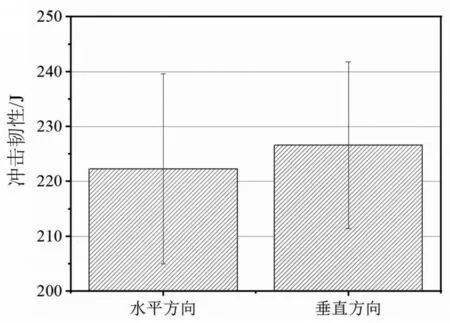
图6 WAAM制备HSLA钢薄壁构件不同方向试样冲击韧性测试结果
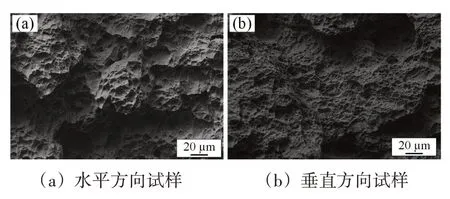
图7 冲击试样断口
2.2.3 弯曲性能试验
图8 为WAAM 制备HSLA 钢薄壁构件弯曲性能测试结果。在弯曲角度为120°的情况下,弯曲试样未发生断裂,表面未出现裂纹。说明WAAM 制备的HSLA 钢试样具有良好的塑性,弯曲性能合格。
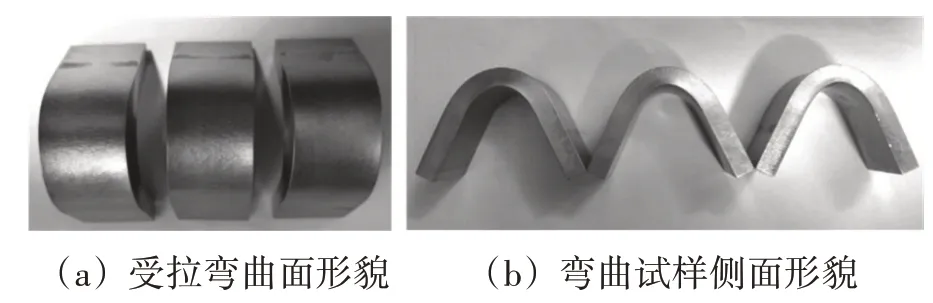
图8 WAAM制备HSLA钢薄壁构件弯曲性能评价结果
3 结论
本文采用电弧熔丝增材制造技术,制备了CHW-90C 钢的薄壁构件,并对其单层沉积层内、薄壁构件整体组织演变以及力学性能进行了系统的试验研究。得到的主要结论如下:
(1)电弧熔丝制造HSLA 钢的层内组织可划分为两个区域:凝固区和热影响区。凝固区组织以块状铁素体为主。热影响区组织受沉积过程中热输入的影响,部分组织重新发生奥氏体化,在快速冷却的条件下,形成了针状铁素体。
(2)薄壁构件的整体组织自下而上较为不均匀,底部为细小的针状铁素体和少量的马氏体,中部为粗大的块状铁素体,顶层为块状铁素体与针状铁素体的混合组织。
(3)试样整体力学性能上都存在各向异性。其中水平方向试样的抗拉强度优于垂直方向,而冲击韧性表现出相反的结果。水平方向试样的抗拉强度达到1060 MPa,垂直方向的冲击韧性达到226.6 J。