阻燃稻壳/PVC复合材料的制备与性能研究
2023-02-22吕家龙刘跃新徐建玲
吕家龙,刘跃新,李 虎,徐建玲
(1.唐山三友化工股份有限公司,河北 唐山063305;2.唐山三友氯碱有限责任公司,河北 唐山063305)
1 背景
1.1 木塑复合材料简介
木塑复合材料(Wood-Plastic Composite)是将经过预处理的植物纤维与塑料或其他材料通过加工制备成一种新型材料[1]。木塑复合材料具有以下特点。(1)良好的加工性能,其机械性能明显高于木质材料;(2)木塑复合材料中加工助剂的加入改变了新材料密度、强度等特性,使其具备了塑料的耐水、防腐、抗虫害、易着色等优势;(3)木塑复合材料中塑料具有较高的弹性模量,抗压性能高,强度性能良好,同时硬度也高于普通的木材且具有木材的质感,可像木材一样进行刨、削、钻、钉、切等二次加工[2];(4)可以实现原料回收,废弃物可以全部再次加工利用,有利于建设资源节约型社会[3]。
1.2 废弃塑料和稻壳的再利用
植物纤维是自然界最容易获得的材料之一,价格低廉可再生,最常见的是农作物的秸秆、果壳等。稻秸稻壳是中国最常见的农作物植物纤维,作为世界上最大的水稻种植国家,中国稻壳资源十分丰富。
利用废弃塑料和稻壳制备植物纤维复合材料,既可以利用回收的废弃塑料(如PVC、PE、ABS等),又可以利用稻壳替换木粉作为填充物,加入不同加工助剂,可制备各种型材和板材等制品。
1.3 木塑复合材料的局限性
木塑复合材料具有显著的优点,但它本身不可避免的一些缺点则限制了其在更广阔领域的应用。由于植物纤维和热塑性塑料都属于易燃材料,不添加其他加工阻燃助剂制备出的木塑复合材料也是易燃物质。据相关资料统计表明,近几年全世界每年发生火灾为600万~700万起,其中约一半的火灾是由于建筑和家居材料中的木塑复合材料引起的。
1.4 内容及意义
利用膨胀阻燃剂复配制备阻燃稻壳/PVC木塑复合材料,填充料为稻壳粉,取代了常用的木粉。
稻壳可以和多种热塑型塑料制造复合材料,比如常见的PVC木塑复合材料等。利用稻壳粉制备木塑复合材料,不仅可以变废为宝,还可以节约生态资源,保护森林、保护环境。
2 实验部分
2.1 实验原料及主要仪器设备
2.1.1 实验原料(见表1)

表1 实验原料
2.1.2 主要仪器设备
本实验主要用的仪器和设备见表2。
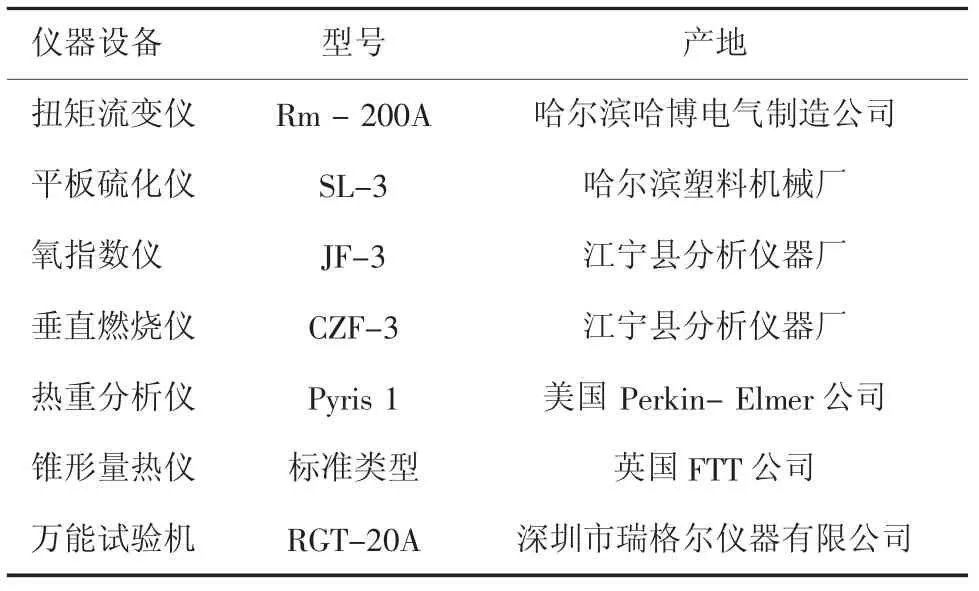
表2 仪器设备
2.2 阻燃稻壳/聚氯乙烯复合材料的制备加工
(1)原料的准备。对稻壳粉的处理就是利用化学物理方法对其表面改性及优化结构,使其部分生成疏水的非极性基因,从而提高与非极性塑料之间的相容性。对植物纤维改性是为了降低纤维极性,使纤维更好地与基体树脂粘合。采用碱溶液对稻壳粉进行处理,经过碱溶液处理的稻壳比经过硅烷偶联剂处理后与塑料结合效果要好。碱溶液可以将稻壳纤维中的果胶、木素和半纤维素等低分子杂质溶解,但不会溶解破坏纤维,使纤维原纤化,即变成更小的纤维,纤维直径降低,长径比增加,与塑料有效接触面积更大且能打开纤维中的羟基,使得其吸水性降低。由此看出,对稻壳采用碱溶液处理是最佳选择。采用5%的氢氧化钠溶液,将稻壳粉置于碱溶液中48 h,然后洗至中性,在烘箱80℃下干燥24 h后粉碎筛选60~80目的稻壳粉作为实验原料待用。将聚氯乙烯颗粒与马来酸酐接枝PVC在80℃下干燥8 h,待用。
(2)制备过程。将流变仪设定为145℃,转速50 r/s,将上述原料混合均匀,添加进转矩流变仪中熔融混炼,待其混合均匀,流变转矩数值稳定不再变化后5 min,将混合物取出,利用平板硫化机,上下板温度调至180℃,加压,压片时间1 min左右,随即将压好的板材置于表面平滑且具有一定厚度的钢板下冷却10 min左右,冷却定型后放置72 h再进行切割,这是由于热混合后,复合材料各组分需要一定时间来进行定型交联使性质更稳定,以满足不同测试要求。
2.3 分析与测试
2.3.1 垂直燃烧(UL-94)测试
垂直燃烧试验是测试材料阻燃性能的一个评定方法,是在特定的试验条件下,对垂直放置的具有一定尺寸的试样点火后,对其燃烧行为进行分类的方法。可燃性UL-94等级是应用最广泛的塑料材料可燃性标准,不同厚度的型材,要求并不一致,所以垂直燃烧试验必须和厚度一起提交。本文所涉及的垂直燃烧测试均采用CZF-3型水平垂直燃烧测定仪,参照GB/T2408-1996的方法测定,试样尺寸为100.0 mm×10.0 mm×3.0 mm。
2.3.2 极限氧指数(LOI)测试
极限氧指数测试作为评价阻燃性能的一个重要方法,具有操作简单、重现性好、直观性强等特点,被广泛采用,但极限氧指数数据比较单一,不能全面系统反映材料燃烧的状态。参照GB2406-82标准进行测试,采用的仪器为JF-3型氧指数测定仪,样条尺寸为100.0 mm×6.5 mm×3.0 mm,允许偏差0.05 mm。
2.3.3 热重分析(TGA)测试
试验参数为样品重量5 mg左右,温度范围20~800℃,升温速度10℃/min,高纯氮环境,氮气流速为20 mL/min。所得出数据由计算机相关软件记录,TG曲线由Origin专业绘图软件绘出。
2.3.4 锥形量热仪(CONE)分析测试
锥形量热仪(CONE)是根据氧耗原理设计的一种测定材料燃烧的仪器,氧耗原理是指物质充分燃烧时每消耗单位质量的氧会产生基本相同的热量,即氧耗燃烧热基本相同。通过锥形量热仪在材料充分燃烧过程中收集的许多信息转化成数据参数就可以比较真实地反映出材料在火灾中表现出的状态,且这些数据具有重现性,数据的采集都是在稳定、易于控制的状况下得到的。锥形量热仪对标准样测试可以得出以下几个重要的性能参数,即热释放速率、总释放热、质量损失速率、有效燃烧热、点燃时间及毒气测定等。
2.3.5 力学性能测试
力学性能主要进行2个指标测试,即板材的拉伸和弯曲强度。其中拉伸和弯曲强度在RGT-20A型电子万能测试机进行,试验样条规格要求为100.0 mm×10.0 mm×4.0 mm。
2.4 稻壳处理与未处理制备木塑材料燃烧和力学性能研究
比较二者制造出的稻壳/PVC木塑复合材料阻燃性能及力学性能,并用接枝马来酸酐聚氯乙烯改变稻壳粉与聚氯乙烯相容性,阻燃剂初步采用的单变量方法即采用IFR(APP/CFA=3∶1)单独添加同时改变添加比例。处理稻壳和未处理稻壳配比见表3。

表3 处理稻壳与未处理稻壳配比 g
2.4.1 阻燃性能分析
处理稻壳与未处理稻壳添加不同IFR比例的LOI见图1。
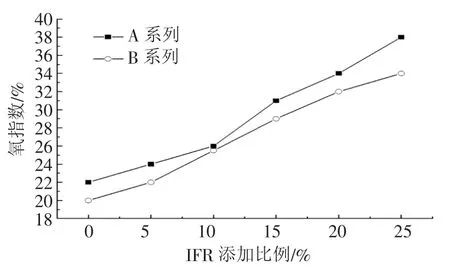
图1 处理稻壳与未处理稻壳添加不同IFR比例的LOI
由图1可以看出,经过处理后A系列稻壳制备的木塑材料的氧指数要比未处理B系列稻壳高,这是由于稻壳粉在碱溶液中处理时,半纤维素等其他的小分子物质对提高材料的热稳定性有很大的帮助。
2.4.2 热降解行为分析
参照实验部分对热重分析的介绍,绘制了A1与B1热重变化图,对比了处理与未处理的稻壳对聚氯乙烯木塑复合材料降解速度、降解时间和残余量的影响。A1与B1的TG曲线见图2,二者的DTG曲线对比图见图3。通过图2可以看出稻壳处理与否对其最终残余量几乎没有影响,而降解温度出现不同。尤其是在图3中可以更直观看出其分解温度的差别,B1最大降解温度出现在285℃左右,而A1的最大分解温度约在345℃,延后了近60℃。说明处理稻壳对减缓材料降解速率起一定作用,可以延缓火焰传播到材料内部。
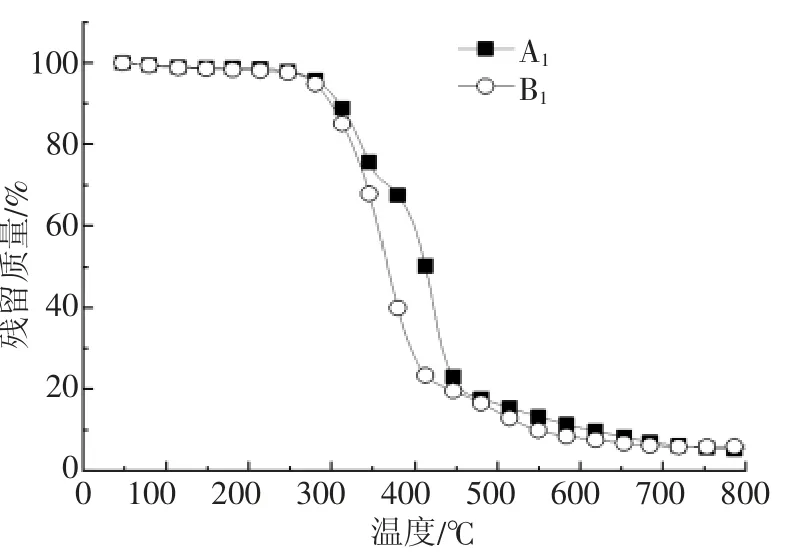
图2 A1与B1的TG曲线分析比较

图3 A1与B1的DTG曲线分析比较
2.4.3 燃烧行为的分析
阻燃聚氯乙烯木塑复合材料锥形量热数据见表4。

表4 阻燃聚氯乙烯木塑复合材料锥形量热数据
由表4看出,A1的点火时间为21 s,比B1要延缓2 s,说明木塑复合材料在点燃时处理后的稻壳热稳定性在高温熔融放出热量,延长了点火时间。
热HRR和Pk-HRR表示了材料燃烧时放出热的程度和最大热释放速率,是表征材料燃烧的一个重要参数。HRR越低,材料的阻燃效果越好。通过对比可以看出,处理后的稻壳/PVC复合材料A1的pkHRR为414.99 kW/m2,B1则 为406.13 kW/m2,二者的差别不大。总热释放量(THR)数值越小阻燃性能越好,释放出的热量越小,就越能说明在火灾中的危险系数越小。关于A1与B1在燃烧总热释放量的大小比较见图4。

图4 A1和B1的THR曲线
在未添加阻燃剂情况下,未处理和处理后的稻壳/PVC复合材料只是在点燃难易程度有区别,在模拟真实的火灾情况下,燃烧过程中几乎没有差别。
2.4.4 力学性能分析
处理稻壳粉与未处理稻壳粉对稻壳/PVC复合材料的影响,未处理的稻壳粉要比前者略好。

表5 不同稻壳粉对力学性能的影响MPa
未处理的稻壳粉内存在与纤维结合的小分子物质,与聚氯乙烯高温混合时更易发生分解从而更加均匀地分散在聚氯乙烯中,使得其力学性能略高于经过处理的稻壳制备的PVC木塑复合材料。
B1与A1的断面电镜放大500倍扫描照片见图5。

图5 B1与A1表面形貌的的扫描电镜照片
由图5可以清晰看出的是B1的断面结构比较均匀,连接结实,而A1相比起来稍微有蜂窝状空隙;原因可能是没有混合均匀导致的结果,这也可以解释处理后的稻壳粉制备的复合材料略差于未处理的稻壳。
2.4.5 试验结论
(1)通过初步对碱溶液处理与未处理的稻壳制备木塑复合材料进行测试,对其燃烧性能和力学性能进行比较和探讨,得出以下结论:通过碱溶液处理的稻壳粉对提升材料的阻燃性能有很大帮助,能够提高材料自身的热分解温度。
(2)处理与未处理的稻壳二者制备PVC木塑复合材料时,在添加马来酸酐接枝聚氯乙烯后,力学性能都有提高。但处理后的稻壳粉力学性能略低于未处理的稻壳制备的复合材料。
2.5 膨胀阻燃剂(APP/CFA)对稻壳木塑材料燃烧和力学性能研究
利用碱溶液预处理的稻壳制备阻燃PVC复合材料比较理想,采用处理的稻壳粉作为填充料,并以6%的MAH-g-PVC作为相容剂。阻燃剂的添加从5%、10%、15%、20%、25%变化,分别添加IFR制备稻壳/PVC复合材料。详细配比见表6。

表6 处理稻壳物料配比表 g
2.5.1 阻燃性能分析
阻燃剂含量对材料LOI和垂直燃烧性能的影响见表7。
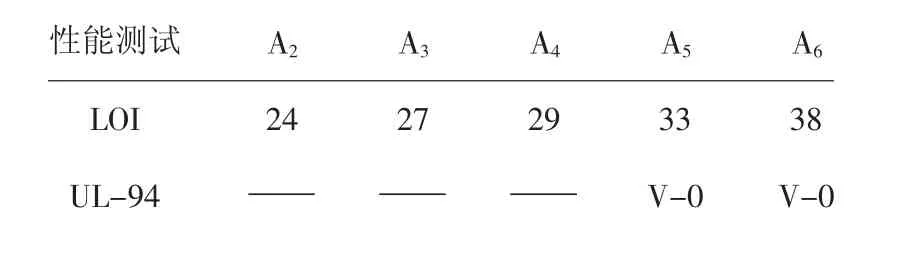
表7 阻燃剂含量对材料LOI和垂直燃烧性能的影响
由表7可以比较直观地看出,随着阻燃剂IFR添加量的增加,阻燃性能越高,在添加20%时可以通过UL-94的V-0级别。
2.5.2 热降解行为分析
参照上文的实验方法对A6与A1进行热重分析,并绘制热重曲线观察未添加阻燃剂和添加25%IFR阻燃剂的聚氯乙烯木塑复合材料降解速度、降解时间和残余物量的影响。A1与A6的TG曲线分析比较见图6。

图6 A1与A6的TG曲线分析比较
由图6可以观察到二者的起始分解温度相差不大,均为200℃左右,A1降解后残余物的量为25%,A6降解残余量35%,A6在700℃后残余物量要高于A1。A1与A6的DTG曲线分析比较见图7。
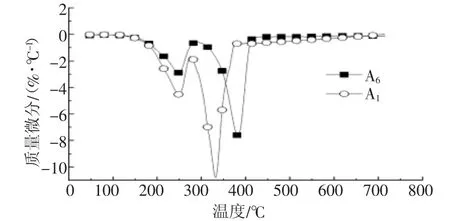
图7 A1与A6的DTG曲线分析比较
从图7中可以得出A1在345℃左右时降解速率最快,A6在375℃时,降解速度最快。
2.5.3 燃烧行为的分析
阻燃聚氯乙烯木塑复合材料锥形量热数据见表8。

表8 阻燃聚氯乙烯木塑复合材料锥形量热数据
由表8可以看出,通过点火时间、热释放速率(HRR)与总释放热量(THR)对比,点火时间添加阻燃剂前后无明显区别,A1的Pk-HRR为401.26 kW/m2,A6则为211.70 kW/m2,二者的T差很大,说明在添加阻燃剂情况下,点燃后燃烧情况得到有效抑制,在已经存在的模拟火灾情况下,添加阻燃剂的复合材料燃烧较为均匀缓慢,有利于火灾的扑灭,能为人员逃生和火灾补救提供更长时间保障。而在总热量和烟气生成量上,二者无明显区别。
2.5.4 力学性能分析
添加阻燃剂前后对力学性能的影响见表9。

表9 添加阻燃剂前后对力学性能的影响MPa
由表9可以看出,未添加阻燃剂A1的拉伸强度和弯曲强度和添加25%的阻燃剂的复合材料几乎没有差别。
通过利用处理后稻壳作为填充物制备添加25%FIR和未处理对照组的稻壳/PVC复合材料,对其燃烧性能和力学性能进行比较,得出以下结论。
(1)添加FIR 25%阻燃剂能显著提升稻壳/PVC复合材料的阻燃性能,在添加在20%时即可通过垂直燃烧试验,并且能显著提升材料的阻燃性能,能够提高材料自身的热分解温度和降低热释放速度。
(2)处理后的稻壳制备PVC木塑复合材料时,在添加阻燃剂前后力学性能差别不大,相较于未处理的稻壳制备木塑复合材料力学性能有所下降。
3 结语
经过碱液处理后的稻壳制备的复合材料,其阻燃性能良好,但力学性能有所下降。采用FIR阻燃剂制备的稻壳/PVC复合材料,氧指数达到38并通过UL-94 V-0测试,且复合材料在燃烧过程中热释放速率显著降低,阻燃效果良好。